总承包模式下的核电工程焊接工艺评定转移管理
2016-12-06唐识
唐 识
(国核示范电站有限责任公司,山东威海264312)
总承包模式下的核电工程焊接工艺评定转移管理
唐识
(国核示范电站有限责任公司,山东威海264312)
核能作为一种安全、清洁、高效、低碳能源在国家能源结构中的作用将会越来越重要,发展核能是我国经济新常态下的必然选择。安全高效的发展核电为核电工程承包商提供了发展机遇,核电工程焊接工艺评定转移为承包商前期核电工程准备节省了大量时间和费用。简要介绍国内核电工程常用的焊接工艺评定标准,详细阐述焊接工艺评定转移的依据、流程、管理及监督等方面的内容。明确在总承包模式下,核电工程承包商、总承包单位和监理等单位在焊接工艺评定转移前和转移后的职责,为后续核电工程焊接工艺评定转移管理提供参考。
工程总承包;核电工程;焊接工艺评定转移;工艺评定标准;焊接监督
0 前言
核能作为一种安全、清洁、高效、低碳能源,在国家能源结构中的作用将会越来越重要,发展核能是我国经济新常态下的必然选择。尽管日本福岛核事故给世界核能发展带来了一定影响,但继续发展核能的趋势并没有改变,核电在世界新一轮的能源战略调整中,将继续扮演重要的角色,与此同时,中国核电出海步伐加快,核电“走出去”已上升为国家战略。
目前正在制定的“十三五规划”的建议中,进一步明确了安全高效发展核电的思路。按照《核电中长期发展规划》,2020年中国规划装机容量达到5 800万kW,在建3 000万kW。未来平均每年投产和新开工机组都要达到6台左右。核电的发展为核电行业带来了前所未有的机遇和挑战,为更好地适应国家核电发展规划和核电群堆化、标准化和系列化建设的要求,参与核电工程的承包商(核岛和常规岛及BOP安装企业)必须采取措施合理投入资源,优化工程管理模式,避免核电工程前期准备大量资源的重复投入,以达到节约成本和缩短核电工程前期准备的目的,而实施焊接工艺评定转移是节省资金和缩短核电工程前期准备的措施之一。
1 国内核电工程常用焊接工艺评定标准
目前国内运行和在建的核电站主要有压水堆、重水堆和高温气冷堆等堆型,而上述堆型中大部分为压水堆核电机组,如田湾核电站1-4号机组为引进俄国的压水堆核电机组、田湾核电5、6号机组则为中国核工业集团公司和中国广核集团公司联合开发的且具有自主知识产权的第三代压水堆核电机组;秦山30万千万瓦核电机组是上海核工程研究设计院自主设计国内第一台压水堆核电机组;山东海阳1、2号和浙江三门1、2号核电机组为引进美国的AP1000压水堆核电机组;山东荣成拟建的CAP1400示范工程核电机组是在引进、消化吸收AP1000核电机组基础上由上海核工程研究设计院负责设计的第三代非能动压水堆核电机组;红沿河、大亚湾、宁德等核电基地布置的核电机组为M310或M310改进型的二代半核电机组。无论是引进的还是自主设计或消化吸收改进的核电机组,其电站结构都是由核岛、常规岛及BOP组成。
我国实行的焊接工艺评定标准由于各行业特点不同,出现了焊接工艺评定不统一的情况。我国民用核安全机械设备制造中比较常用的焊接工艺评定标准有法国的《压水堆核岛机械设备设计建造规则》(RCC-M S卷)、美国的ASME锅炉及压力容器规范国际性规范《焊接和钎焊评定》(AMSE-Ⅸ)标准以及核工业第二研究设计院早起负责起草《压水堆核电厂核岛机械设备焊接规范》(EJ/T1027-1996),目前该标准已被《压水堆核电厂核岛机械设备焊接规范》(NB/T20002.3-2013)替代,2013年10月1日起实施。
