基于AB系统的自制纠偏
2016-12-03商宗雪天津赛象科技股份有限公司天津300384
商宗雪(天津赛象科技股份有限公司,天津 300384)
基于AB系统的自制纠偏
Self made rectification based on AB system
商宗雪(天津赛象科技股份有限公司,天津 300384)
讲述了一种基于AB系统的自制纠偏,采用气动方式控制纠偏料辊往复运动,目的是增加纠偏范围和纠偏力度,满足现场复杂情况对物料纠偏效果的需求。
系统模拟量;控制;气动纠偏
1 设备基础环境
这套纠偏方式本着在AB系统支持下,以最小的投入达到目的,计划纠偏范围为300 mm,纠偏速度为50 mm/s,纠偏精度为正负2 mm,采用的方式为本地1756-L62通过ETHERNET连接附近的1734-AENTR,并在1734-ppd模块后增加了分别为1734-IE2V、1734-OE2C,两个模拟量模块,贝尔利C型传感器。而机械方面采用气缸61M2P08000400、比例阀MPYE-5-1/8-LF-010、机械传动结构则是气缸推动安装在直线导轨上的导开小车来实现物料移动。
2 机械原理
在未改造之前,物料导开小车有一套气动锁紧装置,它是由小车托起滑轨、纵向滑动轮、锁紧勾、锁紧气缸、气动控制件这几部分组成的。由于导开小车上的物料会出现偏向一侧或边缘不齐等现象。我们针对此种现象研发了一种C型检测头固定在设备框架上检测物料位置,而用气缸推拉在滑行轨道上的物料小车,在物料前进的过程中通过移动物料小车,通过物料小车纵向横移的动作,从而移动物料以达到纠偏目的(如图1所示)。
3 程序工作原理
首先我们构思控制方式,当2个红外线传感器检测到的物料位置不在中位时(相减值不是0),根据偏移距离由“位置控制模块”折算出一个物料反向移动的速度值,和实际速度比较。在由“速度控制模块”给出比例阀的电压,使气缸达到要求的纠偏移动速度,使物料恢复到中位,C 型传感器检测物料,气缸推动物料,比例阀控制气缸(如图2所示)。

图1 纠偏结构图

图2 控制原理
4 系统组态
由于这套纠偏装置是基于AB 系统下的拓展,所以我们只需要在附近的1734-AENTR模块下找两个空闲的模块将1734-IE2V、1734-OE2C,两个模拟量模块替换添加进去,具体方式如下:
选择远程模块,删掉空闲的模块,添加新模块(如图3所示)。

图3 系统组态
选择所需的模块, 并添加倒程序中(如图4所示)。
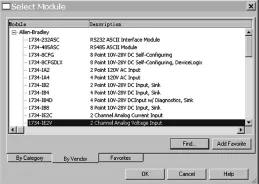
图4 系统组态
这时我们要注意的是1734-IE2V模块可以改变输入电压,由于我们使用的贝尔利IR-35-50-A型模拟量传感器输出范围是0~2.5V,我们需把“voltage range”设定为0~10V并且记住由于传感器只能输出到2.5V,也就意味着我们实际能使用的最大值是400(如图5所示)。

图5 系统组态
添加1734OE2C时我们根据气动比例阀的标准加以设置,在这里我们使用的是MPYE-5-1/8-LF-010型比例阀,它的输入部分要求的是0~10 V,在5 V时阀处于中位。在程序中,放到了100倍,即输出500表示为5 V。要注意的是“output Range”同样需要设置好输入电压,并且修改好对应的数值。

图6 系统组态
这时我们已经添加好模块,下一步要做的就是模块、传感器和执行部分的连接。
5 接配线
贝尔利C型传感器有棕蓝黑的三根线。在这次试验中我们将1号传感器棕接1734-IE2V模块的0号脚、蓝接2号脚、黑色接4号脚、2号传感器棕接1734-IE2V模块的1号脚、蓝接3号脚、黑色接5号脚,将比例阀MPYE-5-1/8-LF-010的四根线接倒1734-OE2C模块,棕接0号脚,蓝接2号脚,黑色接4号脚,白色不接。气路部分只需要把比例阀的两个出气管接到气缸上即可。
6 程序编辑
第一步,我们在Rslogix5000的框架下tasks 任务中创建周期性任务A,每100 ms执行一次。创建FBD格式的程序,并命为PIA在其中添加两个derv微分功能块,实现变量的计算功能需在参数中启用以下功能:in、bypass、enableout、out、deltat(具体如图7所示)。
然后添加两个inputreference输入点,两个onpu treference输出点,并联系到模拟量输入的物理地址上。
在图8中lk∶1∶I.Ch0Data和lk∶1∶I.Ch1Data表示2个模拟量传感器物理地址,speed_d1与speed_d2是在随后的使用的PIDE功能块的必要条件。

