调味壶身注塑模设计
2016-12-03洪慎章
洪慎章
(上海交通大学塑性成形技术与装备研究院,上海 200030)
调味壶身注塑模设计
Seasoning pot body mold design
洪慎章
(上海交通大学塑性成形技术与装备研究院,上海 200030)
分析了塑料调味壶身的结构工艺特点,介绍了注塑模模具结构设计,计算了斜导柱长度和最小开模行程,经实际生产验证,模具结构合理、定位可靠、操作方便,可为同类产品设计提供参考。
调味壶身;注塑工艺;模具结构设计
调味壶是家庭及酒家厨房用来储存酱油、醋、油等液体容器,因此该产品要求有足够的强度和刚度,外形要求表面光滑,造型美观,且数量大。
调味壶产品是由壶身、壶咀、勾形柄部及圆形板底部4个零件组成。旧工艺采用冲压方法分别成形,再通过焊接加工制成,所以存在工序多、质量差、模具数量多、生产率低及成本高等缺点。随着当前工业的迅速发展,以塑代钢的应用在各行各业中日益扩大,本调味壶产品就是其中一例。该产品应由带壶咀和勾形柄部的壶身及圆形板底部两个零件通过黏接方法制成,从原来旧工艺的4个零件减少到新工艺的两个零件。注塑成型工艺,不仅外形美观,而造价低廉,所以有很高的市场价值。
1 塑件工艺分析
按调味壶产品的使用要求,应选用聚苯乙烯(PS)塑料材料。该材料具有良好的成型性,耐水性,化学稳定性及较好的机械强度和刚度。
图1为调味壶身塑件,它是调味壶的主要零部件之一,对该塑件的基本要求是:
(1)制作外形完整光滑,不允许有缺料,冷夹,裂纹,夹边等缺陷。
(2)壶身的壁厚分布均匀,壶咀及勾形柄部的壁厚从壶身1.5 mm 逐渐减小至1.2 mm。
(3)各交接处应圆弧过渡,未注圆角半径 R0.2~0.3 mm.

图1 调味壶身塑件
(4)勾形柄部和壶咀与壶身的联接应牢固。
根据塑件的最大注射量及模具按装尺寸,应选用XS-ZY-125 型塑料注射成型机。
2 模具设计
注塑模具的设计是一个非常复杂的过程,它包括分型面的选择,浇注系统形式与浇口位置的确定,制件的横向分型抽芯及脱模机构的设计等等。一副好的注塑模具不仅要能高效地成型合格的塑件,而且应该结构合理,制造方便,成本低。
从图1的形状及尺寸分析可知,调味壶身的形状复杂,虽然制件尺寸不大,但要保证勾形柄部成型,应采用斜导柱进行左右哈夫模分型来完成,同时要使壶咀部分成型,需采用齿轮齿条抽芯机构进行壶咀抽芯。
调味壶身注塑模结构,如图2 所示。

