6082-T6铝合金焊接接头热调修工艺
2016-12-06岳秀峰钮旭晶许鸿吉李秋实
岳秀峰,钮旭晶,许鸿吉,谢 明,李秋实
(1.大连交通大学材料科学与工程学院,辽宁大连116028;2.唐山轨道客车有限责任公司,河北唐山064000)
6082-T6铝合金焊接接头热调修工艺
岳秀峰1,钮旭晶2,许鸿吉1,谢明1,李秋实1
(1.大连交通大学材料科学与工程学院,辽宁大连116028;2.唐山轨道客车有限责任公司,河北唐山064000)
通过拉伸、弯曲和硬度等试验以及显微组织分析,对三种调修温度区间的6082-T6铝合金焊接接头的组织与性能进行研究。结果表明,在各个调修温度区间,6082-T6铝合金焊接接头的拉伸性能和弯曲性能良好,所有拉伸试样均在热影响区处软化区断裂。接头均有软化现象产生,且随着调修温度的升高,软化现象越来越严重,软化区增大,各区域组织的晶粒度略有减小,析出相略有增多。
6082-T6铝合金;焊后热调修;组织与力学性能
0 前言
焊接变形是焊接结构生产制造过程中的普遍现象,相对钢而言,由于铝合金的热导率是钢的5倍,线膨胀系数是钢的2倍,所以铝合金的焊接变形比钢更严重[1-2]。6082-T6铝合金作为可热处理强化铝合金大量应用现代化的铁道运输之中,在实际生产过程中,为了解决焊接变形的问题,焊后火焰调修必不可少,但是调修热输入会导致焊接接头发生软化,导致强度降低[3]。因此,系统研究调修温度对6082-T6铝合金焊接接头组织与力学性能的影响具有重要的现实意义。
1 试验材料及试验方法
试验材料为6082-T6铝合金,试板尺寸300mm× 300 mm×4 mm,采用熔化极氩弧焊,保护气体为φ(Ar)70%+φ(He)30%+φ(N2)0.015%,焊接材料选用直径φ1.2 mm的Al5087焊丝,6082-T6铝合金及Al5087焊丝熔敷金属的化学成分及力学性能如表1、表2所示,对接坡口为70°V型坡口,焊接时采用双层单道焊,焊接工艺参数见表3。
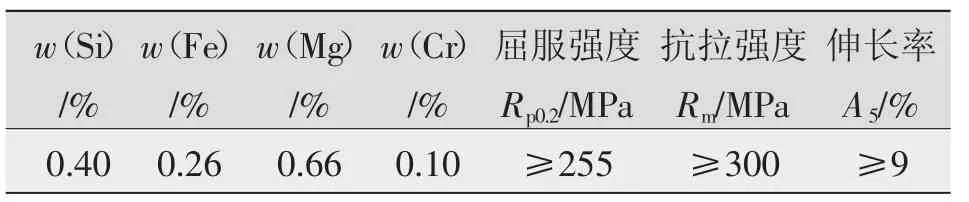
表1 6082-T6铝合金的主要化学成分和力学性能Tab.1Chemical composition and mechanical properties of 6082-T6 aluminum
