螺柱焊在三代核电工程结构模块中的应用
2016-12-06张俊宝董永志
唐 识,张俊宝,董永志
(1.国核示范电站有限责任公司,山东荣成264312;2.上海核工程研究设计院,上海200233;3.山东核电设备制造有限公司,山东海阳265100)
螺柱焊在三代核电工程结构模块中的应用
唐 识1,张俊宝2,董永志3
(1.国核示范电站有限责任公司,山东荣成264312;2.上海核工程研究设计院,上海200233;3.山东核电设备制造有限公司,山东海阳265100)
介绍了螺柱焊在三代核电工程结构模块中应用前的准备,包括螺柱焊焊接方法选择、人员资格、设备选型、焊接工艺等方面的准备工作;描述了螺柱焊的焊接和返修要求;总结了结构模块螺柱焊常见缺陷、缺陷产生原因及解决措施以及影响螺柱焊质量的六大因素和焊接质量控制方法。为后续三代核电工程结构模块施工准备、焊接和质量控制提供参考。
螺柱焊;核电工程;结构模块
0 前言
模块化施工是三代非能动核电的主要特点之一,模块化施工引入了大量的模块作业,采用车间预制、现场组装和整体吊装的方法,改变了传统钢筋混凝土墙体施工的现场密集型作业,缩短了建造工期。
在三代非能动核电机组中采用了大量的结构模块代替传统的棒式钢筋绑扎和模板材料支设,结构模块分为CA结构模块、CB结构模块、CS楼梯模块、CH钢平台模块,上述四种结构模块中与螺柱焊相关的结构模块为CA结构模块、CB结构模块[1]。典型的CA、CB结构模块由剪力钉(螺钉)、起支撑或连接作用的角钢或槽钢、钢板等组成,如图1所示。
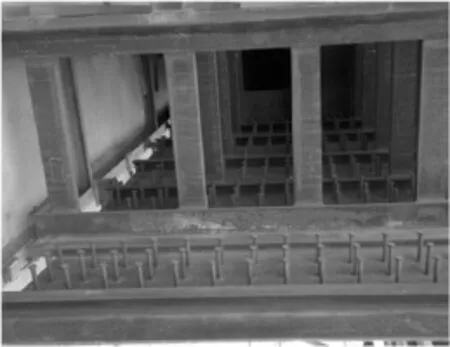
图1 典型结构模块Fig.1Typical structure module
1 螺柱焊应用前准备
1.1 焊接方法选择
螺柱焊是将金属紧固件(如螺栓、螺钉等)通过采用不同的焊接热源加热焊接到另一构件平面或曲面的工艺方法。螺柱焊接的方法有电弧焊、电阻焊、摩擦焊或其他适当的方法。
根据所用焊接电源和接头形成过程的差别分为电弧螺柱焊、电容螺柱焊和短周期螺柱焊三种基本形式[2]。选择螺柱焊接方法必须根据被焊工件的厚度、材质和紧固件(螺钉或螺柱等)尺寸等因素综合考虑[3]。
(1)螺柱直径d。螺柱直径大于8 mm的一般为受力接头,适合采用电弧螺柱焊接方法,该方法可以焊接的螺柱直径一般为6~30 mm,母材厚度3~30 mm,但对于螺柱直径8 mm以下通常采用电容螺柱焊或短周期螺柱焊更合适。
(2)工件厚度δ。工件厚度δ和螺柱直径d有一定的比例关系,电弧螺柱焊d/δ=3~4,电容螺柱焊和短周期螺柱焊d/δ=8~10,所以3 mm以下的最好采用电容螺柱焊或为短周期螺柱焊,不宜采用电弧螺柱焊。