图7 程序标签定义

图8 程序实现
第二步,当我们得出speed_d1, speed_d2后,就可以新建另一个FBD格式的程序,并命为PIB,首先在其中添加sub减法模块,在这里Sub块的作用是检测物料在模拟量传感器的位置是否居中。
第三步,新添一个PI计算块,PI指令提供线性和非线性两种计算方法,我们在这里使用常规的算法,其中比例和增益在整个输入信号范围内保持不变,在PI功能块设置选项中需选择in,kp,higlimit,lowlimit,out功能,in脚是两个模拟量传感器相减的值,kp是比例增益,higlimit,lowlimit则是out的最大值和最小值,它计算出的结果是将要用到的PIDE功能块的必要条件。
第四步,创建一个ADD计算块,在ADD功能块设置选项中需选择SourceA,SourceB,Dest功能,将第一步得出的speed_d1与speed_d2相加,两个模拟量传感器之间的差值越大,比例阀的比值也将随之增大。
第五步,创建一个增强型 PIDE 功能块,它使用PID 算法的速度形式。增益适用于偏差或 PV数值的变化它有很多不同的输入和输出。我们在这里使用的是:
EnableIn:指令使能;
PV:过程反馈变量,标度变换之后;
SPCascade:SP远控设定值;
SPHLimit:SP设定值上限;
SPLLimit:SP设定值下限;
CVProg∶ CV手动输出值;
ProgProgReq:编程编程请求,手动到自动或者自动到手动切换时,需要置位此位;
ProgCasRatReq:编程远控请求,编程到远控切换位;
ProgManualReq:编程手动请求,编程到手动切换位;
EnableOut:使能输出;
CVEU:CVEU输出,最大值对应100%CV,最小值对应0%CV,远控/初始化请求有效模式下,CVEU作为PIDE调节控制变量,相当于PID指令的CV;
CV:CV输出,手动模式下,作为PIDE调节控制变量,相当于PID指令的CV;
SP:设定值,只作为显示;
E∶ 过程出现错误;
EPercent:以变化范围百分比表示的误差;
AUTO:自动模式显示,在自动模式下至位;
Manual:手动模式显示。
以上参数设定完毕后,指令如图9所示:

图9 PIDE指令
由于PIDE的指令标签为结构体,因此需要更改的变量如CV上下限,P、I、D参数可通过梯形图对其赋值。
第六步,连接调整参数后的PIDE指令输入各管
脚,也可用梯形图对需要的参数直接赋值(如图10所示)。

图10 PIDE指令控制
第七步,PIDE自整定,先让程序在线,点击PIDE指令,弹出如下窗口(如图11所示)。

图11 PIDE指令整定
程序在线,点击PIDE属性,弹出窗口中选择Autotune,然后点击Acquire Tag按钮,获取自整定标签,然后设置ProcessType),PV Change Limit(PV变化极限),CV Step Size (CV阶跃百分比,此值用于自整定时CV的阶跃值)。最后点击Autotune点击Start即开始自整定,整定结束,灰色部分便可选择,选择合适的PID参数,点击Set Gains in PIDE,把慢速、中速、快速响应PID参数写入PIDE指令(如图12所示)。
以上编辑步骤结束后,我们开始试验设备的动作。
在第一次在运行过程中发现气缸不能停止在某处,而是在理想状态处正负5 mm左右抖动,经过分析得出的结果为k∶1∶I.Ch0Data和lk∶1∶I.Ch1Data的值在不断地变化,相应的PIDE的PV值过程反馈变量也在不断地变化,所以我们增加了一个中间变量(如图13所示)。

图12 PIDE参数设置

图13 模拟量滤波
将k∶1∶I.Ch0Data和lk∶1∶I.Ch1Data只有变化幅度大于30的值才写入到PI计算块中,再次实验时定位时气缸精度达到正负1.5 mm左右,基本保证了纠偏的要求。
7 小结
这套气动纠偏系统在使用过程中能够达到预期目的,经济实用,结构简单,便于维护,机械改动小。纠偏力度和行程又可以通过增大比例阀流量和增大缸径,加长气缸的方法解决,解决了导开小车上物料偏移和边缘不齐的问题。
(R-03)
TQ330.493
1009-797X(2016)22-0080-04
B DOI∶10.13520/j.cnki.rpte.2016.22.025
商宗雪(1986-),女,主要从事橡塑设备电气自动化设备编程调试工作。
2016-09-12
