多层多道焊接残余应力与变形三维数值模拟
2016-12-13蹤雪梅张贵芝张立平占小红
蹤雪梅,张贵芝,黄 松,张立平,占小红
(1.徐工集团江苏徐州工程机械研究院,江苏徐州221004;2.南京航空航天大学,江苏南京211106)
多层多道焊接残余应力与变形三维数值模拟
蹤雪梅1,张贵芝1,黄松1,张立平1,占小红2
(1.徐工集团江苏徐州工程机械研究院,江苏徐州221004;2.南京航空航天大学,江苏南京211106)
大型复杂焊接结构件的主要接头形式为平板对接,开展对平板对接多层多道焊接三维数值模拟研究十分必要。通过控制网格尺寸和边界条件进行优化来平衡模拟精度和计算效率的问题,并采用试验测量和MSC.MARC有限元模拟相结合方法分析焊接残余应力与变形趋势。结果表明,该多层多道焊接数值模拟采用位移约束和弹簧约束混和边界条件,在焊缝最大网格尺寸为2 mm时,计算效率和精度匹配效果最佳,有限元计算结果与试验测量结果吻合良好,证明该有限元模型的合理性。
数值模拟;多层多道焊;残余应力;变形;弹簧约束
0 前言
在中厚板焊接中,考虑到熔宽及熔深大小的局限性,一般采用多层多道焊,而多层多道焊的模拟涉及到金属的逐步填充问题,这在数学建模上比较难以实现,这种情况下一般采用将模型简化为二维或者不考虑逐步填充,材料一开始就全部填入焊道的方法[1]。这些方法从不同程度上降低了模拟精度,都不太理想。
有限元计算中的单元“生死”技术提供了解决这种问题的一种方法。其原理是:首先在前处理时将这些单元“杀死”,即将它们的热物性参数变为很小的值,在保证刚度矩阵稳定的前提下,将这部分单元的作用减至最小,这样在实际计算中就相当于这部分单元不存在。然后在焊接过程中再根据焊接速度逐步将这部分单元激活,即将它们的热物性参数恢复原值,相当于这部分材料被逐步填充入构件[2]。这种技术在中厚板焊接数值模拟中得到了广泛应用[3-6]。
在实际生产过程中,涉及中厚板多层多道焊的结构多为复杂的大型结构,采用单元“生死”技术时,对数值模拟的计算效率要求较高。在模拟精度满足需求的前提下,如何提高计算效率是国内外焊接工作者急需解决的研究课题。
为解决某大型复杂焊接结构件的焊接应力及焊接变形的数值模拟精度和效率的问题,采用平板对接多层多道焊接接头来模拟该结构件的主要接头形式。通过控制网格尺寸划分和边界条件来平衡模拟精度和效率的问题,并通过局部网格加密和试验测试的方法验证仿真结果,为该大型复杂焊接结构件的合理模拟提供参考依据。
1 焊接试验及残余应力测试
试验对象是开60°V型坡口的两块平板,材料选用Q235。试验所用焊丝为ER50-6实心焊丝;采用MAG焊方法,在室温下进行打底焊和填充盖面焊,保护气体为φ(Ar)80%+φ(CO2)20%混合气体。
试件平板尺寸为200 mm×200 mm×10 mm,两层满焊。试件表面经过手砂轮打磨抛光,砂纸打磨,酒精清洗等表面处理,然后对测量表面画线,分别沿焊缝方向(即纵向近焊缝处)和垂直焊缝方向(即横向)粘贴应变片,采用盲孔法残余应力测试仪钻孔,测量出应变值,计算出焊接残余应力,获得最大主应力σ1。试件物理模型及实测点位置如图1所示。

图1 物理模型及残余应力测试点位置Fig.1Physical model and locations of measurements for residual stress
2 模型建立
2.1热源模型
MSC.Marc焊接模块中有两种缺省的热源模型:一种是Goldark圆形面热源,用来定义二维面热源。另一种是Goldark双椭球体热源,用来定义三维体热源[7]。双椭球热源模型中热流密度沿长轴呈高斯分布前半部分是1/4椭球,后半部分是3/4椭球。前、后椭球的热分布函数分别为
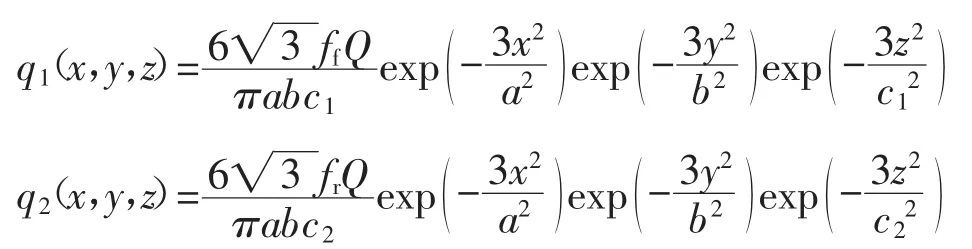
式中Q为输入热源功率;ff、fr为热流密度分布系数;a、b、c1、c2为定义椭球形状的参数;c1、c2表示前、后半部椭球的长度;a为影响熔宽,b为影响熔深[8]。