(3)材料性质。对于碳钢、不锈钢及铝合金,电弧螺柱焊、电容螺柱焊及短周期螺柱焊都可以焊接,但对于铝合金、铜及涂层钢板或异种金属材料最好选用电容螺柱焊。电容螺柱焊有三种焊接方法,选用时要注意到它们对不同金属材料适应的程度略有区别。
综上所述并结合三代核电工程中的结构模块所用的材质(螺钉和母材为碳钢和不锈钢)、母材厚度、螺柱直径以及实施空间条件和环境等多方面因素,三代核电工程结构模块螺柱焊选择电弧螺柱焊方法。
另外考虑到现场核电结构模块因螺柱焊不合格,现场位置不能满足螺柱焊空间位置要求时,通常选用焊条电弧焊进行螺柱补焊。
1.2 焊接设备
电弧螺柱焊机由焊接电源、控制器、焊枪、地线钳、焊接电缆等部分组成。在螺柱焊焊接方法确定的情况下,承包商应根据选用的电弧螺柱焊方法选择与之匹配的螺柱焊接设备。
目前国内生产电弧螺柱焊机的厂家比较多,都已经有系列产品。因此,承包商在焊接设备选择时要综合考虑焊接设备环境的适应性、螺柱焊接设备的重量、外形尺寸、焊接参数的可调性和焊接参数是否可精确设置等。
1.3 焊接材料
三代核电工程结构模块所用的墙板母材主要为碳钢的A36和双相不锈钢的S32101,所用的碳钢螺钉材质为ASTM A108,不锈钢螺钉材质为ASTM A276-316L。根据设计要求,碳钢螺钉可以焊接在碳钢或不锈钢钢板上,不锈钢螺钉焊接在不锈钢上[1]。
1.4 人员准备
凡是参加结构模块焊接人员(焊接和无损检测人员)必须经过承包商质保、安全和技能培训,并按照相应的考核标准考核合格取得上岗资格证,方可从事结构模块的焊接。
另外,为了保证结构模块焊接质量和考核焊接人员实际操作能力,承包商焊接人员在结构模块焊接前,通常总承包单位会牵头组织核电工程业主、监理和承包商等单位对参与结构模块焊接的人员进行实际操作考核,只有通过实际操作考核的焊接人员方可进行正式产品焊接。
1.5 焊接工艺
焊接工艺准备是指在确定的焊接方法、焊接设备和焊接材料的情况下,选用认可的焊接工艺评定标准和焊接人员进行焊接工艺评定试验,通过焊接工艺评定试验验证承包商能否按照焊接工艺评定标准要求焊接出合格产品的能力。
三代核电工程结构模块螺柱焊常选用的焊接工艺评定标准有:美国的钢结构焊接规范AWS D1.1,不锈钢焊接规范AWS D1.6或美国的ASME锅炉,压力容器规范国际性规范《焊接和钎焊评定》(AMSE-IX)。
在此以AWS D1.1标准为例,明确螺柱焊焊接工艺评定要求以及焊接工艺评定过程中的注意事项。
(1)焊接工艺评定位置确定。
根据AWS D1.1标准对螺柱焊焊接工艺评定要求并结合核电工程中结构模块材质、焊接位置、焊接方法以及设计对螺柱焊焊接工艺评定要求等方面综合考虑,核电工程结构模块螺柱焊现场焊接工艺评定必须完成的位置和项目如表1所示,螺柱焊焊接工艺评定位置如图2所示。
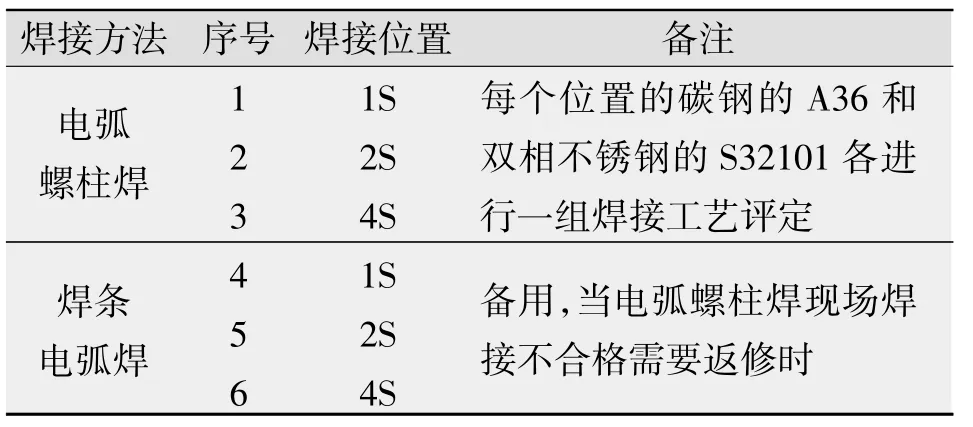
