小直径SA-335P92钢管细丝埋弧焊工艺及性能
2016-12-06徐祥久
黄 超,徐祥久
(哈尔滨锅炉厂有限责任公司高效清洁燃煤电站锅炉国家重点实验室,黑龙江哈尔滨150046)
小直径SA-335P92钢管细丝埋弧焊工艺及性能
黄 超,徐祥久
(哈尔滨锅炉厂有限责任公司高效清洁燃煤电站锅炉国家重点实验室,黑龙江哈尔滨150046)
分析小直径SA-335P92钢管焊接工艺方案,阐述目前焊接工艺中存在的问题,提出一种新组合焊接工艺——手工氩弧焊+细丝埋弧焊用于小直径SA-335P92钢管的焊接。以SA-335P92钢管为试验材料进行新焊接工艺试验,并对焊接接头进行力学性能试验和宏观、微观组织分析。结果表明,焊接接头的抗拉强度、冲击、硬度等性能均能满足SA-335P92母材的要求,焊缝和热影响区的微观组织与SA-335P92母材的组织同为回火马氏体。
细丝埋弧焊;小直径;SA-335P92钢管
0 前言
SA-335P92钢是日本新日铁公司在T/P91钢的基础上改良开发的新钢种,在化学成分上适当降低了钼含量(0.5%),同时加入一定量的钨(1.7%),以将材料的钼当量(Mo+0.5W)从P91钢的1%提高到约1.5%,该钢中还加入适量的硼元素。与其他铬-钼耐热钢相比,SA-335P92钢的耐高温腐蚀和氧化性能与9%Cr钢相似,但材料的高温强度和蠕变性能均得到了进一步提高[1]。SA-335P92钢最高设计工作温度达625℃,在600℃下SA-335P91钢母材105h断裂强度为95 MPa,而SA-335P92钢则高达123 MPa,高温蠕变断裂强度比SA-335P91钢高25%~30%[2]。
小直径SA-335P92钢管是指直径小于273 mm的SA-335P92钢管,主要应用在350 MW的超临界锅炉中的过热器、再热器小集箱和其他型号锅炉过热器、再热器连接管道。目前,此类规格SA-335P92
钢管的焊接工艺主要有手工氩弧焊+焊条电弧焊或热丝TIG焊两种。但这两种焊接工艺均无法同时满足高效率、高质量焊接的要求,在一定程度上制约了此类规格SA-335P92钢管的生产。
1 工艺分析
手工氩弧焊+焊条电弧焊的组合焊接工艺。即在管道对接过程中,首先使用手工氩弧焊进行管道的封底焊接,由于手工氩弧焊在惰性气体保护下焊接,电弧稳定、熔池可见性好、焊接热输入量小,焊缝正面成形光滑美观、背面成形良好。因此,采用手工氩弧焊能保证对接焊缝首层焊接时单面焊双面成型;后续使用焊条电弧焊完成焊缝的填充和盖面焊。此类组合焊接工艺的工人劳动强度大、工作环境差、工作效率一般,但对产品的结构形式适用范围广泛。
热丝TIG焊接工艺。在管道对接过程中全部使用热丝TIG焊工艺,机械化程度高,对管道焊接过程按层、道的编制组合工艺程序,包括首层封底、填充和盖面等多种工艺参数,在焊接过程中直接调用相应的工艺程序一次性焊接完成此类组合焊接工艺,工人劳动强度低、工作环境好,但生产效率低,对坡口加工及装配尺寸精度要求高,只适用于可径向转动的管道。
