轮毂烘干线固定装置设计与实现
2016-11-29石林峰
石林峰
(南京理工大学 机械工程学院,南京 210094)
轮毂烘干线固定装置设计与实现
石林峰
(南京理工大学 机械工程学院,南京 210094)
现阶段,国内某些轮毂制造厂现在依旧采用铰接连接的烘干线,此类烘干线在轮毂转线过程中常常会发生剧烈晃动,对轮毂转线时轮毂的放置造成困扰。为便于开发轮毂转线机械手进行自动化轮毂转线,需要在轮毂放置过程对烘干架进行短时间固定,以满足机械手的定位需求,并保证轮毂放置过程中烘干架的平稳。针对这种情况,此项目设计了一种烘干架的短时间固定装置,并详细说明了此烘干线固定装置的原理、结构及特点,以及PLC控制系统的设计和实现过程。
PLC;烘干线;轮毂转线;固定装置
0 引言
工业4.0三大主题之一的“智能生产”强调了自动化生产的重要性。轮毂生产制造这一行业目前面临着设备老化、工人工作强度大等严峻挑战。现阶段,国内有不少轮毂生产厂商仍采用上世纪90年代建成的较为落后的生产线。此类生产线的主要特点是:造价低、稳定性不高。非常适合人力成本很低的90年代和20年代初期[1]。
图1是江苏某轮毂公司的喷粉线和烘干线的现场图(图中左侧为喷粉线,右侧为烘干线),国内轮毂生产企业多采用类似流水线,其中烘干架与其上部运动部分采用铰接固定,在运动过程中晃动幅度较大。

图1 喷粉线和烘干线现场
目前,国内相关企业大多是人工搬运转线,将轮毂从喷粉线转移到烘干线,工厂根据轮毂重量确定工位人数,小轮子需要一个人、大轮子需要两个人(轮毂较重的可达35kg),工作强度很大,对工人的体力及耐力要求很高。也有部分企业采用助力机械手进行转线,工人操纵气动助力机械手搬运轮毂,并放到指定位置。运用助力机械手可以有效降低工人的工作强度,但在放置过程中烘干架的摆动对轮毂的定位造成极大的干扰。因此在轮毂放置时对烘干架进行固定显得非常必要。
该项目的研究内容为烘干架的固定装置,将为今后的轮毂生产全自动化的研究工作做铺垫,也是其重要的组成部分。它的研究工作以江苏某车轮厂轮毂喷涂线自动化改造为背景,对自动转线装置进行设计和开发,旨在为连续运行的工业生产线的转线难题提供一个性价比较高的解决方案。它与自动喷涂机器人项目都是轮毂自动化生产的重要课题,将会对提高企业生产效率,节约人工成本做出重要贡献。对于企业面临的人口红利弱化的问题,也会得到很好的解决。
1 结构设计
现场喷粉线、烘干线之间的尺寸如图2所示。烘干架运动过程中若无外力作用,会在重力作用下保持下图右侧白色架子所在的位置,即有13°的倾斜。当烘干架上有一个轮毂时,烘干架会回复到近似竖直状态,并需要3s左右达到稳定状态。进行轮毂摆放时,需要将其固定在竖直位置,否则搬运机械手摆放轮毂时难度较大,而且摆放完成之后会引起烘干架的剧烈摆动,容易造成轮毂脱落等安全问题。
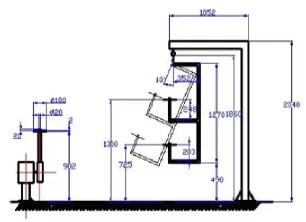
图2 喷粉线、烘干线尺寸
由于现场周围设施较多,无法安装导向杆等运动轨迹引导装置,且用导向杆会导致烘干架在运动过程中产生迟滞或瞬间摆动,对轮毂放置造成麻烦。此设备采用手爪从后部抓取,用气缸拉到竖直位置并用电磁铁固定。这样避免了对生产线本身进行改动,也考虑了周边环境,能够在较小空间内对烘干架进行定点固定。
设备结构如图3所示,由导轨、滑块、与滑块连接的抓取设备、气缸组成。其中,手爪部分由电机驱动。设备放置于电气柜上方,在电气柜靠近烘干架一侧,接近烘干架最下端位置放置一电磁铁,用于配合手爪进行烘干架的固定,实现三点固定(铰接点、手爪、电磁铁三点固定)。