2.2材料参数
材料的热物理及力学参数均随温度而变化,焊接是一个瞬时高温过程,材料参数变化会影响模拟结果的准确性。模拟材料为Q235,随温度变化的部分物性参数和力学参数见图2。
2.3网格模型
对模型进行实体单元网格划分,为保证计算精度,母材网格划分为3层,为提高计算速度,将焊缝和热影响区的单元网格细化,而远离焊缝区域的网格较为稀疏,如图3所示。
2.4力学边界条件
一般计算中边界采用位移约束,对于平板焊接,如果三个方向均采用0位移约束,虽消除了模型的刚体位移但约束过大,经过多次调试,采用力学边界条件包括:位移约束和弹簧约束两部分,宽度方向在中截面下表面选择两个节点位置,用来限制Z向位移,而不影响纵向收缩变形;通过焊缝背面沿焊缝长度方向节点来限制X向位移,而不影响横向收缩;工件焊缝背面中心选择单元表面设置Y向弹簧约束,如图3所示。
2.5局部网格加密算法
焊接是一个高温瞬态的热过程,在焊缝及热影响位置处,温度梯度及应力梯度均较大。为了得到较为精确的结果,在焊接及热影响区的位置进行局部网格加密,在此采用盒形算法加密。
对于焊接及热影响区中的第i个单元,如果其变形后的任意一个节点落在指定的箱盒范围内,则认为不满足箱盒要求,需细分网格。定义的箱盒按照总体的坐标系下的X、Y、Z值给定


式中X、Y、Z为初始节点的坐标;U、V、W为总位移,nodej为单元i的任意一个节点;f1~f6为定义的箱盒的边界值[9]。
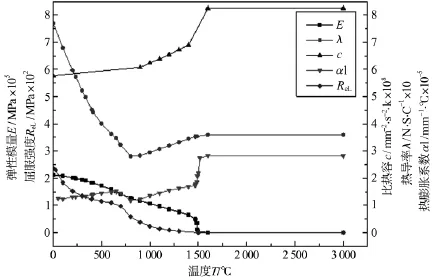
图2 Q235热-力参量与温度的关系Fig.2Relationship between thermo-mechanical parameters and temperature of Q235

图3 有限元模型及约束状态Fig.3FE model and boundary condition
2.6解的可靠性
为使仿真分析的数据更具可靠性,必须重新划分网格进行精度收敛分析。由于有限元分析的精度和准确性与网格的疏密程度有关,在焊道及热影响区部位,温度梯度与应力梯度变化较大,为测试焊缝位置处的网格疏密程度对解的准确性影响,对有限元分析的准确性进行收敛验证。对焊缝和热影响区的网格进行划分,最大网格尺寸分别为5 mm、3 mm和2 mm,并采用MSC.Marc的局部网格加密功能对焊缝最大尺寸为2 mm的网格进行进一步加密。图4c为最大网格尺寸为2 mm的网格模型,图4d为加密8倍网格的模型,即最大网格尺寸为1 mm的网格模型。
焊接网格细化精度收敛情况如表1所示。由表1可知,焊缝最大网格尺寸由5 mm减至1 mm时,计算时间呈几何倍数增加,第一主应力和角变形趋近于某一确定值。最大网格尺寸为5 mm和3 mm的角变形与网格加密后相比,误差在18.71%。最大网格尺寸为2 mm的角变形与网格加密后相比,误差仅1.60%,并且计算时间仅为加密后的1/6。说明网格加密后,网格数量、节点数和计算时间大大增加,而加密前后误差在5%之内,工程上可以接受。

图4 焊缝网格细化Fig.4Mesh refinement graph of weld bead
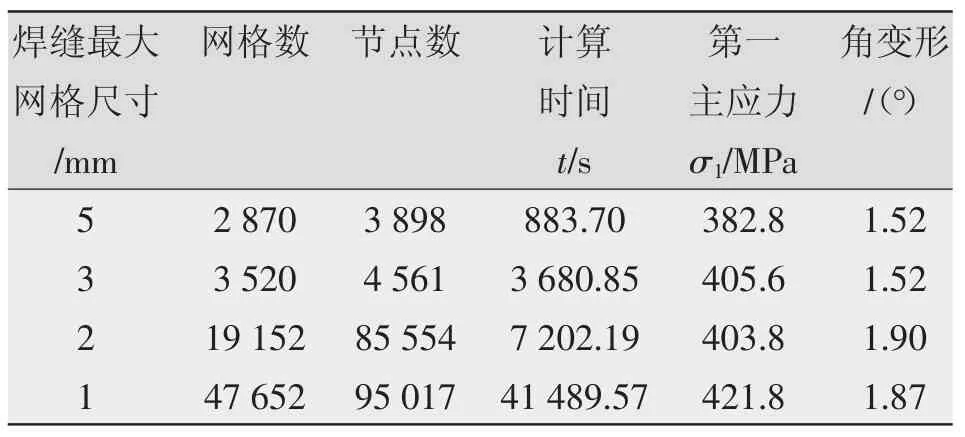
表1 焊缝网格细化精度收敛分析Tab.1Convergence analysis of mesh refinement accuracy of weld
3 焊接变形与残余应力分析
3.1变形结果分析
最大网格尺寸为2 mm的仿真变形结果如图5所示。对接平板横向收缩的主要原因是母材在焊接过程中首先受热膨胀,当焊缝金属凝固时,已膨胀的母材金属必然收缩,这就是对接接头横向收缩的主要组成部分。沿焊缝方向发生纵向收缩,主要出现在焊缝首尾处。平板垂直焊缝方向上都呈收缩状态,远离焊缝两侧的母材边缘向上翘曲,造成角变形,变形趋势与实际情况相吻合。焊缝最大网格尺寸为2 mm时模拟计算结果与实际焊接变形对比情况见表2,可以看出,横向收缩量误差为8.7%,角变形误差仅为5.6%。