表1 焊接工艺评定项目Tab1Welding procedure qualification project
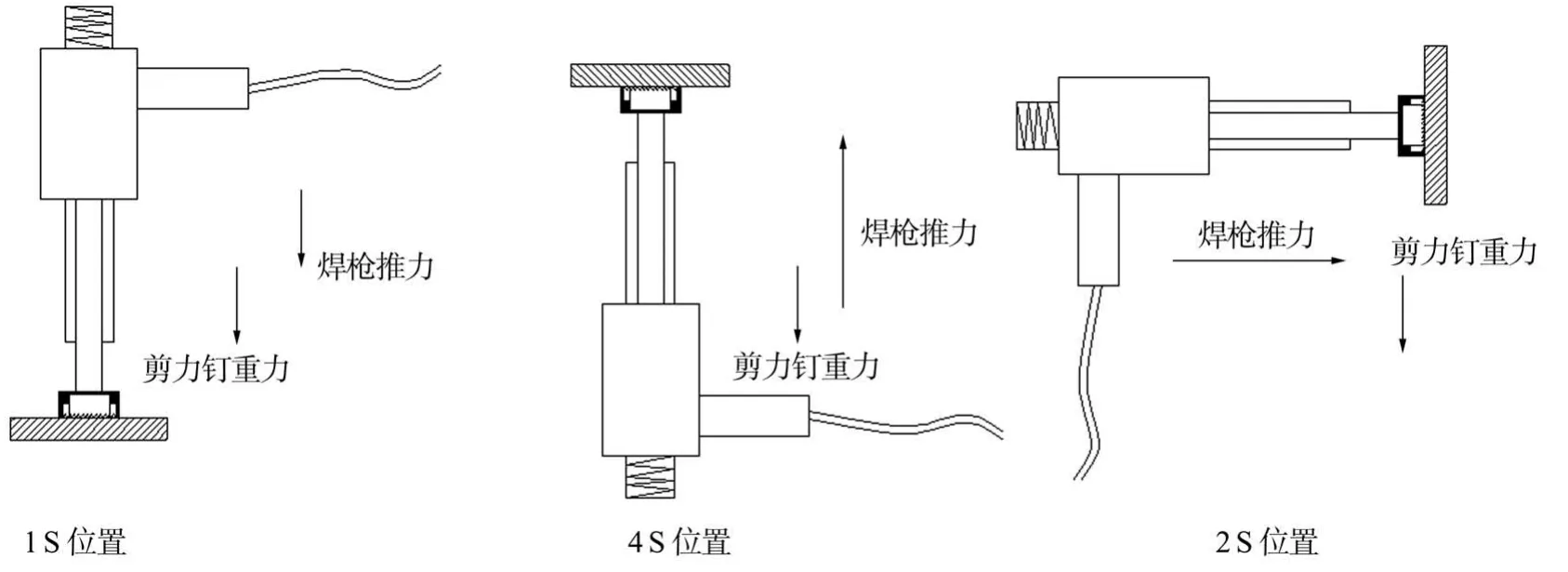
图2 螺柱焊焊接工艺评定位置示意Fig.2Sketch map welding procedure qualification of stud welding
(2)焊接工艺评定数量。
根据AWS D1.1标准对螺柱焊焊接工艺评定和上游设计要求,采用推荐的焊接工艺和参数,每组螺柱焊焊接工艺评定应以恒定的最佳时间相继焊接30个试样(其中取10个试样进行拉伸试验,另外20个试样进行弯曲试验)。
(3)试验要求及方法[4]。
按照AWS D1.1标准对螺柱焊焊接工艺评定试件力学性能检验要求,每组螺柱焊焊接工艺评定试件应进行拉伸和弯曲(或扭转)试验。
弯曲试验方法应满足AWS D1.1第7.6.6.1节要求,如果螺柱从原轴线被弯曲成约90°而断裂不发生在焊缝上(断裂在钢板或螺柱上),则认为螺柱焊的焊接工艺评定试件弯曲试验合格。
拉伸试验方法应满足AWS D1.1第7.6.6.3节要求,如螺柱焊的焊接工艺评定试件(螺柱)断裂不发生在焊缝上,则认为螺柱焊的焊接工艺评定试件拉伸试验合格。
2 螺柱焊焊接
2.1 焊前准备
(1)结构模块螺柱焊质量计划(ITP)开启。
为了保证结构模块制造、焊接过程中的质量可控,承包商应在结构模块螺柱焊接前开启焊接质量计划,并报核电工程业主、总承包单位、监理等审查,确定各相关单位在结构模块螺柱焊过程中选点见证(现场见证有:R点—报告见证点;W点—现场见证点;H点—停工检查点)。
在结构模块螺柱焊接前,核电工程总承包单位通常会组织核电业主、监理等单位审查承包商某项产品制造焊接前的开工条件,主要内容为:产品制造图纸、技术文件、设备、材料、现场环境、人员资格以及工艺评定等是否能满足现场开工要求,在确认各项条件满足开工要求后,承包商才能按照已批准的文件(图纸、方案、质量计划)开展工作,在实施过程中,各相关单位应按照批复的质量计划对现场进行质量见证。
(2)产品焊接前的试验及要求。
螺柱焊焊工每天或每班进行结构模块产品焊接前,应选用材料厚度和性能与产品相近的构件上(如选用的构件无法满足结构模块产品的厚度,构件厚度差允许在结构模块产品厚度±25%范围内),先试验焊接2个螺柱。另外所试验螺柱焊接位置必须与结构模块产品焊接位置相同。
试验螺柱应进行外观和弯曲试验检查,外观检查满足:螺柱必须表现出整个360°有飞边,并且螺柱焊焊接端不能有咬边;弯曲试验检查可以采用锤子锤击非焊接端,也可以采用空心工具或管子套在螺柱上,用机械或人工方法弯曲螺柱,使螺柱从原轴线弯曲至约30°,当外界环境温度低于10℃,必须缓慢连续加载。