图2 调味壶身注塑模具结构
调味壶身的型腔由左右哈夫模,型芯和齿条型芯组成。本模具的特点是结构复杂精密,鉴于产品的形状,它应具有A-A, B-B,C-C三次分型机构来完成。
模具的工作过程是:开模时,由于斜导柱固定在浇口板上,因此当浇口板,定模板与脱料板在A-A处第一次分型时,斜导柱抽动左右哈夫模,先使产品外形分模。紧接着利用弹簧和聚氨脂橡胶块的弹力,使压板与托板在B-B处产生第二次分型,镶齿条运动通过齿轮,同时作用于齿条型芯往后抽缩,使齿条型芯脱离壶咀,拉杆控制齿条的运动距离,当齿条型芯脱出壶咀后,通过拉杆上的凸肩再拉动动模板与脱料板在C-C处进行第三次分型,当动模板后退时,脱料板反勒出产品脱出型芯。
碰珠是使左右哈夫模能精确定位。模具内通水冷却用以保证塑件成型的质量和生产率。
2.1 分型面与成型位置的确定
调味壶身塑件在模具内的位置是由本身的形状所决定的。它是由壶身,勾型柄部和壶咀部分所组成。由于注塑机顶出装置在动模一侧,按照一般规律,塑件应留在动模。开模时,通过斜导柱进行左右哈夫模分开脱模,这样就决定了本模具要采用水平分型的结构,即分型面与注塑机开模方向垂直。
由于分型面不可避免地在制件上留下拼合缝的痕迹,根据塑件的外观要求,模具采用左右哈夫模拼式结构,模具型腔沿分型面对称分布。
2.2 浇注系统形式与浇口位置
根据塑件的结构分析,要求壶身表面不允许有浇口的痕迹,本注塑模采用轮辐式浇口,其形状如图3所示,类似于圆环形浇口,但是它把整个圆周改成4个小段圆弧进料,这样可使进料均匀,在整个圆周上取得大致相同的流速,空气易顺序排出,浇口去除方便,同时型芯得以定位而增加了型芯的稳定性。
坚于塑件外观质量要求较高,所以浇口位置应开设在壶身塑件的隐蔽处。由于调味壶身制成后,其上端面是看不到的,所以宜从上端面进料,即浇口开设在塑件的上端面。
2.3 脱模机构
由于调味壶身的形状要求较高,不宜采用推杆推出塑件,另外其结构还限制了不宜采用推杆或推管等推模方式。本模具采用的脱模方式是型芯随开模运动而退出,塑件从脱料板上推出。
3 斜导柱长度和最小开模行程计算
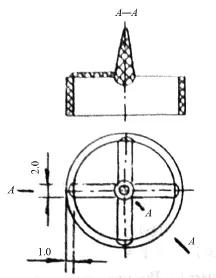
图3 轮辐式浇口
斜导柱分型机构的结构简图如图4所示。由图4可见,斜导柱有斜导柱倾角 α ,斜导柱有效长度 L0导柱总长度 L 和导柱直径 d 共4个基本结构参数。其中,斜导注倾角α与斜导柱有效长度L0是决定斜导柱分型机构功能的重要参数。

图4 斜导柱长度尺寸和开模行程
根据图4上的几何三角关系,可得:

式中∶
L——斜导柱总长度;
D——斜导柱固定部分大端直径;
d —— 斜导柱直径;
h——斜导柱固定板厚度。
斜导柱有效长度
现按塑件的尺寸及选用斜导柱倾角α=20。和有关数据,代人上述各式分别计算得
L=147.3, 选为 150 mm
L0=105 mm
4 结束语
调味壶身注塑模经过试用,不仅灵活方便,而且极大地降低了劳动强度,提高了生产效率,满足了生产要求,产品符合设计要求,是一种简单,实用,快速,高效的工艺方法。
[1] 洪慎章. 实用注塑模具结构图集[M].化学工业出版社,2009.
[2] 洪慎章. 实用注塑成型及模具设计[M].第2 版.机械工业出版社,2014.
[3] 洪慎章. 注塑成型设计数据速查手册[M]. 化学工业出版社,2014.
[4] 洪慎章. 实用注塑模设计与制造[M].第2 版.机械工业出版社,2016.
(R-03)
山东旭业新材料开发出氯化聚氯乙烯树脂酸相法生产工艺
山东旭业新材料股份有限公司开发出一种氯化聚氯乙烯树脂酸相法生产工艺。向所述盐酸溶液中加入分散剂、乳化剂、聚氯乙烯,然后搅拌乳化分散;升温至70~80℃,加入引发剂后向反应液中通氯气进行氯化反应,反应温度不超过110℃、压力控制不高于0.45 MPa,当达到所需要的氯含量时终止反应。该方法通过用一定浓度的盐酸介质代替水介质进行氯化反应,使氯化反应的均匀性提高,氯含量稳定;同时酸的浓度提高后,酸液循环使用,母液中助剂循环利用,既减少了废酸的排放,又减少了有机物的排放,提高了效率,降低了成本。
燕丰 供稿
TQ320.661
1009-797X(2016)22-0084-03
B DOI∶10.13520/j.cnki.rpte.2016.22.026
洪慎章(1932-),男,教授,南昌航空工业学院兼职教授,2007年聘为机械工业出版社机械领域专家咨询委会委员,1987年获中国船舶工业总公司科技进步三等奖,2014年获上海市模具行业协会颁发的建设贡献奖,已出版科技专著30余本。
2016-10-09