另外,国内负责核电站核岛设计的设计院通常会根据上述焊接工艺评定标准并结合核电工程项目特点和国内核安全法律法规标准要求,编制针对某核电工程相关焊接工艺评定的技术条件。
负责核电站常规岛及BOP工程的设计院在设计有关设备、产品的焊接工艺评定技术条件时,通常会在设计文件中直接引用相关焊接工艺评定标准。核电工程中的常规岛及BOP工程常用的焊接工艺评定有:《现场设备、工业管道焊接工程施工规范》GB50236-2011;《承压设备焊接工艺评定》NB/T47014-2011;《焊接工艺评定规程》DL/T 868-2004;《核电厂常规岛焊接工艺评定规程》DL/T 1117-2009。
2 核电工程焊接工艺评定转移依据
焊接工艺评定是为了验证施工单位能否按照标准要求焊接出合格产品的能力,为拟定的焊接工艺的正确性而进行的试验过程及结果评价。
核电工程焊接工艺评定转移是核电工程项目焊接工艺评定管理中一项的重要工作,对于核电工程承包商来说,焊接工艺评定工作是企业重要的质保活动,因此必须规范化。因此,核电工程承包商要实施焊接工艺评定转移就必须清楚焊接工艺评定转移实施的依据。
2.1国家核安全监管机构对核电工程焊接工艺评定转移要求
2008年9月4日至5日,国家核安全局在河北燕郊组织召开了CPR1000核电焊接工艺评定转移研讨会,本次会议的主要议题是讨论中国核工业第二三建设公司提出的CPR1000项目焊接工艺评定转移申请。2009年9月28日,国家核安全局以国核安办〔2008〕164号文印发了《关于印发<CPR1000核电焊接工艺评定转移研讨会会议纪要〉的函》要求相关单位按照该函要求执行,该函对焊接工艺评定转移提出了如下要求:
(1)焊接工艺评定转移工作应该按照核电项目所承诺遵循的标准体系开展。
(2)中国核工业第二三建设公司对焊接工艺评定项目的转移负责。
(3)中国核工业第二三建设公司具体项目的焊接工艺评定转移事项必须满足相关法规、标准规范的要求,并获得该项目(例如红沿河、宁德等)营运单位的批复。
(4)焊接工艺评定转移的责任单位应该将工艺评定转移的项目清单及运营单位的批复意见抄送国家核安全局及相关地区监督站。清单中应包括具体焊接工艺评定项目的最近实施日期、项目名称和具体焊接部位等信息。
(5)营运单位应该对焊接工艺评定转移工作实施严格的监督检查控制,确保转移工作满足有关法规标准及转移方案的要求。
(6)国家核安全局及地区监督站对焊接工艺评定转移工作实施监督。
2.2核岛焊接工艺评定转移要求
(1)《压水堆核岛机械设备设计和建造规则》(RCC-M S6500)对焊接工艺评定转移要求[1]。
按照《压水堆核岛机械设备设计和建造规则》(RCC-M S6500)标准要求,两个不同的核电工程项目要焊接工艺评定转移必须满足以下条件:
a.对于在某一车间或现场完成的焊接工艺评定试验,要扩大到同一制造商的另一车间或现场,这个新的车间或现场必须符合S6200要求的条件,焊接工艺评定决不允许在制造商之间转让。
b.承包商(核岛安装企业)应在报告中明确指出有关规定(技术注意事项和监督),以便在转移后保持技能和经验的连续性。
c.相互需要转移的工艺评定必须是同一承包商(同一核岛安装企业)。
d.相互需要转移的工艺评定遵循相同的设计/建造标准或规范以及国家法规。
e.在使用所转移的某一焊接工艺评定时,使用与焊接工艺评定所用焊材具有相同牌号及商标的焊材,或者使用与焊接工艺评定所用焊材具有相同型号且符合相同采购技术条件的。
(2)美国的ASME锅炉及压力容器规范国际性规范《焊接和钎焊评定》(AMSE-Ⅸ)对焊接工艺评定转移要求[2]。
