埋弧焊焊接质量控制的四大基本要素
2016-12-06高玲丽
高玲丽,高 良
(浙江精工钢结构集团有限公司,浙江绍兴312030)
埋弧焊焊接质量控制的四大基本要素
高玲丽,高良
(浙江精工钢结构集团有限公司,浙江绍兴312030)
针对钢结构工厂大量采用埋弧焊(SAW),又常常岀现质量问题的实际,从埋弧焊(SAW)的工艺研究开始,阐述影响埋弧焊(SAW)的四大基本要素——焊接电流、焊接电压、焊接速度以及埋弧焊剂的选用原则、注意事项和采购标准约定,对防止埋弧焊质量通病有重要的参考价值。
埋弧焊;四大要素;钢结构
0 前言
在建筑钢结构制作工厂中,埋弧焊(SAW)是最主要的焊接技术。据不完全统计,一个普通的钢结构制作工厂其80%以上焊接工作量是由埋弧焊(SAW)完成,因此,抓好埋弧焊工艺对钢结构制作工厂有重要的现实意义。
埋弧焊与其他焊接方式的区别:
(1)稀释率高。在不开坡口对接缝单道焊或双面焊以及开坡口对接缝的根部焊道焊接时,由于埋弧焊焊缝熔透深度大,母材大量熔化,混入焊缝金属,稀释率可高达70%。
(2)热输入高。埋弧焊是一种高效焊接方法,为获得更高的熔敷率,人们容易错误的选用大电流焊接,因此,焊接线能量增加,焊接过程中产生了高的输入热量,结果降低了焊缝金属和热影响区的冷却速度,延长了t8/5,降低了焊接接头的强度和韧性。
(3)焊接速度快。埋弧焊一般的焊接速度为25 m/h,最高焊接速度可达到100 m/h。
在这种情况下,焊缝良好的成型和综合性能不仅取决于焊接参数的合理配比,而且也取决于焊剂的特性,这是埋弧焊(SAW)与其他焊接方式不同之点。
根据上述特点,焊接工艺参数的制定应以相应的焊接工艺试验结果或焊接工艺评定试验结果为依据。
埋弧焊工艺参数分主要参数和次要参数。主要参数是指直接影响焊缝质量和生产效率的参数,它们是焊接电流、电弧电压、焊接速度、电流种类及极性和预热温度、焊剂的配伍及质量等。对焊缝质量产生有限影响或无明显影响的参数为次要参数,它们是焊丝伸出长度、焊丝倾角、焊丝与工件的相对位置、焊剂粒度、焊剂堆散高度和多丝焊的丝间距离等。有关操作技术的参数有引弧和收弧技术、焊接衬垫的压紧力、焊丝端的对中以及电弧长度的控制等。
1 焊接电流
焊接电流是决定焊丝熔化速度、熔透深度和母材熔化量的最重要的参数。焊接电流对熔透深度影响最大,焊接电流与熔透深度几乎是直线正比关系。I形对接焊和Y形坡口对接焊时,焊接电流和熔透深度的关系曲线如图1所示。数学式表示为