如果试验螺柱外观检查没有360°飞边,或者弯曲试验时出现任一颗螺柱断裂在焊缝区域,应调整焊接工艺,并按照调整后的焊接工艺重新在产品相近的构件上进行螺柱焊接,并进行外观和弯曲试验。在结构模块产品正式焊接前必须保证两个螺柱试验合格,才能在结构模块材料上进行焊接。
在结构模块产品焊接开始后,如现场螺柱焊接参数发生改变时,必须重新进行产品焊接前的试验,直到两个螺柱焊接试验件合格后才能恢复结构模块产品焊接。
2.2 结构模块产品焊接
(1)焊前焊接条件确认。
螺柱焊焊工在焊前必须确认外部焊接环境是否满足焊接条件,如不能满足焊接环境要求,必须采取措施保证焊接环境条件。
螺柱焊焊工在焊接前应确保焊接螺柱的母材和螺柱已经去除了所有涂层、氧化皮、镀层、水汽、油漆等影响焊接操作和质量的有害物质。需要特别注意,螺柱焊接端部的涂层(镀锌、涂漆等)必须清理干净。
(2)产品焊接。
在进行结构模块产品焊接时,螺柱焊焊工应严格按照预先设定的焊接工艺参数(产品焊接前,两个合格的螺柱焊试验件所用的焊接参数)进行操作,螺柱焊焊工焊接结构模块产品所用的螺柱焊机和焊枪应与焊接工艺评定和焊接工艺规程中所用的一致,而且焊接前一定要确认螺柱焊机状态正常可用。
另外产品焊接完成后,螺柱焊焊工应拆除电弧螺柱焊的防护套。
(3)产品焊接检验。
为了保证结构模块螺柱焊焊接质量,结构模块螺柱焊期间应对每台焊机焊接的结构模块螺柱焊产品进行检验。且参与螺柱焊的焊工,每焊接规定数量的螺柱后应采用锤击或采用空心工具(或管子套)将螺柱弯曲到规定的度数,然后进行外观检验。当结构模块产品螺柱焊接检验不合格时,应从规定数量的螺柱中再取一个进行检验,如果检验还是不合格,则应该对全部规定数量的螺柱进行检验。
另外,螺柱焊焊工或焊接质量检查人员应对每个螺柱焊缝进行外观检查并满足360°飞边要求。对于进行了抽检的弯曲检验螺柱,螺柱弯曲到指定的角度后,应对其恢复原状,如果螺柱焊端部焊缝和热影响区在弯曲和恢复过程中没有出现裂纹,则检验合格。
2.3 结构模块产品焊接返修
(1)螺柱补焊。
结构模块螺柱焊接过程中,如果焊接的螺柱不能满足360°飞边要求,可以采用焊条电弧焊工艺对缺少飞边要求部位进行补焊,补焊的焊脚尺寸应满足要求,结构模块产品焊接返修所用的焊条电弧焊工艺必须是评定合格的工艺。
(2)母材补焊。
在螺柱去除过程中,如果螺柱端部与其相连接的母材受到损伤超过规定值,焊工应采用评定合格的焊条电弧焊工艺对其母材进行补焊,补焊后的母材应按照规定要求进行相关的无损检测并合格。
3 螺柱焊缺陷
在螺柱焊焊接的过程中,螺柱和母材的材质、含碳量、焊接位置、工件表面状况等都会很大程度影响焊接质量,焊接规范设置不合理也容易而引起焊接缺陷,如焊缝尺寸不足、未熔合、焊瘤等。螺柱焊常见缺陷、产生原因和改进措施[5]如表2所示。
对已完成的焊接螺柱进行检验发现,结构模块螺柱焊过程中出现了飞边不均(见图3)、螺柱端部未熔合(见图4)、缩颈、焊瘤、气孔等缺陷。