此外在大口径管道对接中普遍使用的组合焊接工艺为手工氩弧焊+焊条电弧焊+丝极埋弧焊。即在管道对接过程中,首先使用手工氩弧焊进行封底焊接,然后焊条电弧焊过渡焊接,最后用丝极埋弧焊(焊丝直径φ3.0~φ4.0 mm)进行填充、盖面。这种组合焊接工艺只适用于直径不小于273 mm的大口径管的焊接;而对于直径小于273 mm的管道,在丝极埋弧焊接过程中焊丝熔敷金属量大,而管道的直径小、曲率大,在焊接线速度不变的情况下,管道的角速度偏大,单位时间转过的角度大,因此会出现焊丝熔敷的金属未完全凝固而随管道向竖直方向旋转,由于重力作用未凝固的液态金属出现流淌的现象,无法控制熔敷金属凝固后的形貌,进而难以保证焊缝质量,以致出现咬边、夹渣等缺陷。
上述组合焊接工艺在生产效率和焊接质量方面均无法同时达到最优,而且部分焊接工艺组合的工人劳动强度大、工作环境差。针对目前小直径SA-335P92钢组合焊接工艺中存在的问题,提出了一种新组合焊接工艺,在保证焊接质量的前提下,最大提高生产效率、降低工人劳动强度。新组合焊接工艺由手工氩弧焊+细丝埋弧焊组成。钢管的首层焊接仍选用手工氩弧焊,保证首层焊缝单面焊接双面成型,后续直接使用细丝埋弧焊进行焊缝的填充和盖面焊,没有管道常规组合焊接工艺中的焊条电弧焊过渡。新组合焊接工艺具有如下优点:
(1)焊缝质量好。首层采用手工氩弧焊,保证封底焊缝的质量;填充和盖面使用细丝埋弧焊,焊丝直径仅为φ1.6 mm;采用的焊接工艺参数更小、熔敷的金属量更小(熔池体积小),液态金属凝固时间相应更短,可避免常规丝极埋弧焊接过程中熔敷金属未凝先淌的问题,能控制熔敷金属凝固后的形貌,进而保证焊缝质量,提高产品的合格率。
(2)生产效率高。细丝埋弧焊相对于常规的丝极埋弧焊,焊丝直径大幅减小,细丝埋弧焊的焊丝电阻热的作用更加明显,焊丝的熔化系数更大,焊接效率相应更高[3]。与热丝TIG焊接工艺相比,生产效率可提高1倍,与手工氩弧焊+焊条电弧焊组合焊接工艺相比,生产效率可提高50%。
(3)工人劳动强度低、工作环境好。在管道环缝焊接的过程中,除封底焊缝外,整条焊缝的焊接量均由细丝埋弧焊完成,细丝埋弧焊属于机械化焊接、可操作性高,对操作者的要求更低,降低了劳动强度;在焊接过程中无弧光辐射、焊接烟尘小,改善了焊接环境。
以SA-335P92钢管为试验材料,匹配相应的焊接材料,按上述组合焊接工艺进行焊接,并分析测试焊后接头组织及性能,验证新组合焊接工艺的合理性。
2 试验材料和方法
试验用SA-335P92钢管规格φ219mm×50mm,供货状态为正火+回火:正火温度1 040℃~1 080℃,回火温度760℃~790℃,其化学成分见表1,力学性能见表2。焊接材料选用神户制钢生产的TGS-12CRS φ2.4 mm焊丝、伯乐蒂森生产的Thermanit MTS 616 φ1.6 mm埋弧焊丝配Marathon 543焊剂,TGS-12CRS和ThermanitMTS616的化学成分见表3。
SA-335P92母材按如图1所示进行焊接坡口加工。试验中首先使用手工氩弧焊进行封底焊,焊接前两层,然后使用细丝埋弧焊进行填充和盖面,焊接工艺参数如表4所示。