式中H为熔透深度;Km为熔透系数;I为焊接电流(单位:A)。

图1 焊接电流与熔透深度的关系
熔深系数Km取决于焊丝直径和电流种类。对于φ2 mm直径的焊丝,Km=1.0~1.7;对于φ5 mm焊丝,Km=0.7~3;采用交流电埋弧焊时,Km一般为1.1~1.3。
焊接电流对焊缝截面形状和熔深的影响如图2所示,即在其他参数不变的条件下,随着焊接电流的提高,熔深和余高同时增大,焊缝形状系数变小。为防止烧穿和焊缝裂纹,焊接电流不宜选的太大,但电流过小也会使焊接过程不稳定并造成焊透或未熔合,因此,焊接电流对于不开坡口对接焊缝,按所要求的最低熔透深度来选定即可,对于开坡口焊缝的填充层,焊接电流主要按焊缝的最佳成形为准则来选定。此外,焊丝直径决定了焊接电流密度,因而也对焊缝横截面形状产生一定的影响,采用细焊丝焊接时,形成深而窄的焊道,采用粗焊丝焊接时,则形成宽而浅的焊道。
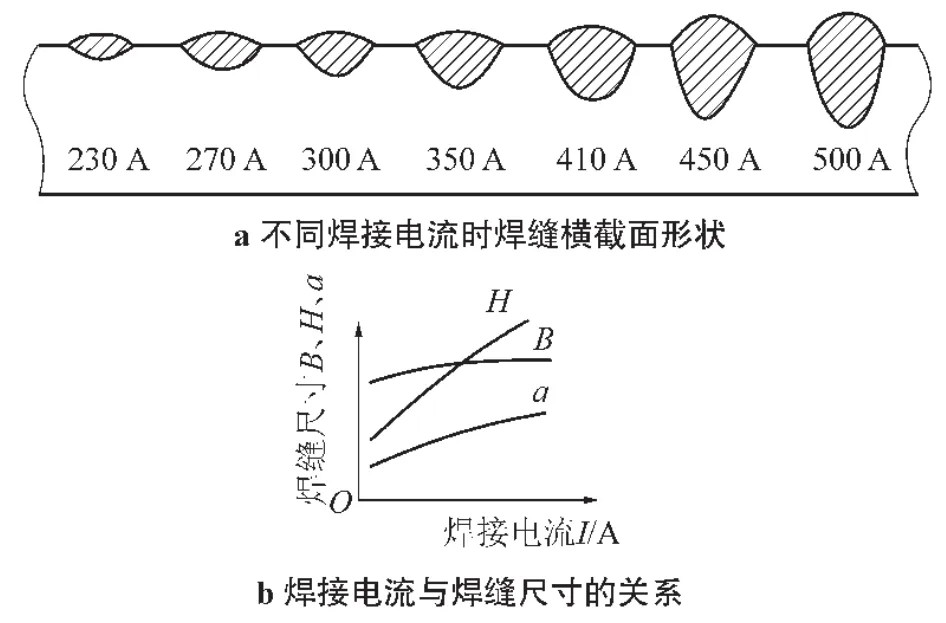
H—熔深;B—焊缝宽度;a—余高。图2 焊接电流对焊缝横截面形状和熔深的影响
2 电弧电压
电弧电压与电弧长度成正比关系。在其他参数不变的条件下,随着电弧电压的提高,焊缝的宽度明显增大,而熔深和余高则略有减小。电弧电压过高时,会形成浅而宽的焊道,从而导致未焊透和咬边等缺陷的产生。此外焊剂的熔化量增多,使焊波表面粗糙,脱渣困难。降低电弧电压,能提高电弧的挺度,增大熔深。但电弧电压过低,会形成高而窄的焊道,使边缘熔合不良。电弧电压对焊缝形状的影响如图3所示。
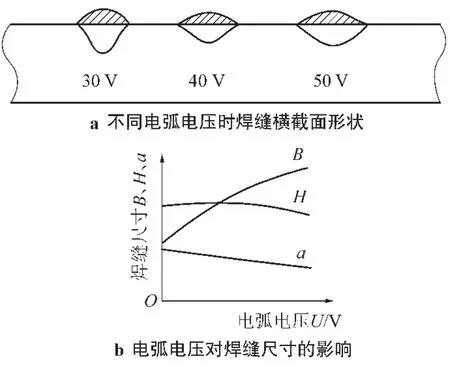
H—熔深;B—焊缝宽度;a—余高。图3 电弧电压对焊缝形状的影响
为获得成形良好的焊道,电弧电压与焊接电流应相互匹配。当焊接电流加大时,电弧电压应相应提高。
3 焊接速度
焊接速度决定了每单位焊缝长度上的热输入能量,在其他参数不变的条件下,提高焊接速度,单位长度焊缝上的热输入能量和填充金属量减少,因而使熔深、熔宽及余高都相应地减小,如图4所示。
焊接速度太快,会产生咬边和气孔等缺陷,焊道外形恶化;焊接速度太慢,可能引起烧穿。如果电弧电压同时较高,则可能导致横截面呈蘑菇形焊缝。而这种形状的焊缝对人字形裂纹或液化裂纹敏感。这种焊缝中产生的典型凝固裂纹如图5所示。此外,还会因熔池尺寸过大而形成表面粗糙的焊缝。为此,焊接速度应与所选定的焊接电流、电弧电压适当匹配。

