6005铝合金中厚板等离子-MIG复合焊接头组织与力学性能
2016-12-06霍海龙郭雨菲郭阳阳潘厚宏
刘 正,霍海龙,郭雨菲,郭阳阳,潘厚宏
(西南交通大学材料科学与工程学院,四川成都610031)
6005铝合金中厚板等离子-MIG复合焊接头组织与力学性能
刘 正,霍海龙,郭雨菲,郭阳阳,潘厚宏
(西南交通大学材料科学与工程学院,四川成都610031)
采用等离子-MIG复合焊工艺对16 mm厚6005铝合金进行双面焊接,研究焊接接头的显微组织和力学性能。结果表明,焊缝区为等轴树枝晶,熔合线附近为柱状晶组织,热影响区相比母材组织粗化;接头各区显微硬度值均低于母材;接头的侧弯试验可达180°;抗拉强度201 MPa,为母材强度的77.31%,断裂位置在热影响区内。
6005铝合金;等离子-MIG;组织;力学性能
0 前言
6005铝合金系中等强度可热处理强化Al-Mg-Si系铝合金,焊接性和耐蚀性良好,广泛用于高速列车车体制造,日本的相关牌号为6N01[1-3]。由于铝合金材料具有大的比热容、大的热导率和高的电导率,决定了其在焊接中应尽可能使用低线能量、高热输入的焊接方法[4]。
等离子-MIG复合焊是在一把焊枪里同时燃烧等离子弧和MIG电弧。等离子弧是压缩式电弧,能量密度高,电弧挺度、刚度好、穿透性强,能实现深熔焊接,对熔池进行辅助搅拌,有利于气体和杂质的上浮。与等离子弧并存的MIG弧,具有较强的金属填充能力,载流能力大,能实现高效焊接生产[5]。相比于激光-MIG焊工艺,等离子-MIG焊工艺目前的研究较少,相关报道较少[6-8]。
1 试验材料、设备及方法
试验选用16 mm厚6005-T5铝合金板材,试板尺寸300 mm×150 mm。填充焊丝型号为ER5356,直径1.6 mm。母材与焊丝的成分见表1。等离子气和保护气均采用纯度为99.99%的氩气。

表1 母材及焊丝的主要化学成分Tab.1Nominal chemical composition of 6005 and ER5356%
等离子-MIG复合焊设备由以色列PLT公司MD系列等离子-MIG焊接装置和日本安川焊接机器人组成。等离子焊炬与工件垂直,MIG焊炬与工件呈60°角。等离子电源为集成于等离子-MIG焊接装置中的300 A变极性电源,MIG电源采用两台并联的奥地利Fronius公司TPS5000焊机,焊接系统示意如图1所示。

图1 等离子-MIG焊接系统示意Fig.1Schematic diagram of plasma-MIG
接头采用如图2所示的双面V型坡口设计。采用机械清洗加化学清洗的方法去除坡口及其附近区域的氧化膜、油污油脂。焊前对试板做刚性固定,如图3所示。单道依次焊接试板的正面和反面。焊接时对接头背面进行富氩保护,焊接参数如表2所示。