美国的ASME锅炉及压力容器规范国际性规范《焊接和钎焊评定》(AMSE-Ⅸ)第QW-201节规定:规范认为一个制造商或承包商是作为按本规范要求对焊接生产负有操作控制责任的组织,假如在某组织内存在两家或两家以上不同的名称的公司能对同一焊接工艺评定进行有效操作控制,这种一个组织包括几个公司的情况,应在《质量控制体系》《质量保证程序》中予以说明,在这种情况下,如满足第Ⅸ卷的其他所有要求,则不要求进行重复的工艺评定。
第QW-201.1节规定:规范认为制造商或承包商对原工艺评定期间拥有的后转为不同拥有者的PQR和WPS,同样可保持有效的操作管理。当制造商或承包商或其一部分被新的业主所拥有时,在满足下列条件时,其原来的PQR和WPS可被新的业主使用而无需重评。
a.新业主对这些WPS和PQR负责。
b.这些WPS反映了新业主的名字。
c.其质量控制体系/质量保证程序反映了这些PQR是源于先前的制造商或承包商。
2.3常规岛及BOP工程焊接工艺评定转移要求
(1)《核电厂常规岛焊接工艺评定规程》DL/T 1117-2009对焊接工艺评定转移要求[3],该标准的第3.10评定的等效性规定:
a.评定应限定在同一施工单位、同一质量管理体系中,具有同等效力的设备、人员、管理、监督和技术经验,能保证技能和经验的连续性。
b.同一施工单位内某一车间或现场完成的评定可转让予另外一个车间或现场相对应的焊接,可不要求重复评定。
c.评定不得在不同单位之间转让。
(2)《焊接工艺评定规程》DL/T 868-2004对焊接工艺评定转移要求[4],该标准第4.9条规定:经审查批准后的评定资料可在同一个质量管理体系内通用,另外该标准在前沿章节也有描述,按照本标准实施后的焊接工艺评定可以覆盖电力行业的全部焊接工艺评定工作。
另外核电工程常规岛及BOP工程用到的另外一个常用的焊接工艺评定标准——《承压设备焊接工艺评定》(NB/T47014-2011)中没有明确条款规定焊接工艺评定转移要求。《现场设备、工业管道焊接工程施工规范》(GB 50236-1998)版本第4.1.7条规定,在同一个质量管理体系内,具备同等效力的设备、人员、技术经验等,能保证技能与经验的连续性,对同一项焊接工艺评定可不比重复进行,升版后的《现场设备、工业管道焊接工程施工规范》(GB 50236-2011)取消了对焊接工艺评定转移的规定。
3 焊接工艺评定转移
焊接工艺评定转移是指在符合焊接技术规格书和图纸要求的情况下(材料、人员、车间环境、失效等),焊接工艺评定由承包商的一个车间(或现场)转移到另一个车间(或现场)的活动[1]。
3.1焊接工艺评定转移前的准备工作
承包商为了将其他核电工程项目的焊接工艺评定转移到新承担的核电工程项目中,在转移前核电工程承包商应做好以下工作:
(1)熟悉焊接工艺评定标准及焊接工艺评定转移要求。
作为核电工程承包商的焊接工程技术人员,首先需要熟练使用核电工程焊接工艺评定标准,了解焊接工艺评定转移要求。在此基础上,重点对比分析承包商在两个核电工程项目的质保体系运转(组织机构、职责、焊接管理模式以及焊接相关程序)、焊接人员(焊接工程师或技术人员经验、焊工资格及经验、无损检测人员资格、热处理及其他主要施工人员资格及经验)、焊接设备(焊接、无损检测及热处理等设备)、材料(母材和焊接材料)、法律法规标准(焊接工艺评定、焊工考试、无损检测、理化试验等标准)、施工环境以及总承包单位或监理单位的要求等方面对比分析其一致性,确定焊接工艺评定转移的可行性。