H—熔深;B—焊缝宽度;a—余高。图4 焊接速度对焊缝形状的影响

图5 横截面为蘑菇形焊缝及裂纹分布部位
4 埋弧焊(SAW)焊接参数实例
(1)焊材选配与准备。焊丝、焊剂等焊接材料与母材的匹配应符合设计要求及现行国家标准《钢结构焊接规范》GB50661-2011的规定(见表1),焊剂在使用前应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
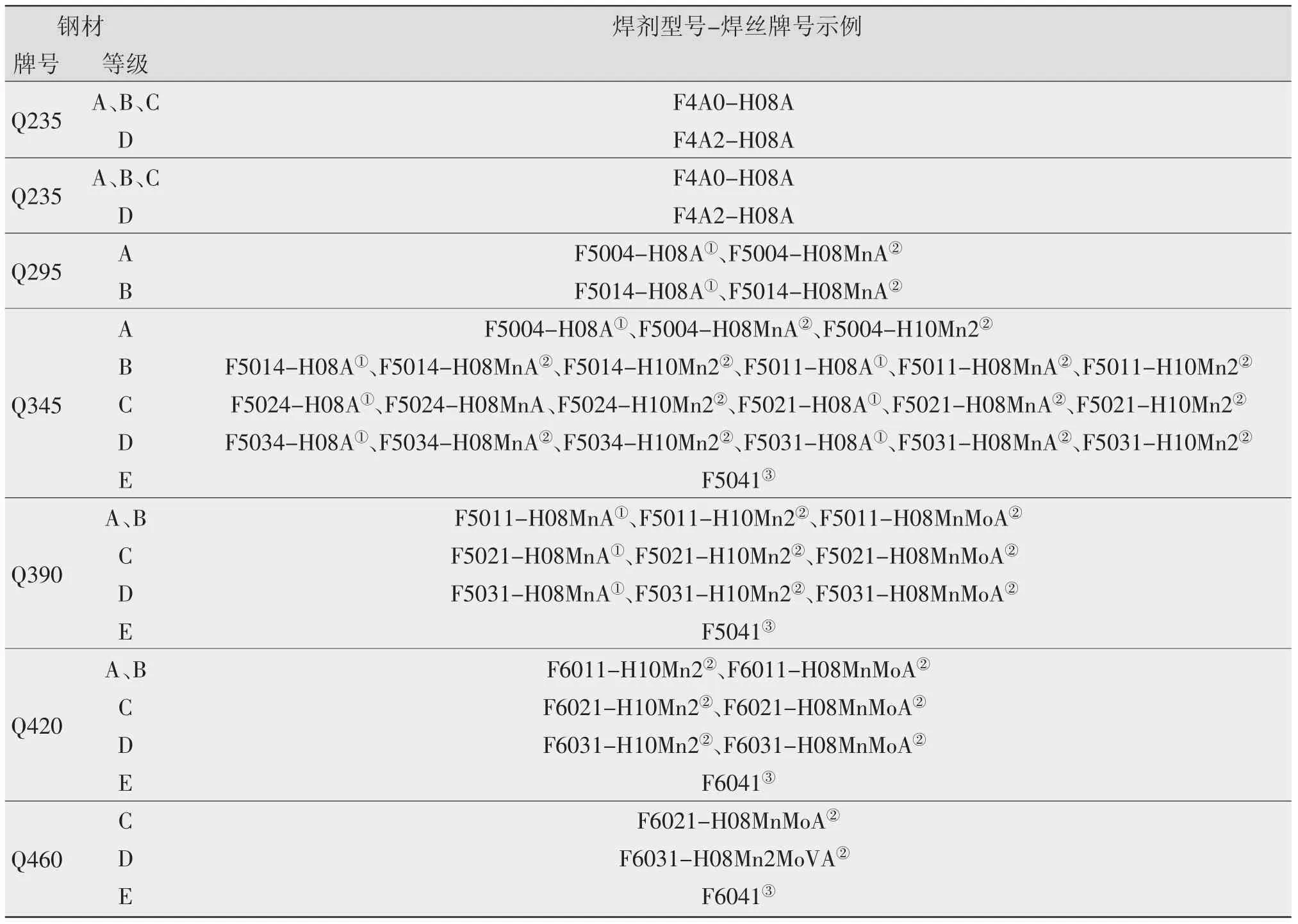
表1 常用结构钢埋弧焊焊接材料的选配
(2)焊接工艺评定试验。按现行国家标准《钢结构焊接规范》GB50661-2011的规定实施,由具有国家技术质量监督部门认证资质的检测单位进行检测试验。
(3)埋弧焊工艺参数可参考表2~表5。