表1 SA-335P92钢管化学成分%

表2 SA-335P92钢管的力学性能

表3 焊接材料化学成分%

表4 焊接工艺参数

图1 SA-335P92试验钢管对接坡口
SA-335P92试验钢管对接坡口如图1所示,对于规格为φ219 mm×50 mm的SA-335P92钢管,细丝埋弧焊的首层焊缝焊道管径仅为125 mm,曲率大、焊接难度高。焊前需要先对SA-335P92钢管的焊接坡口进行预热处理,手工氩弧焊的预热温度150℃、细丝埋弧焊的预热温度200℃,在管道内部围绕焊接坡口制造一个封闭空间,并提前4~5 min向封闭空间内充入氩气保护焊接坡口背面,以保证焊缝背面成形良好,氩气流量25~30 L/min。焊后焊缝缓慢冷却至100℃~150℃,保温1 h,使焊缝进行完全的马氏体转化。之后对焊缝进行(300℃~400℃)×3 h的消氢处理,缓慢冷却至室温,使用机械打磨等方式修磨焊缝表面,焊缝经超声和渗透探伤检测,未发现任何缺陷。焊后热处理(775℃± 10℃)×10 h,消除焊缝中的残余应力。
按照NB/T 47014-2011标准要求,对焊接接头进行拉伸、冲击、弯曲和硬度试验,利用Axiovert 200 MAT蔡司金相显微镜进行显微组织分析。
3 结果
3.1 焊缝形貌及微观组织
SA-335P92钢管采用细丝埋弧焊的焊缝表面形貌如图2所示。箭头标注的亮白色区域为细丝埋弧焊的实际焊缝,两侧为SA-335P92母材,可以发现焊缝表面平整光滑、成形均匀连续,无咬边、夹渣等缺陷。图3为经历焊后热处理的焊接接头宏观形貌。
从焊接接头的整体宏观形貌来看,在焊接接头的截面上未发现任何缺陷,图3中标注的焊接热影响区宽度较窄,最宽处仅有2.5 mm。焊接接头的宏观形貌呈现出明显的三个区域,分别为母材、热影响区和焊缝。对三个区域的微观组织进行显微分析,如图4所示。由图4可知,从母材到焊缝,微观组织均为回火马氏体,但由于焊缝和热影响区受焊接高
温热作用的影响,热影响区和焊缝的回火马氏体组织尺寸相对粗大。
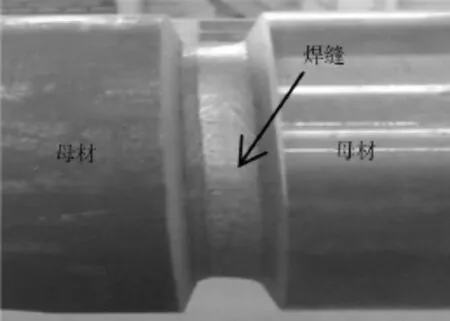
图2 SA-335P92钢管细丝埋弧焊焊缝表面形貌
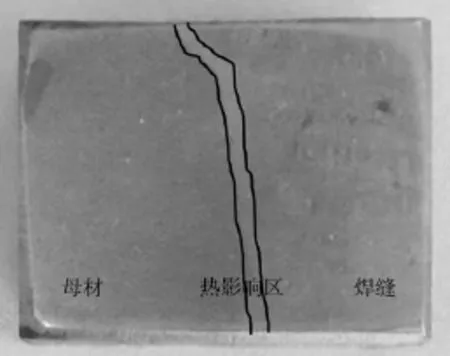
图3 焊接接头宏观形貌
3.2 焊接接头的力学性能
按照NB/T 47014-2011标准的要求,对焊接接头进行力学性能试验,拉伸和弯曲的试验结果见表5,冲击试验的结果见表6。与表2中SA-335P92钢管母材的力学性能相比,焊接接头的抗拉强度和弯曲性能均高于母材要求的下限值,说明使用新组合焊接工艺焊接获得的焊接接头的力学性能满足产品要求。