图3 设备整体结构
设备的工作流程如图4所示。

图4 设备工作流程图
设备接通时先进行初始化工作,气缸完全伸出,电机转动,使得手爪张开。当光电传感器检测到烘干架即将到达时,电机带动手爪闭合,闭合完毕后气缸开始往回收缩,同时打开电气柜上的电磁铁。气缸收缩完成时手爪、电磁铁、铰接处实现对烘干架的三点固定;同时开始计时3s,这段时间留给机械手放置轮毂,3s后电磁铁失电、电机带动手爪张开、气缸伸出,烘干架离开。完成一个循环。

图5 设备的三维图和实物图
图5所示分别为设备的SolidWorks三维图和实物图,设备从上到下依次为:步进电机、垫块、上板、上轴承座、防松螺母、齿轮、手爪基座、下轴承座、底板、滑块及导轨。
为确保手爪的转动角度不会超出允许范围,确保设备运转的安全性,本文此设备对电机转动角度在程序和传感器方面分别进行了控制。
程序中对发给电机驱动器的脉冲进行控制,使得手爪单次张开和闭合角度小于100°。
硬件部分采用了微动开关和霍尔接近开关,一般而言,此类角度控制还可以采用角度传感器、电位器和角度编码器。但在手爪的角度控制过程中对精度要求不高,再结合成本考虑,选择微动开关作为手爪张开的限位,若两边手爪中有一个或同时触碰到限位开关,则手爪停止张开;选择霍尔接近开关作为手爪闭合限位,霍尔接近开关对应的磁铁固定到手爪基座的后侧,如图6所示,分别为固定后的SolidWorks装配图、手爪基座的零件图和实物图,在后板上安装霍尔接近开关主体部分,当手爪闭合到指定位置时,霍尔接近开关会传出信号到PLC,电机停止转动。

图6 霍尔接近开关磁铁固定处
2 计算及校核
需要计算的部分是步进电机扭矩。需要校核的是齿轮和手爪所在轴的强度。以此选择轴、气缸和步进电机。
2.1轴校核计算
本项目中采用单直线导轨、单滑块。根据厂家提供的资料,摩擦系数上限约为0.08~0.1。为保证驱动力足够,选取摩擦系数上限0.1作为此处设计用的摩擦系数µ,并取n1=1.5作为安全系数。
经实物测量,导轨需要承受的重量约为m1=15,烘干架重量约为m2=10kg。
则需要克服滑块与导轨之间的摩擦力为:

当烘干架被拉倒竖直位置时,手爪对烘干架拉力最大,根据力矩平衡公式,手爪对烘干架的拉力F2与烘干架重力G之间关系如下:

其中,烘干架重心无法确定,取距离铰接点最远处为重心,此处造成的力矩最大,在此情况下手爪对烘干架的拉力也最大。
可以计算出手爪对烘干架的拉力:

轴所需承受的拉力为:F3=F2,产生的主要是外力对轴与轴承固定处的造成的弯矩,对轴心的扭矩很小,几乎可以忽略不计。
手爪基座中心所在位置高度相对于轴承上表面为d2=0.033m,取n2=1.5作安全系数,则外力对轴作用的弯矩为:

取n3=2作安全系数,则45钢的弯曲许用应力为:

则剪切应力为:
其中:S=π×D2/4,则可计算出D≥1.39mm。
弯曲应力为:
其中:
T1为横截面的弯矩,T1=1.9Nm;
Y表示横截面上该点到中性轴的距离,y=D/2;
Iz表示横截面对中性轴的惯性矩,Iz=π*D4/64;
则可计算出D≥4.78mm;
则对应最小轴径为:D≥4.78mm,本项目选取轴径为15mm,完全符合要求。
2.2气缸选择:
根据轴计算部分可以得到,气缸需要提供的拉力有两部分:克服导轨的摩擦力F1和拉动烘干架的拉力F2。
则气缸需要提供的力为:

考虑1.5的安全系数,则需要提供拉力为91.25N。
手爪位置距抓取点距离d=198.5mm。则气缸所需行程至少为198.5mm(手爪收缩距离)根据气缸资料,最接近198.5且大于198.5的是200mm行程的。
综上,选择亚德客标准气缸系列SI 63 x 200。空气压力为0.2MPa时,拉侧力为329.8N,押侧力为392.6N。
2.3电机选择:
设备中采用的是步进电机,此处须计算步进电机需要提供的转矩。图7是手爪插件和转动手爪的基座的装配图。

图7 手爪基座和插件的装配图
用SolidWorks中的质量属性对其进行计算,得到结果如图8所示。

图8 手爪的质量属性计算结果
图8中,Iz的惯性主矩的输出坐标是手爪的重心。根据转动惯量的平行移轴公式,可以得到:

则每个手爪相对于所对应的轴的转动惯量为:

手爪需要转过的角度为π/2,需要的时间为1秒,其中半秒匀速,前1/4秒加速,最后1/4秒减速。则,加速度为:(2*PI)/s2。
则每个手爪需要的扭矩为:0.015309N.m。
则两个手爪需要的扭矩为:0.015309N.m×2=0.030619N.m。
取安全系数为2,则需要选择的电机转矩为0.061238N.m。
根据实验室现有器材,选择一扭矩为1N.m的步进电机,完全符合转矩要求。
3 电气回路部分
3.1PLC控制设计
可编程逻辑控制器(PLC)是一种专门为工业应用而设计的进行数字运算操作的电子控制装置。由于其具有可靠性高、抗干扰能力强;配套齐全、功能完善、适用性强;编程简单;系统的设计、建造工作量小,维护方便,容易改造;体积小,重量轻,能耗低;人机交互界面友好等特性而广泛用于工业控制系统[4]。本文选用西门子S7-200系列PLC对设备进行控制。信号输入端有四个,分别为:光电开关、2个微动开关和霍尔接近开关。
其中,光电开关是用来检测烘干架的到达,2个微动开关用来判断手爪是否到达张开位置,霍尔接近开关是用来判断手爪是否到达闭合位置。
信号输出端输出给三部分:步进电机(用来控制脉冲和电机正反转)、三位五通电磁阀(控制气缸活塞的伸缩)、电磁阀(用来控制电磁铁的开启和关闭)。
PLC接线图如图9所示。
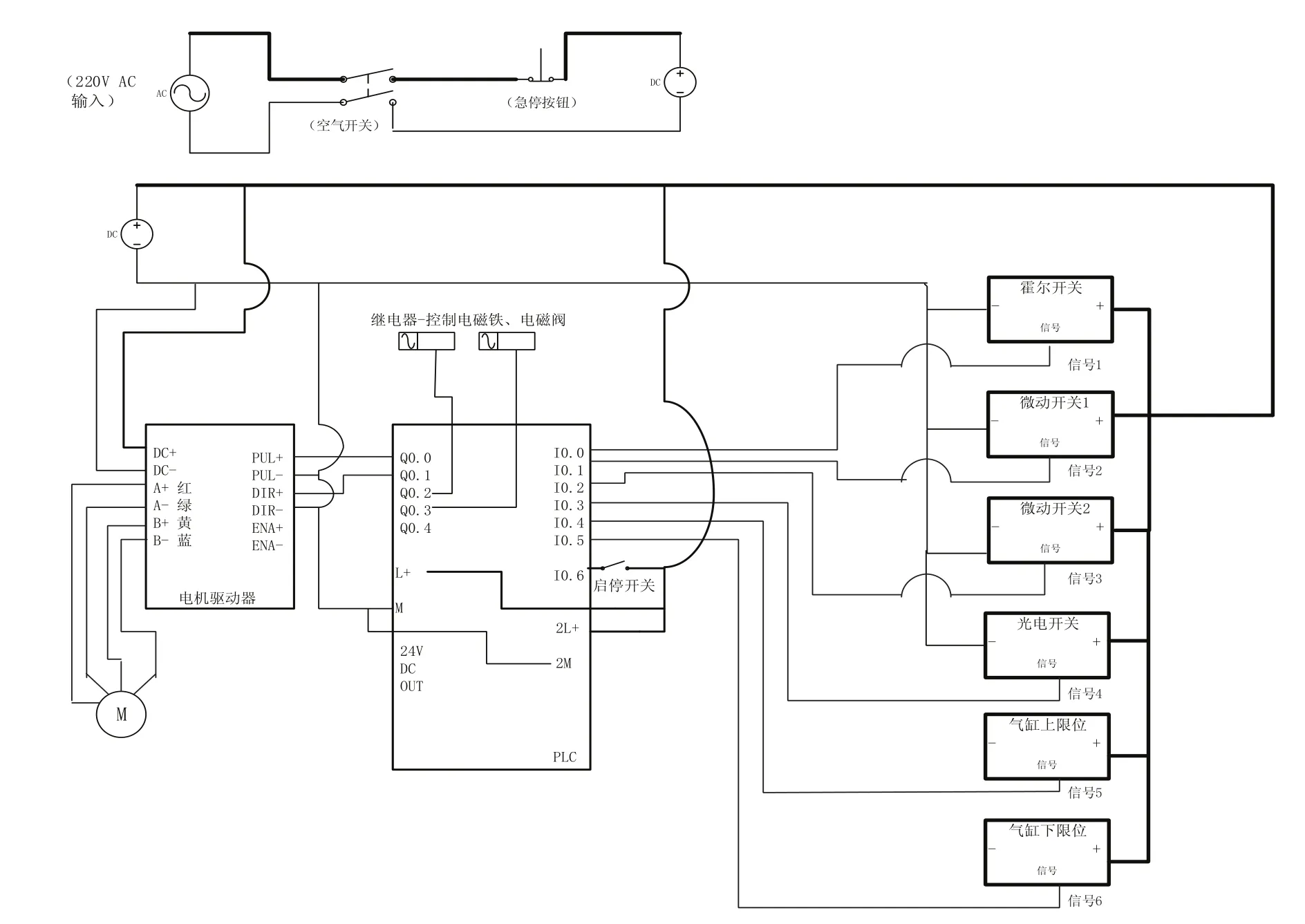
图9 PLC接线图
3.2气路控制设计
如图10所示,气路部分由气源提供压缩空气,经过气源三联件到达三位五通阀电磁阀,再通过两个单向节流阀,最终到达气缸。
初始状态时,电磁阀的左端处于接通状态,使气缸左侧得到压缩空气,气缸活塞伸出。
手爪闭合后,电磁阀的右端处于接通状态,使气缸右侧得到压缩空气,气缸活塞缩回。