(2)焊接工艺评定转移报告及焊接工艺评定转移清单的编制。
承包商焊接工程技术人员通过对两个核电工程项目的焊接工艺评定转移分析,确定焊接工艺评定转移是可行的,并在初步征求核电工程总承包商(或业主)同意焊接工艺评定转移的前提下,由承包焊接工程技术人员编制焊接工艺评定转移报告和焊接工艺评定转移清单,焊接工艺评定转移报告至少应包括以下内容:承包商项目总经理承诺;承包商在两个核电工程项目质量保证体系对比、两个核电工程项目的人、机、料、法、环等方面的对比分析;焊接工艺评定转移后的技术注意事项及质量监督管理、拟转移的焊接工艺评定转移清单;转移后的焊接工艺评定报告管理等内容。
焊接工艺评定转移清单内容至少应包括原焊接工艺评定编号、焊接方法、接头形式(坡口形式)、评定材料牌号及规格(母材和焊材牌号及规格)、焊接位置、评定标准、焊接位置适用的焊件的有效范围、适用焊件母材金属厚度的有效范围、工艺评定最近使用日期;转移后的焊接工艺评定报告编号、拟焊部件等相关信息。
(3)焊接工艺评定转移管理程序编制。
为了保证焊接工艺评定转移规范、有序进行,建议承包商在准备实施焊接工艺评定转移前,编制完成焊接工艺评定转移管理程序并经相关人员签字发布,该程序主要明确承包商内部各部门在焊接工艺评定转移各个阶段的职责;明确焊接工艺评定转移流程、焊接工艺评定转移后的管理以及焊接工艺评定转移过程所需的相关记录文件和表格等内容。
3.2焊接工艺评定转移报告审查
焊接工艺评定转移报告通常是由核电工程总承包单位组织审查,承包商工程技术人员完成焊接工艺评定转移报告后,将焊接工艺评定转移报告递交总承包单位,总承包商收到承包商递交的焊接工艺评定转移报告后,在焊接工艺评定转移报告评审前,会综合考虑是否组织相关单位(核电业主、监理单位、拟邀请参加对核电工程焊接工艺评定转移报告评审的专家)对承包商焊接能力的实地考察,考察关注重点为:该承包商在焊接质量保证体系运转情况、焊接工艺评定报告(焊接工艺规程)、焊接材料、焊接设备、焊接人员资格、焊接环境管理、焊接标准等方面管理是否到位。
总承包单位在组织对承包商递交的焊接工艺评定转移报告审查时,在评审专家的选择上通常会邀请负责该核电工程设计的设计院焊接设计专家;同行负责核电工程焊接设计专家;参与其他核电工程承包商的焊接专家;其他核电工程核电业主的焊接专家;对于民用核安全设备的焊接工艺评定转移,通常还会邀请国家核安全监管单位的焊接专家参;国内核电行业领域的焊接专家或焊接工艺评定标准起草专家等。
另外,负责该核电工程的总承包单位、监理单位和业主等单位代表一般不作为焊接工艺评定转移报告评审专家,但可以全程参与焊接工艺评定转移报告评审。
3.3焊接工艺评定转移报告的批复
对于民用核安全设备的焊接工艺评定转移报告,按照2009年9月28日,国家核安全局《关于印发<CPR1000核电焊接工艺评定转移研讨会会议纪要〉的函》(国核安办〔2008〕164号文)要求和目前已实施的焊接工艺评定转移报告审批情况来看,在总承包单位在组织相关单位完成焊接工艺评定转移报告评审后,通常会将焊接工艺评定转移报告评审结果上报该核电工程业主单位批准,待焊接工艺评定转移报告批复后报核电业主和监理单位备案。
对于常规岛和BOP工程焊接工艺评定转移报告,通常在总承包单位组织完成对转移报告评审后,直接由总承包单位批准即可,并报核电业主和监理单位备案。
焊接工艺评定转移实施流程如图1所示。
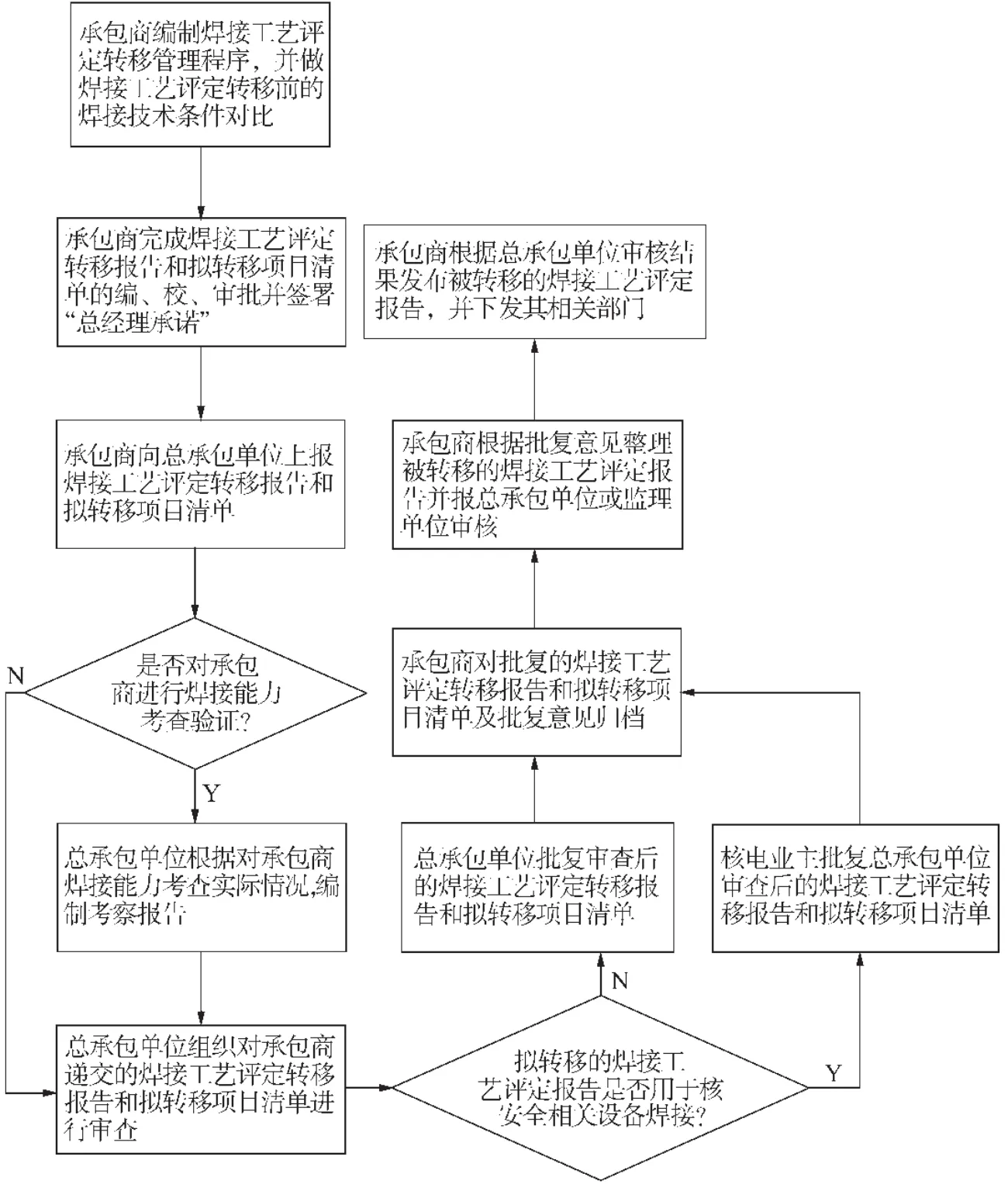