表5 拉伸和弯曲的试验结果
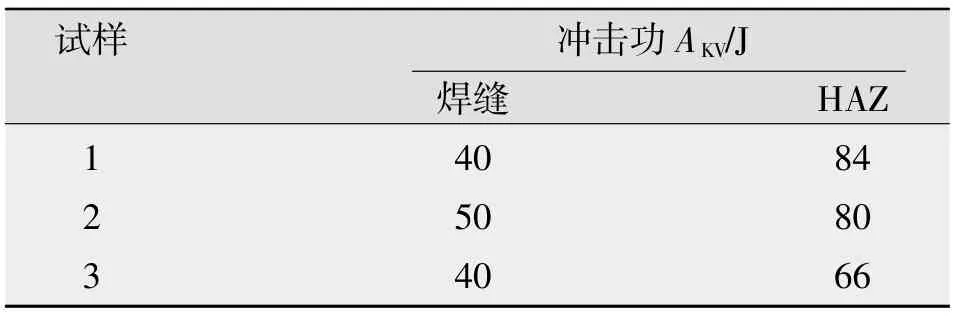
表6 冲击试验结果

图4 焊接接头微观组织
由表6可知,热影响区的冲击韧性高于焊缝。原因主要是:焊缝中回火马氏体组织相对粗大,而热影响区中回火马氏体组织则相对细小,晶粒越细,晶界越多,对位错运动的阻力越大,位错塞积造成的应力集中也小,因此热影响区的冲击韧性高于焊缝[4-5]。
分别对图3中焊接接头截面的母材、热影响区和焊缝三个区域的微观组织进行布氏硬度测量,每个区域测量三点,三个区域的布氏硬度结果如表7所示。从硬度结果可以看出,三个区域的布氏硬度结果均达到SA-335P92母材的布氏硬度要求,而且焊缝区域的硬度值最高,热影响区的硬度值略低,与表6中焊缝、热影响区冲击值的规律相符。
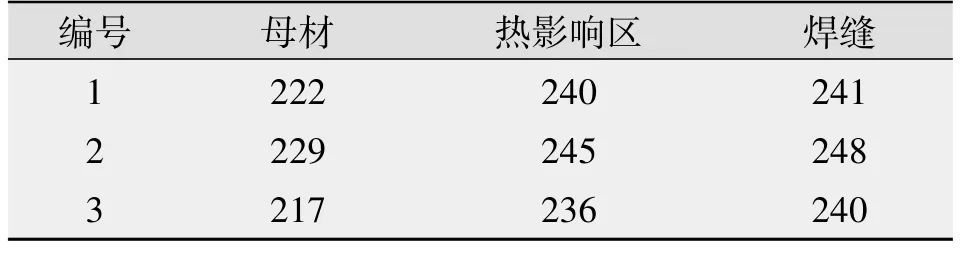
表7 布氏硬度HB
4 结论
(1)常规组合焊接工艺——手工氩弧焊+焊条电弧焊或热丝TIG焊无法同时实现小直径SA-335P92钢管高质量、高效率生产。
(2)提出一种手工氩弧焊+细丝埋弧焊的组合焊接工艺,用于小直径SA-335P92钢管的焊接。
(3)使用新组合焊接工艺对小直径SA-335P92钢管进行焊接试验,焊接接头的抗拉强度最小值为640 MPa、焊缝及热影响区的室温冲击最小值为40 J、布氏硬度值236~248 HB,均能满足SA-335P92的要求。证明了新工艺用于焊接小直径SA-335P92钢管切实可行。
[1]马明编.美国新的超临界机组考虑使用T/P92的原因[J].电力建设,2006(11):79-80.
[2]邵小剑.超超临界机组主蒸汽P92钢的焊接[J].电焊机,2008,38(1):58-59.
[3]王元良,屈金山,胡久富,等.高效节能的细丝双丝自动焊接研究[J].焊接技术,2000,29(12):39-40.
[4]Arivazhagan B.Effect of TIG arc surface melting process on weld metal toughness of modified 9Cr-1Mo(P91)steel [J].Mater,2008(3):56-58.
[5]李文彬,姜运建,冯砚厅,等.P92钢焊缝细晶比例与冲击韧性关系研究[J].电焊机,2010,40(7):61-62.
Process and performance of fine wire submerge arc welding for minor diameter SA-335P92 steel pipe
HUANG Chao,XU Xiangjiu
(Harbin Boiler Company limited State Key laboratory of efficient and clean Coal-fired Utility Boiler,Harbin 150046,China)
According to analyze the welding processes of the minor diameter SA-335P92 steel pipe,expatiate on the problems existing in the current welding process.In this paper,present a new combination welding process with manual gas tungsten arc welding and submerge arc welding for the welding of minor diameter SA-335P92 steel pipe.Carry out the new process test with the SA-335P92 steel pipe,test mechanical property and the macro and micro organization of the welding joint.The results show that the mechanical properties of the welding joint could satisfy the requirements of the SA-335P92 steel pipe,the organization of the welding seam and heat affect zone is tempered martensite the same as the base metal of SA-335P92.
fine wire submerge arc welding;minor diameter;SA-335P92 steel pipe
TG457.11
B
1001-2303(2016)08-0109-05
10.7512/j.issn.1001-2303.2016.08.26
2015-05-19;
2016-06-01
黄超(1985—),男,黑龙江哈尔滨人,硕士,工程师,主要从事锅炉及压力容器焊接制造的研究工作。
