数控车床加工中易发生的错误浅析
2016-12-10边境
边境
(天津中德应用技术大学,天津 300350)
数控车床加工中易发生的错误浅析
边境
(天津中德应用技术大学,天津 300350)
数控车床对于加工复杂的回转体类零件具有很多优势,加工效率高,表面质量好,改变程序容易,但如果编程和操作不当,也会产生不合格的工件。从实践出发,就数控车床加工中容易发生的错误进行实例分析,以避免使用不当造成零件废品的发生。
刀具补偿;欠切削;刀具类型;刀具偏置
一、编程中刀具半径补偿应用方法不当
刀具半径补偿是数控加工中必不可少的功能,正确应用刀具半径补偿不但能够提高工件加工精度,简化编程工作量,还能提高加工效率,但刀具补偿在数控车床编程中应用不当时对工件产生的影响不易被目测发现,而直接造成零件报废。下面举一个比较常见的错误实例。一个车削零件的内轮廓镗削精加工如图1,常常被编程为如下格式:


图1 内轮廓示意图
执行以上程序的效果如图2,可以发现在零件内轮廓的球面顶端发生了欠切削现象。由于常用镗刀的刀尖圆角半径较小,所以不容易被发现,但随着刀尖半径的增大,内轮廓的缺陷就越明显。而正确的编程应该如下:

图2 欠切削
执行正确程序的效果如图3,纠正了上述的欠切削现象。实践证明,编程时不但在启用刀具半径补偿的时候,要用直线插补指令G01,在取消补偿时也要用G01,而不是快速直线运动G00,否则就会造成提前自动取消刀补,轮廓欠切削现象。

图3 正确切削
二、刀具类型和对刀方式不匹配
针对零件不同部位的加工,数控车削刀具的类型有许多种,在数控系统中用刀具类型位置代码来定义,对刀时不能一味地按照常规做法去找正X、Z轴的偏置值,而应该参照刀具类型位置代码来设定,才能正确执行数控程序,完成加工任务。
常用的切槽刀代码为F2,其形状如图4,此类刀具对刀时加载Z向偏置时应以刀具中心对称线位置为参照,而不是常规的与工件端面接触的左侧刀尖位置,所以对于此类刀具的对刀操作很容易出现经验性错误。比如图5所示工件,切槽循环编程如下:


图4 切槽刀类型

图5 零件图
其中刀具T6即为F2类型刀具,如果经验性的以左刀尖接触工件端面时加载为Z向零点坐标,则加工出的工件槽位置如图6,槽的Z向位置偏移了二分之一的刀具宽度值,造成废品。
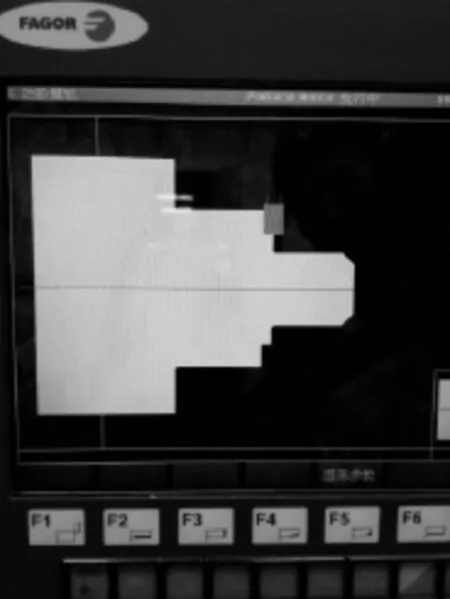
图6 错误的槽位置
而正确的对刀方式是当切槽刀左刀尖接触工件时,其对称中心线的Z向坐标应加载为二分之一刀具宽度值,只有这样才能加工出槽的正确位置,如图7。

图7 正确的槽位置
三、刀具偏置表设置不当
数控车床刀具偏置表中,如图8,除了常用的刀具沿X轴和Z轴的刀具长度值和刀尖半径值R以外,还有两个重要参数I和K值,分别为沿X轴和Z轴的刀具长度磨损值。利用这两个参数可以在零件尺寸未达到图纸要求的时候无需修改程序中的尺寸数据,就能达到尺寸补偿的目的,方便实用。
但是在加工零件内轮廓时,I值的设定比较容易出错误。如图7,在内孔精镗前要在X方向预留0.4mm的加工余量,此时可以利用I值来实现。但如果直接按照车削外轮廓时保留加工余量的经验将I值设定为0.4,则内孔不但未被留出余量,反而直接被镗大了0.4mm,造成废品。原因是数控车床的刀具磨损补偿原理与数控铣床的原理不同,参数I值的使用方法也不同,往往会令操作者混淆。数控车床在设置I值时是要考虑方向的,此例中保留内孔加工余量应在X负方向上,而I值设定未加负号,导致补偿方向相反,造成以上错误。
数控车床加工程序的编制虽然不似数控铣床和加工中心编程那样复杂,但是在加工工艺过程中比较繁琐复杂,特别要注意细节的操作,以免由于一时的疏忽而造成不必要的损失。
图8 刀具偏置表
[1]罗学科,张超英.数控机床编程与操作实训[M].北京:化学工业出版社,2001.
[2]北京发格自动化有限公司.FAGOR8055T CNC编程手册.
[4]张超英,罗学科.数控加工综合实训[M].北京:化学工业出版社,2003.
[5]李斌.数控加工技术[M],北京:高等教育出版社,2001.
[6]刘雄伟.数控机床操作与编程培训教程[M],北京:机械工业出版社,2001.
[6]李郝林,方键.机床数控技术[M],北京:机械工业出版社,2000.
[7]王爱玲.现代数控编程技术及应用[M],北京:国防工业出版社,2002.
编辑 朱荣华
Analysis of the Prone Errors in CNC Lathe Machining
BIAN Jing
(Tianjin Sino-German University of Applied Sciences,Tianjin 300350,China)
There are many advantages in machining complex revolving parts with CNC lathes,such as high efficiency,good surface quality and easy changing of programs.But we will produce substandard parts when programming or operating improperly.This article based on the practice analyses some prone errors in CNC lathe machining in detail to avoid producing substandard parts.
Tool compensation;Owed cutting;Tool type;Tool offset
TG5
A
2095-8528(2016)06-052-03
2016-04-12
边境(1971),女,工学硕士,副教授,研究方向为数控技术及其应用、机械制造及其自动化。