图2 坡口示意Fig.2Schematic diagram of bevel

表2 主要焊接工艺参数Tab.2Main welding parameter
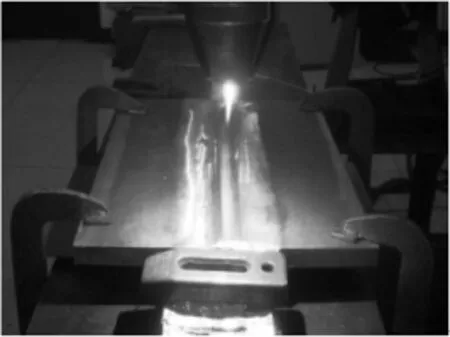
图3 试板装夹Fig.3Clamping of welding plate
参照GB/T2651-2008(焊接接头拉伸试验方法)、GB/T 2653-2008(焊接接头弯曲试验方法)、GB/T 2654-2008(焊接接头硬度试验方法)有关标准对接头进行取样和试验。金相试样经研磨抛光后,使用keller试剂(体积比HF:HCl:HNO3:H2O=2:3:5:190)腐蚀,使用蔡司Axio Observer A1m金相显微镜观察焊接接头的显微组织。硬度试验使用HVS-30型数显式维氏硬度计,载荷3 kgf,保荷时间10 s。使用CMT4304电子万能试验机进行拉伸试验,标距70mm,载荷加载速率1 mm/min。弯曲试验时,采用压头直径50 mm,辊筒间距离85 mm。
2 试验结果和分析
2.1 接头宏观形貌
焊接接头的宏观形貌如图4所示。在进行反面焊接时,为保证焊透,增大了等离子电流,在相同的焊接速度下,熔深较正面焊增加2 mm,熔宽减少1 mm。由图4可知,反面阴影区面积比正面大,这也是反面的热输入比正面多的具体反映。焊缝成形美观,鱼鳞纹均匀,无飞溅,无宏观缺陷,焊缝成形良好。
由于工件自身厚度较大,散热条件好,不能保证气孔的完全上浮,可观察到有少量气孔存在(图4中白点)。铝合金焊接过程中出现的气孔主要是氢气孔[9]。
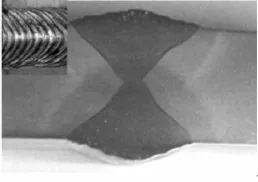
图4 焊缝宏观形貌Fig.4Macro-morphology of weld seam
2.2 焊缝的微观金相组织观测
6005铝合金焊接接头不同区域在200倍下的金相显微组织如图5所示。接头各区经历的热循环过程不同,形成不同的组织形态。
图5a为母材显微组织,T5供货状态的晶粒组织基体为再结晶组织:α(Al)固溶体和时效析出的Mg2Si强化相(黑色细小颗粒点)[10]。析出相细小,分布均匀。
图5b为接头焊接热影响区显微组织,相比于母材,组织粗大,出现了一些粗大的析出相。
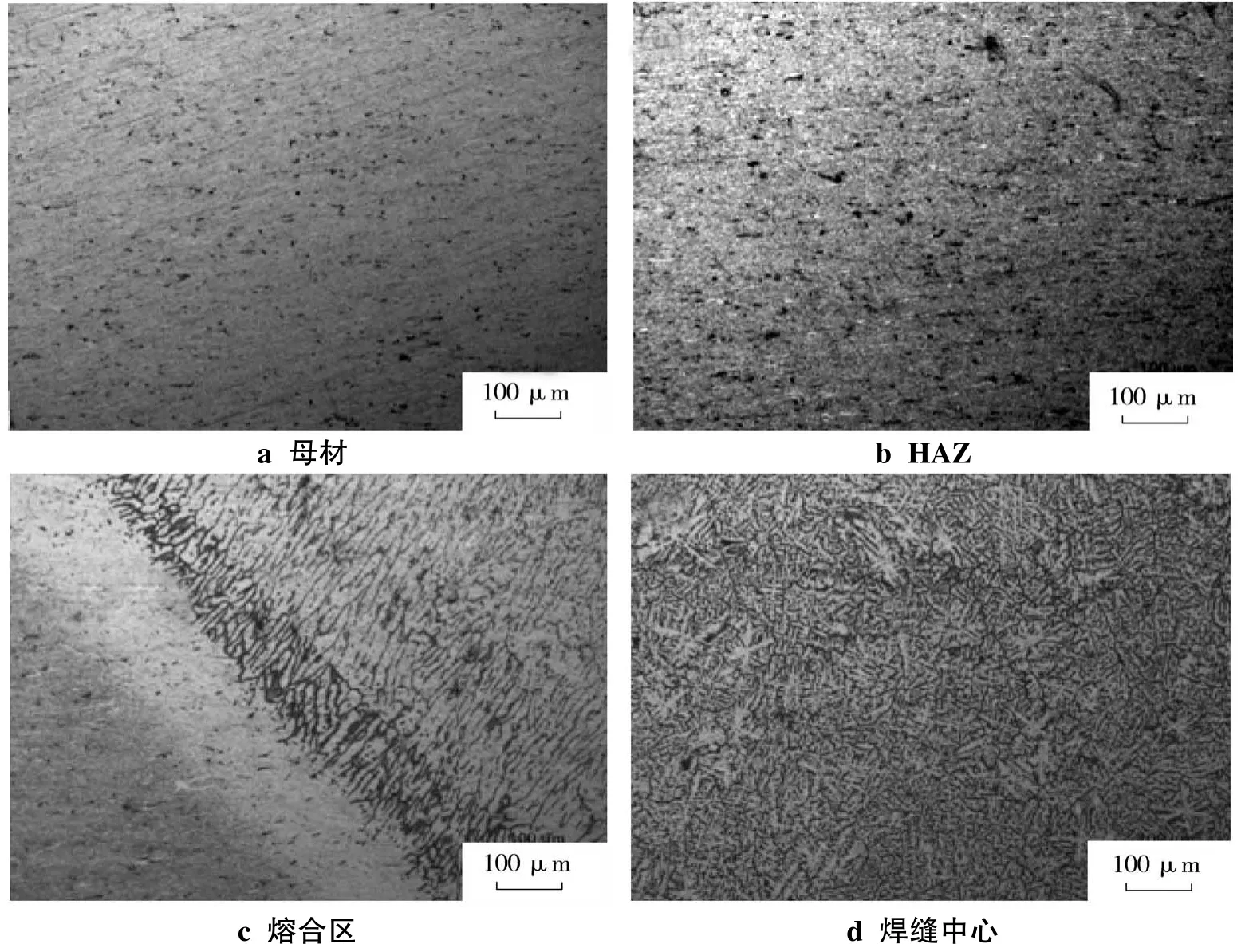
图5 焊缝各区金相组织Fig.5Microstructures of the welding joint
图5c为熔合线附近区域的金相组织。焊缝区侧有垂直于熔合线的粗大柱状晶。晶粒沿着母材界面联生形核、长大,沿散热方向生长。焊缝中心的显微组织见图5d,细小的雪花状等轴树枝晶分布明显,取向杂乱无章,是典型的铸造组织。
2.3 接头显微硬度分布