表2 钢板对接工艺参数

表3 龙门单丝埋弧焊接参数

表4 龙门双丝埋弧焊接参数

表5 角焊缝焊接参数
5 埋弧焊剂的选用原则、使用注意事项及采购标准约定
5.1焊剂的选用原则
(1)焊接低碳钢时,一般选用高锰高硅焊剂。若采用含锰的焊丝,则应选择中锰低锰或无锰型焊剂。
(2)焊接低合金高强钢时,可选择中锰中硅或低锰中硅等碱性焊剂。为得到更高的韧性,可选用碱度高的熔炼型或烧结型焊剂,尤以烧结型为宜。
(3)焊接低温钢时,宜选择碱度较高的焊剂,以获得良好的低温韧性,若采用特制的烧结焊剂,它向焊缝中过渡Ti、B元素,可获得更优良的韧性。
(4)耐热钢焊丝的合金含量较高时,宜选用扩散氢含量低的焊剂,以防止产生焊接裂纹。
(5)焊接奥氏体等高合金钢时,应选用碱度较高的焊剂,以降低合金元素的烧损,故熔炼焊剂以无锰中硅高氟型为宜。
5.2SAW焊剂使用注意事项
为了有效防止热裂纹和各种焊接缺陷(缺欠),SAW焊剂必须保证以下性能:
(1)焊缝金属具有符合要求的化学成分和力学性能;(2)电弧稳定燃烧,焊接冶金反应充分;(3)焊缝金属内不产生裂纹和气孔;(4)焊缝成形良好;(5)熔渣的脱渣性良好;(6)焊接过程有害气体析出最少。
5.3焊材SJ101(埋弧焊剂)质量标准
质量标准见表6。
5.4焊材HJ431(埋弧焊剂)质量标准
质量标准见表7。
5.5采购HJ431埋弧焊焊剂质量标准
HJ431配H08A(F4A2)焊剂质量标准必须满足国家标准GB/T5293-1999《埋弧焊用碳钢焊丝和焊剂》,具体标准数据如下:
(1)焊剂颜色呈棕红色的玻璃状颗粒。