4 影响螺柱焊质量的因素
4.1 人员因素
人员因素主要指焊接技术人员的素质,质量检验人员、操作人员的理论、技术水平、生理缺陷、粗心大意、违纪违章等。
产品焊接时首先考虑到对人员因素的控制,因为人是焊接过程的主体,螺柱焊质量受到所有参与的焊接技术人员、质量检验人员、操作人员、服务人员共同作用,它们是影响螺柱焊的主要因素。
为了保证所有参与螺柱焊焊接相关人员能够胜任自己的工作,在螺柱焊焊接前应对所有从事螺柱焊的相关人员进行相关培训,取得相应的资格证
书,才能胜任螺柱焊工作。

表2 螺柱焊常见缺陷、缺陷产生原因分析和改进措施Tab.2Post weld reasons causing common defects,defect analysis and improvement measures
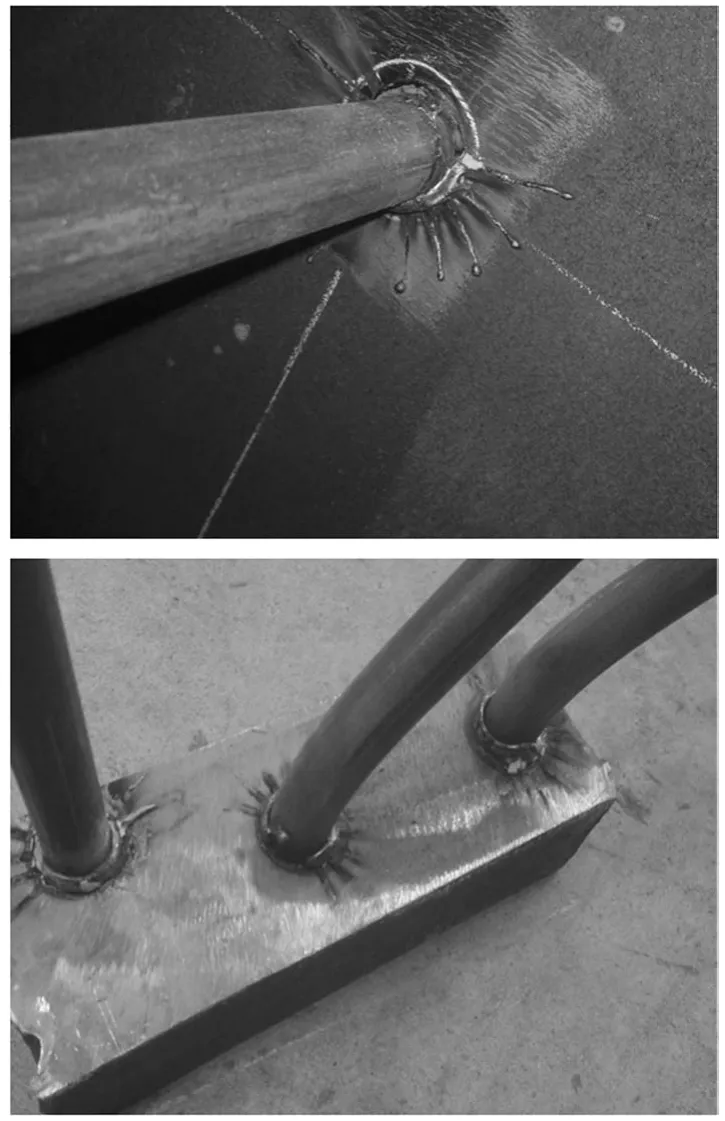
图3 飞边不均Fig.3Flash is not uniform
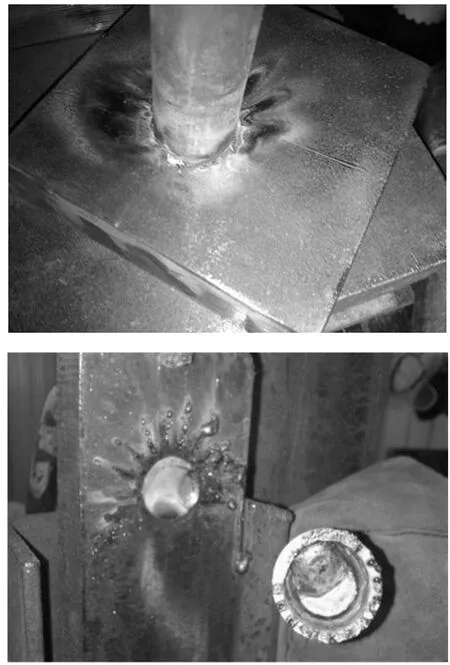
图4 端部未熔合Fig.4End not fusion
4.2 设备因素
影响螺柱焊焊接质量的设备因素包括焊接设备、工机具、测量仪器和检验设备等。螺柱焊焊接过程必须合理选择焊接设备、工机具和无损检测设备的类型和性能参数,合理正确操作这些设备、工机具。操作人员必须认真执行各项规章制度,严格遵守操作规程,并加强对相关设备的维修、保养、管理,使其保持完好状态且应经过国家正规计量单位标定,并在标定的有效期内。
4.3 材料因素
螺柱焊所使用的原材料包括母材、螺柱、陶瓷圈以及其他辅助性材料等,这些材料的自身质量是保证焊接产品质量的基础和前提。为了保证螺柱焊接质量,原材料的质量检验很重要,对于螺柱焊所用的材料应按照相应的采购技术规格书要求进行验收和复验,合格后方可用于产品。
4.4 工艺因素
焊接工艺是影响螺柱焊质量的关键因素之一。工艺方法对焊接质量的影响主要体现在:一是工艺
制定的合理性;二是承包商是否建立健全了完整的焊接工艺管理;三是执行焊接工艺的严格性,经过评定合格的焊接工艺必须严格执行,不得随意改变。
4.5 环境因素
在特定环境下,螺柱焊质量容易受到外部焊接条件(如温度、湿度、风力以及雨雪天气)的影响,在其他因素一定的情况下,也有可能单纯因环境因素造成焊接质量问题,也应引起一定的注意。在螺柱焊质量控制过程中,环境因素的控制措施比较简单,当环境条件不符合规定要求时,如雨雪天气、相对湿度大于90%,可停止焊接工作,或采取防风、防雨雪措施后再进行焊接。
工件的表面状态,如母材和螺柱表面的油漆、氧化皮、涂层、油污以及铁锈对螺柱焊的质量都有重要影响。因此,在螺柱焊接前必须严格按照螺柱焊工艺规程要求,将工件表面影响焊接质量的杂质清理干净。
4.6 检验因素