对焊后对接试板进行低温(240℃~260℃)、中温(280℃~300℃)和高温(320℃~340℃)氧-乙炔加热枪采用线状加热方式进行火焰调修处理(加热区域为焊缝及两侧各30mm),调修速度80~90cm/min。分别按照ISO17637-2003、EN1289-2002和ISO17636-2003标准对接试板进行外观检测、渗透检测及射线检测。拉伸试验和弯曲试验分别按照ISO4136-2001和ISO5173标准,在WDW-300KN微机控制电子万能试验机上进行,弯曲试验采用两个面弯试样和两个背弯试样,压头直径50 mm。根据GB/T4342-1991《金属显微维氏硬度》标准,利用FM-700型显微硬度仪测量焊接接头表面(包括母材和热影响区)的维氏硬度,加载200g,加载时间15s,并使用ORIGIN7.5软件绘制硬度图。采用Neophot-32数码金相显微镜观察焊接接头的母材、热影响区、焊缝区及熔合区的显微组织,腐蚀液为混合酸溶液。采用JSM-6360LV型扫描电镜观察和分析拉伸试样断口。
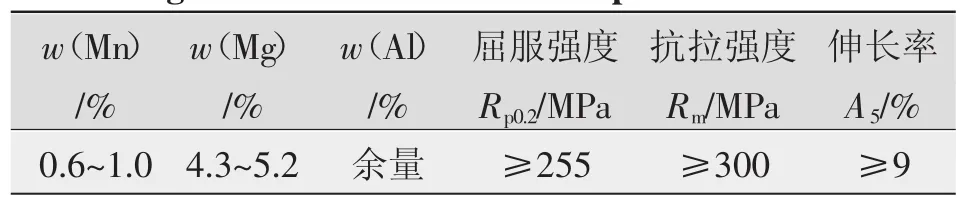
表2 Al5087焊丝熔敷金属的主要化学成分和力学性能Tab.2Chemical composition and mechanical properties of welding wire Al5087 aluminum deposited metal
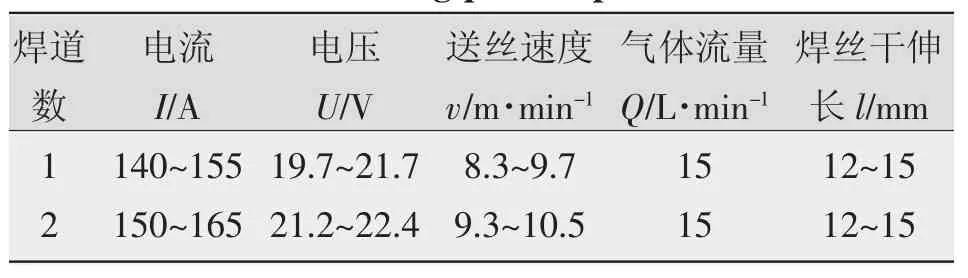
表3 焊接工艺参数Tab.3Welding process parameters
2 试验结果及分析
2.1无损检测试验
不同调修温度下的对接试板表面均无裂纹、超标气孔。渗透检测时也未发现有超标的线性或非线性显示。根据ISO10042-2005B《铝及其可焊合金电弧焊缝—质量缺陷等级指南》,射线检测结果也无超标气孔。
2.2拉伸试验
分别对不同调修温度下焊接接头进行室温拉伸试验,试验结果如表4所示。
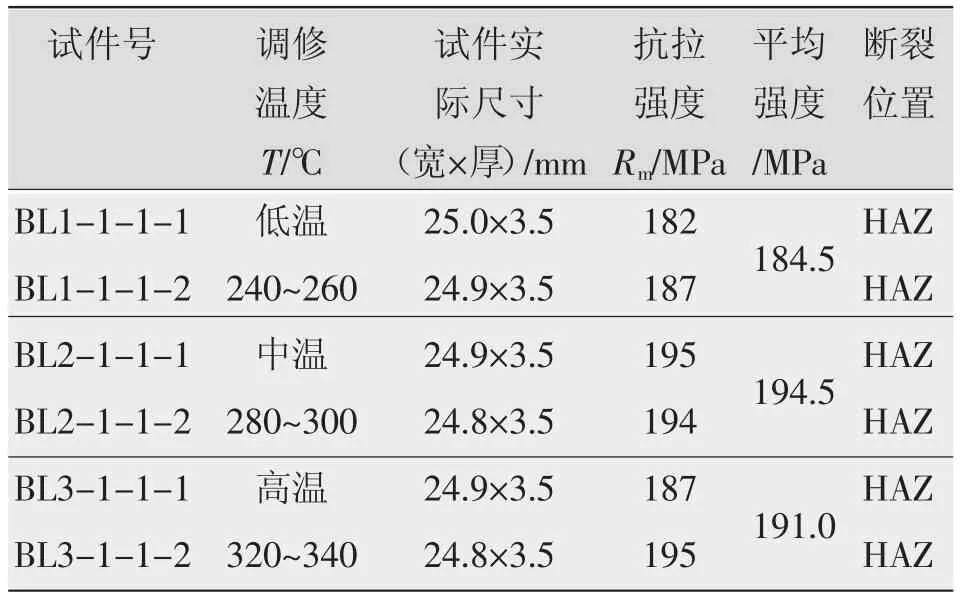
表4 拉伸试验结果Tab.4Result of tensile test
依据ISO15614-2标准,处于焊后状态的焊件抗拉强度Rm(W)应满足要求

式中Rm(W)为处于焊接后状态的焊接试样的抗拉强度;Rm(pm)为有关标准中所要求的母材抗拉强度的最低规定值;T为焊接接头效率系数。对于6082-T6铝合金,T=0.6,由表1可知,Rm(pm)=300MPa,故Rm(W)≥180 MPa。