表6 SJ101技术要求

表7 HJ431技术要求
(2)焊剂颗粒度要求8~40目,见表8。
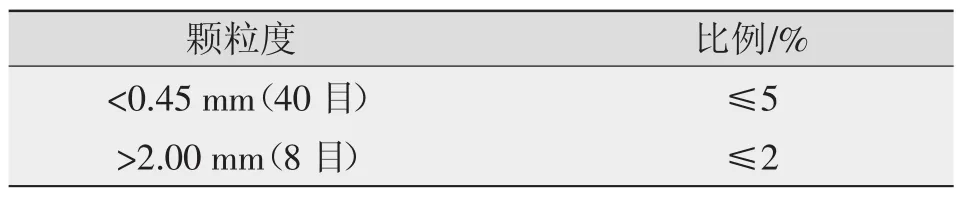
表8 粒度要求
(3)焊剂含水量不大于0.10%。
(4)焊剂中机械夹杂物的质量百分含量不大于0.30%。
(5)焊剂中的w(S)≤0.06%,w(P)≤0.08%。
(6)熔敷金属力学性能:抗拉强度σb≥415 MPa;屈服强度σs≥330 MPa;伸长率δs≥22%;熔敷金属冲击吸收功AKV≥27 J(-20℃)。
(7)焊接工艺性能应达到:电弧非常稳定,焊接过程中无杂质,电弧柔和;脱渣容易会自动整块脱落;焊接时没有气孔、压坑出现;焊道与焊道之间、焊道与母材之间过渡平滑,焊缝金属与母材金属熔合良好,无凹陷;焊道表面平整光滑,无麻点,成形美观。
5.6采购SJ101埋弧焊焊剂质量标准
SJ101配H10Mn2(F5A2)焊剂质量标准必须满足国家标准GB/T5293-1999《埋弧焊用碳钢焊丝和焊剂》,具体标准数据如下:
(1)焊剂颜色呈浅灰色的球形颗粒。
(2)焊剂颗粒度要求10~60目,见表9。
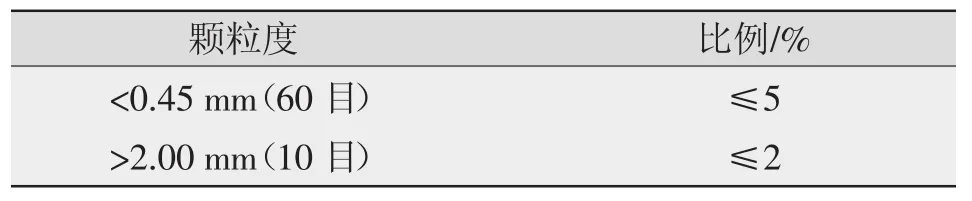
表9 粒度要求
(3)焊剂含水量不大于0.10%。
(4)焊剂中机械夹杂物的质量百分含量不大于0.30%。
(5)焊剂中的w(S)≤0.06%,w(P)≤0.08%。
(6)焊剂中的碱度大于等于1.8。
(7)熔敷金属力学性能:抗拉强度σb≥480 MPa;屈服强度σs≥400 MPa;伸长率δs≥22%;熔敷金属-20℃冲击吸收功大于等于27 J。
(8)焊接工艺性能应达到:电弧非常稳定,焊接过程中无杂质,电弧柔和;脱渣容易会自动整块脱落;焊接时没有气孔、压坑出现;焊道与焊道之间、焊道与母材之间过渡平滑,焊缝金属与母材金属良好熔合,无凹陷;焊道表面非常平整光滑,无麻点、毛刺整齐,成形美观。
Four basic elements of quality control for submerged-arc welding
GAO Lingli,GAO Liang
(Zhejiang Jinggong Steel Structure Group Co.,Ltd.,Shaoxing 312030,China))
For the quality problem often appearing in submerged arc welding(SAW)used in great quantities in the steel structure factory, the selection principle,matters need attention and purchasing standard of four basic elements of SAW including welding current,welding voltage,welding speed and welding flux are studied.This paper has very important reference value for preventing the common quality problems ofSAW.
submerged arc welding;four elements;steel structure
TG445
B
1001-2303(2016)05-0067-06
10.7512/j.issn.1001-2303.2016.05.15
2015-12-22
高玲丽(1982—),女,学士,主要从事大跨度、高层建筑钢结构的研究工作。
