铁水预处理喷粉枪生产实践
2014-12-30供稿米玉德李彦萍MIYudeLIYanping
供稿|米玉德, 李彦萍 / MI Yu-de, LI Yan-ping
铁水预处理的主要任务是减轻转炉炼钢及精炼的负担,将进入铁水预处理站的铁水按钢种(规程)要求将铁水终点硫处理到规定数值以下。处理合格的铁水进入转炉进行下一步的冶炼。
铁水预处理脱硫采用钝化镁粉及脱硫粉剂联合喷吹的方法。脱硫粉剂在喷吹过程中起到载体、保护的作用,喷粉枪是粉剂运输的重要耐材之一,提高喷粉枪寿命、降低喷粉枪单耗是降低铁水预处理成本的关键措施之一。
对2013年生产实际情况进行统计,共使用喷粉枪468支,平均寿命达到75次/支,较去年同期提高3次/支。
针对喷粉枪使用特点,喷粉枪降耗从原料验收、侵蚀部位处理、缩短铁水包内停留时间,调整工艺参数减少喷吹量等几方面进行分析。
生产实际分析
喷粉枪使用条件
喷粉枪在铁水预处理站正常生产条件下喷吹过程工艺参数见表1。

表1 铁水预处理喷吹过程工艺参数
目前7个铁水预处理站,均采用同一规格型号喷粉枪,因各站装备存在差异,因此喷吹过程参数也存在一定调整。
喷粉枪耐材组成
喷粉枪作业环境为高温铁水,且不同部位侵蚀状况差异较大,因此对喷粉枪的各部位耐材要求也不尽相同,喷粉枪的耐材主要组成成分见表2。

表2 喷粉枪耐材组成成分
2013年进入铁水预处理站铁水温度≥1300℃的炉次达到92.17%,平均铁水温度为1343℃,比投产初期提高40~60 ℃。
喷粉枪使用情况分析
2012年喷粉枪使用情况
从表3看出2012年每支喷粉枪平均寿命为72次,不同铁水预处理站存在很大差异。通过现场观察,站间差异主要跟处理钢种相关,喷粉枪报废主要原因是堵枪、断裂、弯曲、老化等。

表32012年喷粉枪寿命
喷粉枪报废原因分析
图1为铁水预处理喷粉枪报废分类归纳。
从图1看出,42.1%的喷粉枪因出现各种漏点报废,24.2%的喷粉枪因渣线断裂报废,21.7%的喷粉枪因达到报废标准报废,12.0%的喷粉枪由于弯曲严重无法下枪报废。
整改措施
从喷粉枪报废结果看,出现各种漏点、断裂、弯曲是喷粉枪报废的主要原因,占总量的78.3%。针对其特点,制定相应整改措施。
◆喷粉枪验收
设置专人进行喷粉枪验收管理,按《铁水预处理用喷枪供货技术协议》对厂家进行考核把关,根据产量预报使用数量,督促厂家合理安排打制喷粉枪时机,保证养生时间,杜绝问题喷粉枪进入现场。

图1 铁水预处理喷粉枪报废分类图
◆ 喷出时间控制
掌握冶炼钢种周期,明确处理钢种,避免过吹现象。喷吹过程密切关注入站铁水温度、喷吹参数等,出现异常波动及时调整参数或提枪,避免因喷吹时间过长造成对喷枪寿命的影响。
◆喷粉枪修补
为提高喷粉枪使用寿命,对喷粉枪侵蚀严重部位进行适当修补。
喷粉枪侵蚀较重部位一是渣线处、另外是浸入铁水部分。在喷吹间隙时间对这几处进行修补,利用喷粉枪的余热,加固修补料的烧结附着,达到较好效果。
修补料以少量、均匀为依据,确保修补质量。
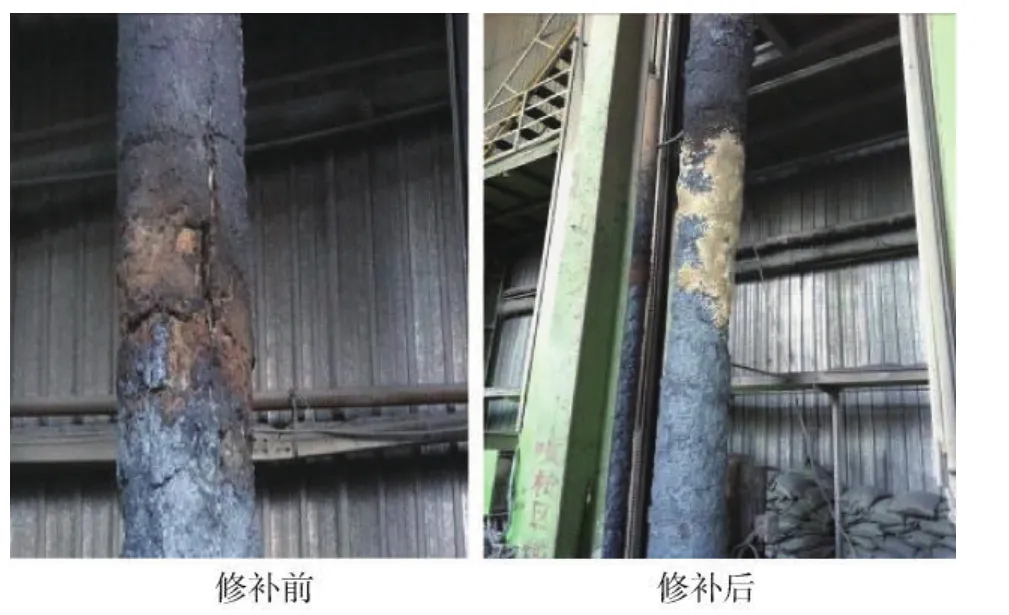
图2 铁水预处理喷粉枪修补前后对比图
2013年喷粉枪使用情况
通过上述措施的有效实施,2013年,每支喷粉枪平均寿命达到75次,较2012年同期提高3次,完成考核目标。
结束语
通过对喷粉枪的分析研究,为保证预处理喷粉枪实际使用效果,稳定操作,应重点做好以下几方面工作。
(1) 保证入厂喷粉枪质量,稳定使用效果。
(2) 建立喷粉枪台账,掌握喷粉枪动态使用状况。
(3) 合理组织生产,确立合适喷吹数值。 掌握入站铁水温度,稳定喷吹操作,缩短喷吹时间。
(4) 严格规范补枪时机和部位,提高喷粉枪寿命。

抢筑炉台 摄影:俞跃生
[1] 王雅贞, 李承祚. 转炉炼钢问答. 北京: 冶金工业出版社, 2003: 218