图1 焊接工艺评定转移实施流程
4 焊接工艺评定转移后的管理
在总承包单位完成对承包商焊接工艺评定转移报告及焊接工艺评定转移清单批复后,承包商应按照批复的焊接工艺评定转移清单完成转移后的各项焊接工艺评定报告编、校、审、批工作。
转移前的焊接工艺评定报告的原件由承包商保存,每份转移后的焊接工艺评定报告应重新添加封面、文件编号以及工艺评定覆盖范围页,其封面格式和文件编号应满足核电业主和总承包单位对文件格式和编码要求。
总承包单位(或监理单位)应对承包商转移后的每份焊接工艺评定报告进行审核(非民用核安全设备焊接工艺评定报告一般不需要总承包单位或监理单位审核),通过总承包单位(或监理单位)审核的被转移焊接工艺评定报告由承包商主管焊接工艺评定报告的部门发布,并向核电工程现场和车间发布。
承包商应建立转移后的焊接工艺评定报告台账,方便相关方查询。
5 焊接工艺评定转移后的焊接监督
为了保证承包商焊接工艺评定转移后能持续有效的进行,总承包单位和监理单位应对承包商焊接工艺评定转移后的执行情况的进行监督管理,重点关注焊接生产相关人员尤其是焊接和无损检测人员资格的持续性和技能的熟练与符合性以及实施后的产品焊接质量的稳定性等方面。
5.1焊接工艺评定转移后对承包商焊接监督要求
为确保转移后的焊接工艺评定的连续性和有效性,在焊接施工过程中,焊接人员将严格按照焊接数据单操作,杜绝违反工艺的焊接,做好焊接各个环节监督工作,严格把关,在施工前应对施工人员进行详细的施工技术交底,严格焊接工艺和按焊接工艺参数进行施焊工作,核电工程承包商重点可从以下方面进行监督:定期进行焊接质量趋势分析,统计焊接产品无损检测合格率;加强焊接设备管理及施焊环境的监督;加强焊接前准备条件的监督;加强焊接装配检查;加强焊接过程的监督;加强焊缝返修补焊的监督控制以及从焊接工艺评定转移后管理等方面入手进行焊接监督,保证转移后的焊接工艺评定的连续性和有效性。
5.2总承包单位对核电工程承包商焊接工艺评定转移后的监督
目前国内在建的核电工程主要采用EPC总承包模式进行全厂五通一平、勘察、设计以及相关技术服务、采购、建造、调试、役前检查以及项目管理等工作。对于采用EPC总承包模式的核电工程,总承包单对核电工程承包商的焊接工艺评定监督管理的主要内容为:加强对核电工程承包商焊接工艺评定前、焊接工艺评定转移以后的质量体系和质量程序运行监督;加强核电工程各子项开工条件审查,重点关注核电工程承包商拟用的焊接工艺评定是否满足该项目的要求;加强对核电工程承包商焊接产品过程质量见证。
5.3监理单位对核电工程承包商焊接工艺评定转移后的监督
按照《核电厂建设工程监理规范》(GB/T50522-2009)对监理单位职责要求,为保证核电工程承包商对焊接工艺评定转移后的质量控制,监理单位作为代表核电工程业主单位全面负责核电工程项目的质量监督实施主体,重点加强对核电工程承包商焊接工艺评定转移报告的审查,审查核电工程承包商的质保体系和质量控制程序运行情况、拟转移后的焊接工艺评定是否能够覆盖新建核电工程项目图纸中规定的各类材料、焊接接头和焊接工艺方法等;重点加强对核电工程承包商各子项开工条件的审查,关注核电工程承包商拟用的焊接工艺评定是否满足该项目的要求;重点加强对核电工程承包商焊接产品过程质量见证,做好现场施工的巡检,见证检查以及旁站;重点做好超过标准规定焊缝返修次数的焊缝返修方案审查,NDE控制以及焊接不符合项的跟踪处理等环节。
[1]RCC-M S6500.压水堆核岛机械设备设计和建造规则[S].