由表4可知,所有试样焊接接头的抗拉强度均大于180 MPa,均满足试验标准的要求。所有试样均在热影响区断裂,虽然焊缝的熔敷金属强度略低于母材,但是MIG焊接时和焊后热调修均使热影响区处产生软化现象导致其强度降低较大,故而热影响区成为了焊接接头较为薄弱的环节。拉伸试件断口全貌均为纤维状,边缘与中心均为浅韧窝型韧性断口。
2.3弯曲试验
分别对不同热调修温度下的焊接接头进行室温弯曲试验,共4组,每组四个试件(两个面弯试件和两个背弯试件),弯曲试件尺寸200mm×10mm×4mm。弯曲试验结果表明,不同热调修温度下的所有面弯和背弯试验均合格,弯曲角均达到180°时仍无裂纹产生。
2.4硬度试验
不同调修温度下的焊接接头显微硬度对比如图1所示。6082-T6铝合金为热处理强化铝合金,在焊接时产生软化现象主要原因是热影响区在焊接的高温作用下强化相脱溶析出并聚集长大,使强化效果减弱,产生“过时效”现象,并形成软化区,在该域内的硬度会有所下降。
由图1可知,同种调修温度下焊缝区硬度接近甚至局部高于热影响区至母材硬度,这是因为焊接热输入和焊后热调修的双重热输入使得热影响区软化现象严重。同时,不同调修温度下接头均有软化现象产生,且随着调修温度的升高,软化现象越来越严重,这是由于调修温度的升高会使得接头的热输入量不断累积,使得强化相大量析出所致。
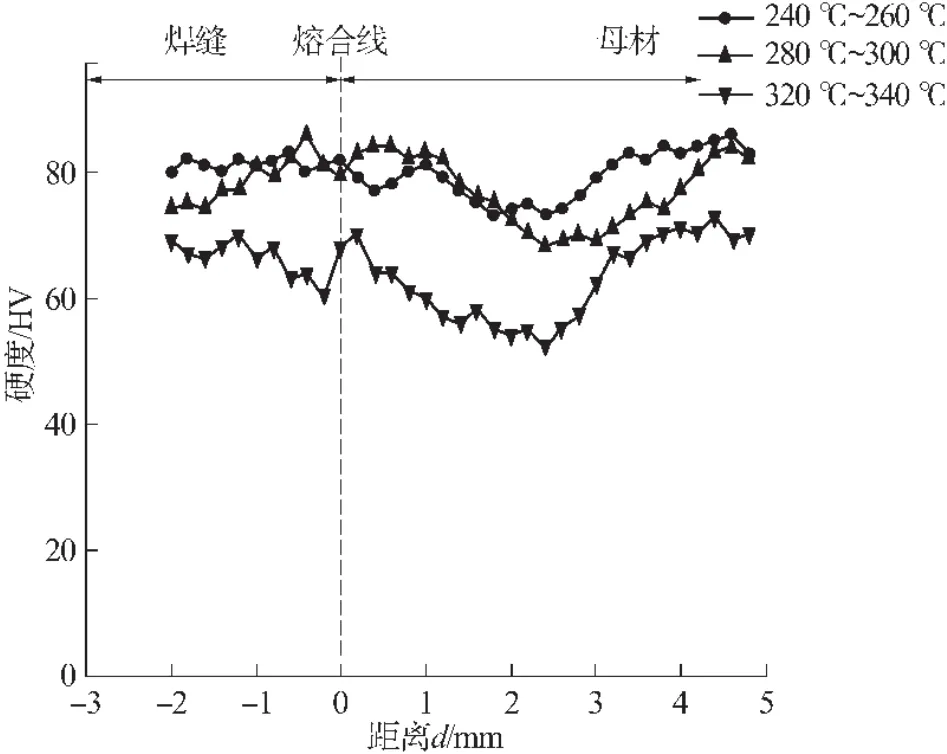
图1 不同焊后调修温度下接头硬度对比Fig.1Hardness test result for different welding process
2.5金相组织
6082-T6铝合金焊接接头的显微组织如图2所示,焊后热调修对各区域的组织影响并不大。图2a为母材显微组织:沿轧制方向延长呈纤维状的晶粒,在α(Al)基体上分布着时效过程中析出的Mg2Si强化相;图2b为热影响区显微组织,与母材相似但由于热影响区靠近焊缝,受到焊接热循环的影响比母材大,温度高且冷却速度快,导致晶粒比母材处粗大些,且析出相也比母材要多;图2c为焊缝区显微组织,主要为α(Al)相基体和其上分布的部分析出的β(Mg2Si)相,焊缝晶粒形态多为等轴晶,由于焊缝中心冷却较慢为等轴晶粒且均匀细小;图2d为熔合区显微组织,左侧为热影响区,右侧为焊缝区,在靠近熔合线的焊缝区组织并没有明显的柱状晶组织,靠熔合线的热影响区组织由于受到焊接过程中的热作用,Mg2Si析出相较多,且在焊接冷却后晶粒较母材粗大些,与热影响区组织基本一致。随着调修温度的增加,各区域组织的晶粒度略有减小,析出相略有增多。