6005铝合金等离子-MIG焊接接头显微硬度分布如图6所示。焊缝区硬度远低于母材,硬度平均值58.43HV。距焊缝中心5~10mm的两侧对称区域,硬度值在67 HV附近波动,介于焊缝与母材之间,是接头的淬火区。距焊缝中心约10 mm的位置,硬度值陡降至54 HV,是接头的软化区。出软化区远离焊缝方向,硬度值逐渐上升,距焊缝中心20 mm,硬度值恢复到母材的状态。
硬度数据表明,接头各区硬度明显低于母材。焊缝金属为铸造组织,硬度值低于经过人工时效处理的母材。淬火区温度高于母材的固熔温度,冷却速度快。该区过冷度大,强化相析出少,得到与基体保持共格关系的过饱和固溶体,固溶体中有呈弥散分布的细小Mg2Si相,导致硬度值高于焊缝和软化区[11]。软化区的形成主要与晶粒受热粗化和强化相的过时效有关。软化区温度高于焊接前的时效温度,但又未及固溶温度,使强化相Mg2Si在冷却时发生了聚集和长大。粗化的组织会恶化材料的力学性
能。出软化区后,受焊接热源的影响减弱,硬度值逐渐增加,最后恢复到母材状态。
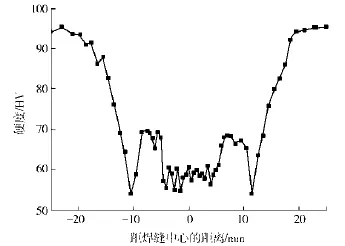
图6 显微硬度分布Fig.6Distribution of micro-hardness
2.4 接头拉伸、侧弯试验
对6005铝合金接头进行侧弯试验,弯曲角度180°时能清晰地看到接头热影响区,焊接接头没有出现裂纹等缺陷,有一定的塑性储备。
对6005铝合金接头进行拉伸试验,结果如表3所示。焊接接头抗拉强度201MPa,为母材的77.31%,与激光-MIG焊工艺相当,优于普通MIG焊工艺(约母材强度的60%)[12]。该强度高于欧洲标准EN288-4要求的195 MPa,符合高速列车的使用标准[13]。如图7所示,焊接接头拉伸试样断口位于接头的热影响区,呈斜45°角断裂。断裂区附近出现了明显褶皱收缩,这表明试样断裂前经历了充分的塑性变形过程。

表3 母材及接头拉伸力学性能Tab.3Tensile properties of specimens

图7 接头断裂位置示意Fig.7Fracture location for tensile test specimen
3 结论
采用等离子-MIG焊工艺焊接16 mm厚6005-T5铝合金,开双面V型80°坡口,中间留4 mm钝边,能单侧一次性焊透。
(1)热影响区组织粗大,熔合线区域为柱状晶,焊缝中心为雪花状等轴树枝晶。
(2)6005铝合金接头硬度试验表明,焊接接头各区硬度均低于母材。焊缝区硬度高于软化区,低于接头淬火区。
(3)6005铝合金等离子-MIG焊接头的侧弯试验弯曲角度可达180°,抗拉强度201 MPa,为母材强度的77.31%。断裂位置位于接头热影响区。
[1]郭飞跃,尹志民,王炎金.铁路车辆用6005A大型铝型材焊接性能研究[J].电力机车与城轨车辆,2002,25(4):17-19.