检验因素是指螺柱焊过程中影响焊接质量的各检验工序的总称,如螺柱焊开工条件检查、焊接前、焊接过程中检验以及焊接后的外观、弯曲检查等。
对于螺柱焊过程的检验控制,可以通过产品螺柱焊质量计划来实施,因为螺柱焊质量计划中会包含螺柱焊的全过程,参与螺柱焊过程见证的相关方会按照事先拟定的质量计划实施过程验证。
5 螺柱焊质量控制
5.1 焊接前质量控制
从事结构模块的制造承包商必须遵照核安全法规HAF003《核电厂质量保证安全规定》及其相关导则的要求,从质量保证大纲、组织、文件控制、设计控制、采购控制、物项控制、工艺过程控制、检查和试验控制、对不符合项的控制、纠正措施、记录、监查等12个方面入手,建立一个完整的质保体系并有效运转,保证结构模块螺柱焊质量。
从事结构模块制造、焊接相关所有人员在工作中应做到:凡事有章可循、凡事有人负责、凡事有人监督;凡事有据可查,确保结构模块螺柱焊的全过程质量控制。
5.2 焊接过程控制
结构模块制造、焊接过程控制可以采用实时质量计划控制,加强焊接过程的焊接检验,确保结构模块螺柱焊过程质量可控。质量计划是指标明制造、检查和试验各种步骤的文件,该文件列有制造、焊接和验收中应进行的所有工艺、程序、工作细则、试验和检查的流程图或工序表,质量计划中明确了相关单位的质量控制点。质量计划中的常见三种质量控制点:停工待检点(H点);现场见证点(W点);报告见证点(R点)。
5.3 焊后质量控制
焊后质量控制的关键步骤之一是焊后的检验工作,结构模块螺柱焊完成后通过对其进行外观和弯曲抽检检验来控制。
焊后质量控制还包括焊后质量统计分析和经验反馈等工作,结构模螺柱焊完成后,应对螺柱焊的焊接质量进行统计分析,做好经验反馈,避免在其他结构模块螺柱焊过程中再次出现的类似的焊接质量问题。
6 结论
介绍螺柱焊在三代核电工程结构模块中应用前的准备,包括螺柱焊焊接方法选择、人员资格、设备选型、焊接工艺等方面的准备工作;总结了结构模块螺柱焊常见缺陷、缺陷产生原因及解决措施以及影响螺柱焊质量的六大因素和焊接质量控制方法。通过在某核电工程现场结构模块螺柱焊大量的实施,验证了结构模块螺柱焊质量是可控的。
[1]吴崇志,刘元林,张加军,等.AP1000 CA结构模块剪力钉的焊接[J].电焊机,2013,43(10):91-94.
[2]雷世明.焊接方法与设备[M].北京:机械工业出版社,2004:234-236.
[3]陈祝年.焊接工程师手册(第二版)[M].北京:机械工业出版社,2010:464-465.
[4]AWS D1.1,美国焊接学会《钢结构焊接规范》[S].
[5]中国机械工程学会焊接学会.焊接手册(焊接方法及设备)(第三版)[M].北京:机械工业出版社,2010:331-332.
The application of Stud welding in three generations of nuclear power engineering structure module
TANG Shi1,ZHANG Junbao2,DONG Yongzhi3
(1.State Nuclear Power Demonstration Plant Co.,Ltd.,Rongcheng 264312,China;2.Shanghai Nuclear Engineering Research&Design Institute,Shanghai 200233,China;3.Shangdong Nuclear Power Equipment Manufacturing Co.,Ltd.,Haiyang 265100,China)
The paper introduced the prepare work of stud welding using in structural module of three generations of nuclear power engineering,which included choice of stud welding methods,personnel qualifications,selection of equipment,welding process.Stud welding and rework requirements were also introduced.Finally,the paper summarized the structure module stud welding defects,defect causes and solving measures as well as the six major factors affecting the quality of stud welding and welding quality control methods.Provided the
for structure module construction preparation,welding and quality control of the subsequent three generation nuclear power engineering.
stud welding;nuclear power engineering;structure module
TG453+.3
B
1001-2303(2016)08-0086-06
10.7512/j.issn.1001-2303.2016.08.21
2016-03-03;
2016-06-20
唐识(1976—),男,四川仁寿人,高级工程师,学士,主要从事核电厂设计管理、执照申请及焊接管理等工作。