图10 气路图
其中气源三联件包括过滤器、减压阀和油雾器。过滤器用于清洁气源,可过滤压缩空气中的水份,避免水份随气体进入装置。减压阀可对气源进行稳压,使气源处于恒定状态,可减小因气源气压突变时对阀门或执行器等硬件的损伤。油雾器可对机体运动部件进行润滑,可以对不方便加润滑油的部件进行润滑,大大延长机体的使用寿命[5]。
两个单向节流阀可以防止气缸的出气端出气速度太快,从而避免气缸活塞与外壳的冲击,可以增加气缸寿命、减少工作噪音。
4 结论
轮毂在喷粉线和烘干线之间转线工作强度大,在对其进行自动化改造中,烘干架的固定是非常重要的一部分。
本文中的设备用电机带动手爪抓取烘干架,用气缸拉动,再用电磁铁吸附,实现手爪、电磁铁、铰接点三点固定,可以在较短时间内让烘干架处于稳定状态,方便轮毂的摆放。
[1] 王巨光.中国铝合金轮毂生产自动化势在必行[J].2012,40(4).
[2] 濮良贵.机械设计[M].8版.高等教育出版社,2006.
[3] 单辉祖.材料力学教程[M].国防工业出版社,1982,156.
[4] 张桂苓.浅谈现代PLC的优势特点[J].自动化博览,2003,2:66-67.
[5] 潘敏辉.气动三联件组件的工作原理及主要性能指标[J].广西轻工业,2011,09:76-77.
Design and implementation of hub drying line fixing device
SHI Lin-feng
TP23
B
1009-0134(2016)02-0147-05
2015-12-09
石林峰(1991 -),男,江苏南通人,硕士,研究方向为机械设计与控制。