[2]AMSE-IX,锅炉及压力容器规范国际性规范《焊接和钎焊评定》[S].
[3]DL/T 1117-2009,核电厂常规岛焊接工艺评定规程[S].
[4]DL/T 868-2004,焊接工艺评定规程[S].
Nuclear power project welding procedure qualification transfer management under the general contracting mode
TANG Shi
(State Nuclear Power Demonstration Plant Co.,Ltd.,Weihai 264312,China)
Nuclear energy,which is safe,clean,effective and low-carbon,will play more and more important role in the national energy construction.Developing nuclear power is an inevitable choice in the new economic new normal of our country.Developing nuclear power safely and effectively gives the contractors of nuclear power project opportunities for development.Welding procedure qualification transfer of nuclear power projects would save lots of time for contractors.This paper briefly introduces the common standards of welding procedure qualification,and describes the basis,process,management and supervision in detail.It has clearly indicated the responsibilities of sub-contractors,general contractor and supervision units before and after the transfer of welding procedure qualification under the general contract mode.So,it could provide a reference for follow-up welding procedure qualification transfer management.
project general contracting;nuclear power engineering;welding procedure qualification transferring;welding procedure qualification standards;welding supervision
TG44
B
1001-2303(2016)04-0092-06
10.7512/j.issn.1001-2303.2016.04.20
2016-01-21
唐识(1976—),男,四川仁寿人,高级工程师,学士,主要从事核电厂设计管理、执照申请及焊接管理等工作。
