大齿轮的返修工艺
2016-12-06白安民
白安民
(中信重工机械股份有限公司铆焊构件厂焊接工艺研究所,河南洛阳471039)
大齿轮的返修工艺
白安民
(中信重工机械股份有限公司铆焊构件厂焊接工艺研究所,河南洛阳471039)
对大齿轮材质ZG45CrMo进行焊接性分析,选择合适的焊接材料J857CrNi,制定合理的焊接工艺,包括焊前对轮缘内外面、端面范围约1.5 m,采用远红外预热至400℃,采用远红外测温仪测温,其他部位全部包上保温材料。焊接完成后立即进行远红外退火,退火区域约1.5 m,退火温度560℃±10℃,保温时间8 h,升降温速度小于等于40℃/h,降至100℃以下打开远红外和保温材料,空冷至室温后打磨焊缝区域进行超声波探伤检查,Ⅱ级合格。该工艺对于类似产品的修复有一定参考。
ZG45CrMo;返修;大齿轮
0 前言
中信重工机械股份有限公司铆焊构件厂焊接工艺研究所为某公司生产的大齿轮在粗滚齿过程中因加工错误,几乎造成报废(见图1)。为减少损失,需对加工错误的3个齿进行补焊,补焊后再加工出齿,最终满足使用要求。该大齿轮材质为ZG45CrMo,正火状态。
ZG45CrMo化学成分及力学性能如表1、表2所示。
1 焊接性分析[1-2]
1.1 焊接热影响区的脆化和软化
ZG45CrMo属高碳正火钢,碳当量0.87%,由于碳含量高,合金元素多,致使焊后在热影响区产生脆硬的马氏体,造成脆化。
如果不采取任何措施直接施焊,且焊后不再进行调质处理,在热影响区被加热到调质处理回火态度时,将出现强度、硬度低于母材的软化区,该区域
可能成为降低接头强度的薄弱区。

图1 加工错误的大齿轮

表1 大齿轮ZG45CrMo实测化学成分%

表2 大齿轮ZG45CrMo实测力学性能(正火)
1.2 裂纹
高碳正火钢焊接热影响区极易产生硬脆的马氏体,对氢致裂纹的敏感性很大,焊接时易产生裂纹等缺陷。
2 焊接材料的选择
依据焊材等强度、低匹配的选用原则。根据大齿轮的化学成分、力学性能,选择J857CrNi焊条进行焊接。
熔敷金属的化学成分及力学性能如表3、表4所示。
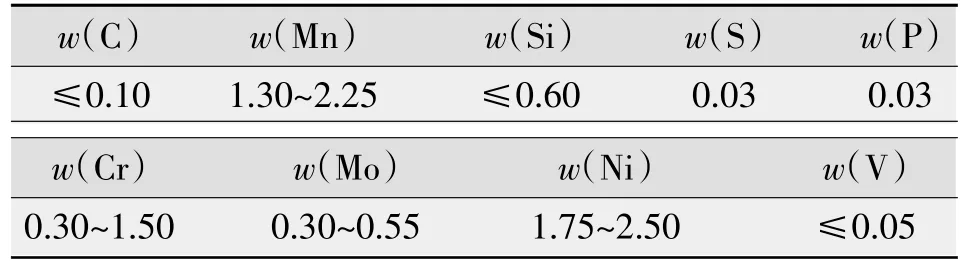
表3 熔敷金属的化学成分%

表4 大齿轮ZG45CrMo实测力学性能(正火)
3 焊接工艺
3.1 焊前准备
(1)严格清理需补焊部位及其附近铁锈、油污等杂物,直至露出金属光泽。
(2)焊条按照说明书要求烘干,并放在保温桶内,随用随取。
3.2 焊接方法及工艺参数
采用电弧焊进行焊接,焊接工艺参数如表5所示。

表5 打底、填充、盖面焊接工艺参数
4 焊接要点
(1)采用立向上位置焊接,整个修补过程中整个大齿轮仍然两半把合。
(2)焊前预热轮缘内外面、端面,范围约1.5 m,用远红外预热至400℃,用测温仪测量,其他部位全部包上保温材料,温度达到要求并保温8 h后方可开始焊接,如图2所示。

图2 焊前预热
(3)焊接时轮缘内面、上端面用远红外加热,下端面用煤气加热,保证层间温度不低于300℃,焊接过程中每一次起弧前都要测量层间温度,必须保证在300℃以上,若层间温度低于300℃则停止施焊直到温度符合要求方可继续焊接,如图3所示。
(4)采用多层多道焊,短弧焊接,每道焊缝宽度小于15 mm;每焊一层要对焊缝进行锤击或风铲击打焊肉至严重变形,认真清理焊渣,仔细观察确保肉眼看不到缺陷,方可进行下一层的焊接。

图3 焊接过程中的保温方式
(5)焊接过程中先打底层焊接再进行其他层焊接,打底层一定要锤击充分;相邻两焊层间的锤击方向要相反,然后继续施焊;焊接过程中注意起弧和收弧,要填满弧坑,且不允许在弧坑上再次起弧和收弧;盖面层比母材高出2 mm以上。
(6)焊接完成后立即进行远红外退火,退火区域约1.5 m,退火温度560℃±10℃,保温时间8 h,升降温速度小于等于40℃/h,降至100℃以下打开远红外和保温材料空冷至室温后打磨焊缝区域进行无损检测。
(7)对补焊区域进行超声波探伤检查,Ⅱ级合格。
(8)对焊缝外观进行检查,焊接接头不允许有未焊透、咬边等缺陷,焊缝与母材过渡圆滑。
采用以上工艺进行了补焊,并经机加工,没有发现焊接缺陷,返修取得了成功,避免了重大损失,为以后进行类似产品修复提供了参考。
[1]中国机械工程学会焊接学会(焊接手册第2卷),材料的焊接[M].北京:机械工业出版社,2001.
[2]机械工业部.焊接材料产品样本[M].北京:机械工业出版社,1997.
The repair technology of big gear
BAI Anmin
(Citic Heavy Industries Co.,Ltd.,Riveting and Welding Component Factory,Welding Technology Institute,Luoyang 471039,China)
Through the big gear material ZG45CrMo weldability analysis,choose the appropriate welding material J857CrNi,make reasonable welding process,including the outside inside the wheel rim,end before welding range is about 1.5 m,preheat to 400℃by the far-infrared,using infrared thermometer to measure temperature,heat preservation material on all other parts of the package.After completion of welding,perform far infrared annealing immediately,the annealing region of about 1.5 m,an annealing temperature of 560℃±10℃,holding time of 8 h,heating and cooling rate is less than equal to 40℃/h,reduce to below 100℃and then open farinfrared and thermal insulation material,air cooling to room temperature after grinding weld ultrasonic testing inspections area,levelⅡqualified.The process has a certain reference for repairing similar products in the future..
ZG45CrMo;repair;gear wheel
TG457
B
1001-2303(2016)08-0114-03
10.7512/j.issn.1001-2303.2016.08.27
2015-12-23;
2016-07-20
白安民(1965—),男,河南偃师人,工程师,学士,主要从事金属结构件焊接工艺编制及生产技术服务工作。