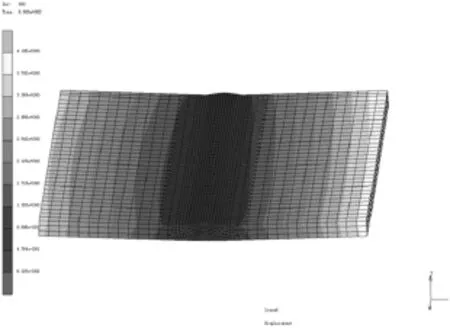
图5 焊后变形云图Fig.5Contour of welding deformation
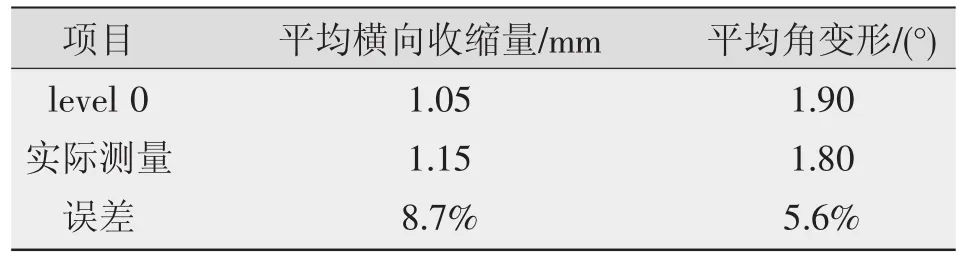
表2 模拟与实际焊接变形比较Tab.2Comparison of deformation between simulation and measurements
3.2应力结果分析
冷至室温时,对照试验测点位置,提取母材面板上表面距焊缝单元边缘约2 mm的纵向路径上的纵向残余应力,并与实际结果对比,如图6所示。可以看出,数值模拟结果与实际测量获得的应力分布趋势基本一致,平行焊缝方向中段处应力趋于稳定,高于两端起弧、熄弧段。其值均超过材料的屈服极限。
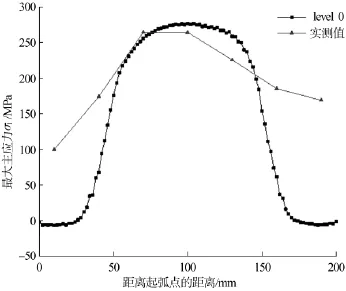
图6 沿焊缝方向焊趾部位的残余应力分布Fig.6Residual stress distribution of weld toe along the length of weld
在焊缝中段选取一条垂直于焊缝的路径,提取表面应力分布曲线,并与实际测量对比如图7所示。可以看出,趋势基本一致,随距离焊缝中心距离减少,残余拉应力呈递增趋势,且焊缝两侧母材处应力呈对称分布。不同的是,模拟计算在焊缝中心的应力值有所回落,而实测值在中心最大。主要是由于焊缝宽度小,应变片有一定尺寸,在焊缝上只能贴一片应变片,测试点比较少,没有完全反应焊缝上的应力分布情况。
4 结论
基于MARC软件中焊接有限元分析功能,考虑网格尺寸大小、约束、材料等对模型的影响,对平板对接多层多道焊接接头进行三维数值模拟,给出焊接应力场及变形计算结果云图,并通过局部网格加密的方法和试验测试的方法对仿真结果进行了验证,结果表明:
(1)通过网格细化分析测试解的可靠性,验证有限元分析收敛可靠,从模拟计算和试验测量结果的对比分析来看,两者吻合较好,说明所建立的Marc有限元模型是可行的。
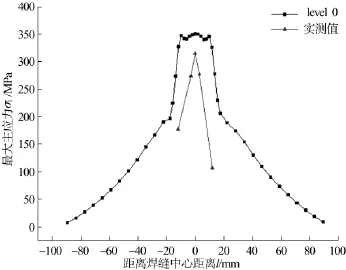
图7 工件垂直焊缝方向上的表面残余应力分布Fig.7Surface residual stresses distribution of workpiece in vertical direction of weld
(2)平板垂直焊缝方向上呈收缩状态,远离焊缝两侧的母材边缘向上翘曲,造成角变形,变形趋势与实际情况相一致。
(3)实际测量结果与仿真模拟获得应力分布趋势基本一致:最大焊接残余应力都出现在焊缝中心和靠近焊缝熔合线的地方。平行焊缝方向上中段处的残余应力趋于稳定,高于两端,垂直焊缝方向上的残余应力呈对称分布。
(4)采用位移约束和弹簧约束混合边界条件,当焊缝最大网格尺寸为2 mm时,该多层多道焊接三维数值模拟的计算效率和精度匹配效果最佳。
[1]李国成,王靖涛,曾静.大型箱型梁对接焊的三维数值模拟[J].工业建筑,2002,32(11):61-62.
[2]孟庆国,方洪渊,徐文立,等.考虑金属逐步填充的多道焊温度场数值模拟[J].焊接学报,2004,25(5):53-59.
[3]邢淑清,张晓燕,麻永林,等.16Mn特厚钢板多道焊温度场数值模拟[J].电焊机,2012,42(1):18-21.
[4]黎超文,王勇,韩涛.焊接顺序对T形接头残余应力和变形的影响[J].焊接学报,2011,32(10):37-40.
[5]陈章兰,熊云峰,李宗民.船用低温高强钢三维多层焊接变形有限元模拟[J].焊接学报,2008,29(8):109-112.
[6]罗金华,梁晓燕,王春明,等.中厚板多道焊接温度场和应力场三维数值模拟[J].电焊机,2006,36(8):32-35.