图2 焊接接头显微组织Fig.2Microstructure of welded joints
3 结论
(1)在各个调修温度区间,4 mm厚的6082-T6铝合金焊接接头均有良好的拉伸性能和弯曲性能,其中拉伸试验破坏位置均在软化区。
(2)三种调修温度区间试样铝合金焊接接头均有软化现象产生,且随着调修温度的升高,软化现象越来越严重,软化区也有所增大。
(3)试样焊接接头焊缝金相组织为等轴晶,热影响区组织为α(Al)基体上分布着时效过程中析出的Mg2Si强化相,熔合区无明显柱状晶。随着调修温度的增加,各区域组织的晶粒度略有减小,析出相略有增多。
[1]刘兵,梁延德,杨晶,等.火焰矫正工艺参数的选择[J].金属热处理,2008,33(8):109-111.
[2]刘春宁,王陆钊,胡文浩,等.EN-AW 6082铝合金焊接及多次调修的数值模拟方法[J].焊接技术,2012(3):11-17.
[3]许鸿吉,唐海鹰,刘志平,等.6082铝合金MIG焊接接头组织与力学性能研究[J].热加工工艺,2010,39(1):131-133.
Page 70
grained microstructure welded by resistan cespotheatingmethod[J].YosetsuGakkaiRonbunshu/Quarterly JournaloftheJapanWeldingSociety,2002,20(1):114-119.
[20]郑文,王敏,孔谅.超高强度热成形钢电阻点焊的数值模拟[J].上海交通大学学报,2012,46(7):1074-1078.
[21]沈洁.差强差厚多层汽车钢板胶焊熔核形成机理及工艺优化[D].上海:上海交通大学,2011.
[22]高宏适.焊接新技术开发动向[N].世界金属导报,2015-1-6(B12).
[23]Gan W,Babu S S,Kapustka N,et al.Microstructural effects on the springbackofadvancedhigh-strength steel[J].MetallurgicalandMaterialsTransactionsA,2006,37(10):322l-3231.