[2]王炎金,丁国华.铝合金车体制造关键技术研究[J].焊接,2007(7):12-16.
[3]杨成功,单际国,熊伟.车辆用6005A铝合金焊接技术研究现状[J].焊接,2009(10):13-18.
[4]肖荣诗,陈铠,左铁钏.高强铝合金激光焊接新进展[J].应用激光,2002,22(2):206-208.
[5]阙福恒,王振民.等离子-MIG焊的研究进展[J].电焊机,2013,43(3):28-32.
[6]Kohei Ono,Zhongjie Liu,Tesuo Era,et al.Development of a plasmaMIGwelding system for aluminium[J].WeldingInternational,2009,23(11):805-809.
[7]YanB,GaoH,LinW,etal.Influence of plasma-MIG welding parameters on aluminum weld porosity by orthogonal test[J]. Transactions of Nonferrous Metals Society of China,2010,20(8):1392-1396.
[8]魏波,潘厚宏,孙彦文,等.工艺参数对铝合金旁轴式等离子-MIG复合焊焊缝熔深的影响[J].热加工工艺,2014,43(13):162-163.
[9]唐良喜,肖云,兰志刚,等.铝及铝合金MIG焊接预防气孔的措施[J].机械制造文摘(焊接分册),2011(05):35-39.
[10]季卫东,陈辉.10 mm厚6005A铝合金激光-MIG复合焊接[J].电焊机,2014,44(9):128-132.
[11]王元良,陈辉.高速列车铝合金车体的焊接技术[M].成都:西南交通大学出版社,2012.
[12]胡佩佩,王春明,刘德建.光纤激光-MIG复合焊接中厚板铝合金工艺特性[A].第十五次全国焊接学术会议论文集[C],西宁:2010.
[13]刘建,沈正超,何长树.国产A6N01铝合金型材MIG焊接头的微观组织与力学性能[J].材料与冶金学报,2014,13(03):181-185.
Microstructure and mechanical properties of 6005 aluminum alloy welding joint in medium plate using plasma-MIG hybrid welding
LIU Zheng,HUO Hailong,GUO Yufei,GUO Yangyang,PAN Houhong
(School of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Plasma-MIG hybrid welding of 6005 aluminum alloy with 16mm thickness and double V-groove was carried out.The microstructure and mechanical properties of the welded joint were investigated.The results showed that the microstructure was characterized by equiaxed dendritic crystal and columnar crystal in the weld seam zone and at the weld side of fusion zone respectively.And the microstructure in HAZ was coarser than that in base metal.The microhardness in the weld was lower than that in the base metal.The side bend test of the welded joint could reach 180°.The tensile strength of the welded joint was 201 MPa which was 77.31%that of the base metal.The fracture was located in the HAZ.
6005 aluminum alloy;plasma-MIG;microstructure;mechanical properties
TG457.14
A
1001-2303(2016)08-0092-04
10.7512/j.issn.1001-2303.2016.08.22
2015-12-04;
2016-02-03
江苏科技大学生先进焊接技术省级重点实验室开放研究基金资助项目(JSAWT-11-02)
刘正(1990—),男,四川内江人,在读硕士,主要从事轻金属焊接工艺的研究。