[7]MSC.Marc User’s Manual,Volume A,Chapter6.
[8]John Goldak,Aditya Chakravarti,Malcolm Bibby.A new finite element model for welding heat sources[J].Metallurgical Transactions B,1984(15):299-305.
[9]陈火红.MSC.Marc接触分析培训教程[M].北京:科学出版社,2004.
3-D simulation of welding residual stresses and distortion of the multi-pass welding
ZONG Xuemei1,ZHANG Guizhi1,HUANG Song1,ZHANG Liping1,ZHAN Xiaohong2
(1.Xuzhou Construction Machinery Group,Jiangsu Xuzhou Construction Machinery Research Institute,Xuzhou 221004 China;2.Najing University of Aeronautics and Astronautics,Nanjing 211106,China)
Butt joint is the main joint form of large welding structure,so it is essential to carry out 3-D simulation of multi-pass welding of plate welded joints.The paper optimized and balanced the simulation accuracy and computational efficiency by controlling the mesh size and boundary conditions,and then experimental measurement and MSC.Marc finite element simulation were combined to analyze the welding residual stress distribution and distortion trend.The results show that computation efficiency of numerical simulation of multi-pass welding matches well with calculation accuracy,when the mixed boundary condition of displacement constraint and spring constraint are applied to the model,and the weld has maximum element size of 2 mm.Simulation analysis results are in good agreement with actual results,which verify the reasonability of finite element analysis of this model.
numerical simulation;multi-pass weld;welding residual stress;deformation;spring constraint
TG404
A
1001-2303(2016)03-0117-05
10.7512/j.issn.1001-2303.2016.03.25
2015-07-06
蹤雪梅(1975—),女,江苏徐州人,学士,高级工程师,主要从事工程机械方面的焊接工艺研究。