[24]李川,王攀锋,郝志锋等.超高强度钢电阻焊裂纹修复技术研究[J].航空制造技术,2012(13):80-83.
[25]包晔峰,张炎璐,蒋永锋.热镀锌双相钢与普通热镀锌钢点焊工艺对比[J].电焊机,2012,42(12):25-29.
[26]徐士航,王敏,施天寅,等.DP590GA热镀锌双相钢电阻点焊接头性能[J].电焊机,2009,39(10):70-73.
[27]Sakuma,Yasuharu,Yasuo.Spot-weldability of galvannealed steelsheets with a tensile strength of 590 MPa[J].JSAE Review,2004,23(1):142-144.
[28]余海燕,孙喆.超高强度钢与镀锌双相钢电阻点焊接头强度试验[J].热加工工艺,2011,40(11):6-9.
[29]Khosravi,Alireza1.Weldability of electrogalvanized versus galvanized interstitial free steel sheets by resistance seam welding[J].Materials and Design,2013,44(08):90-98.
[30]Wu Zhisheng,Shan Ping,Lian Jinrui.Mechanism of cryogenic treatmentimprovingelectrodelifeforspotweldingzinc -coatedsteelsheet[J].TransactionsoftheChina Welding Institution.2003,24(2):7-10.
[31]Villafuerte,Julio.Stronger copper for longer lasting contact tips and electrodes[J].Welding journal,2003,82(11):50-52.
[32]Huang Zhijun,Zeng Binglin,Chen Yu.Seam erw weilding test of DC01&WHT700Tdissimilarsteelsheetsforautomobile[J].Journal of Wuhan Engineering Institute,2014,46(3):31-33.
[33]TORKAMANY M J,SABBAGHZADEH J,HAMEDI M J. Effect of laser welding mode on the microstructure and mechanical performance of dissimilar laser spot welds between lowcarbonandausteniticstainlesssteels[J].Materials&Design,2012,34(0):666-672.
[34]MARASHI P,POURANVARI M,AMIRABDOLLAHIANS,et al.Microstructureand failure behavior of dissimilarresistancespotweldsbetweenlowcarbon galvanized and austenitic stainlesssteels[J].MaterialsScienceandEngineeringA,2008,480(2):175-180.
[35]Ruggiero A,Tricarico L,Olabi A G,et al.Weld-bead profile and costs optimisation of the CO2dissimilar laser welding process of low carbon steel and austenitic steel ai-sI316[J]. Optics and Laser Technology.2011,43(1):82-90.
[36]张伟华.铝合金/高强钢异种金属电阻点焊研究[D].吉林:吉林大学,2011.
[37]陈益平,邵景辉,胡德安.镁/钢异种材料点焊接头力学性能及显微组织分析[J].焊接学报,2013,4(34):101-104.
Repairing after welding process of 6082-T6 aluminum alloy joint
YUE Xiufeng1,NIU Xujing2,XU Hongji1,XIE Ming1,LI Qiushi1
(1.School of Materials Science and Engineering,Dalian Jiaotong University,Dalian 116028,China;2.North Railway Tangshan Railway Vehicle Co.Ltd.,Tangshan 064000,China)
Studied microstructure and properties of 6082-T6 aluminum alloy welded joint which has been repaired in different temperature areas by tensile,bending and hardness test and microstructure analysis.The results showed that all the butt joint of specimens had good tensile and bending performance,all the specimens were broken in softened zone of the HAZ.All the joint of specimens had softening phenomenon which was becoming more and more serious and broaden as the temperature increased. Microstructure in each zone of all the welded joints changed little.
6082-T6 aluminum alloy;repair after welding;preheating temperature
TG457.14
A
1001-2303(2016)04-0071-04
10.7512/j.issn.1001-2303.2016.04.15
2015-10-13;
2015-10-25
岳秀峰(1989—),男,辽宁大连人,在读硕士,主要从事轨道关键材料连接的研究。
