MIG电弧钎焊在汽车车身门盖上的应用
2016-11-28黄丹
黄丹
(上汽通用五菱汽车股份有限公司,广西柳州545007)
MIG电弧钎焊在汽车车身门盖上的应用
黄丹
(上汽通用五菱汽车股份有限公司,广西柳州545007)
针对M I G电弧钎焊的原理及特点进行分析,并将该焊接方式运用到汽车车身的门盖上。介绍了焊接所采用的焊接方法、焊接电源、焊接工艺参数。
M I G电弧钎焊;焊接性;焊接工艺
随着汽车市场的日益饱和,客户对汽车的要求不仅表现在性能上,也表现在对汽车的外观方面。汽车车身的门盖件大多数都采用一体成型的结构,为了满足客户快速的更新换代产品的需求,同时要做到“低成本、高价值”,因此对于能够提高材料利用率、便于产品改型的分体式车身门盖逐步得到推广应用。分体式的门盖件都是采用搭接的焊接结构方式,不管是采用何种焊接方式,都会有一道焊缝会影响到外观质量,因此对于焊接的工艺提出了很高的要求。
门盖件的料厚比较薄,一般为0.7~0.9 mm,料厚比较薄,刚性差,容易变形,但是以此同时这些焊点又是外观可视焊点,因此对焊接工艺方法提出更高的要求。除了电阻点焊,汽车制造中最常用的便是以成本低、效率高著称的CO2气体保护焊。但是CO2气体保护焊为了达到高效率,一般都是采用大电流快速焊,导致因焊接热输入大而使焊接变形大。采用的是富氧的保护气体,焊接飞溅严重,需要进行焊渣清除,增加劳动工作量。同时焊接时母材和焊丝同时熔化,焊缝余高比较高,需要对焊缝进行二次打磨,因此CO2气体保护焊难以满足客户的静态感知质量的要求。为了达到静态感知质量的要求,同时又能满足产品的强度要求,需要采用的是一种不熔化母材,但又能熔化填充材料来填充母材的对接间隙,因此选用的是MIG电弧钎焊的焊接工艺。
1 MIG电弧钎焊的原理和特点
MIG电弧钎焊是利用氩气作为保护气体,通过熔化特制的钎焊焊丝作为电极,在焊丝与工件间形成电弧,焊丝的连续送进并熔化,同时浸湿母材并形成钎焊的焊接接头,从而实现将母材连接起来一种新型的焊接工艺。
与普通脉冲MIG焊方法相比,MIG电弧钎焊有以下特点:(1)填充的焊丝为钎焊焊丝,使用了焊丝的低熔点及焊接时的低热量输入的焊接特性,小电流下母材基本不熔化,同时熔化的焊丝流动性好,可以自动的填充母材的焊接接头;(2)由于焊接热输入量低,工件的热影响区得到降低,同时背面母材的也不易受到影响,也不易产生烧穿等焊接缺陷,从而比较容易的实现单面焊双面成形;(3)对于镀层钢板而言,MIG电弧钎焊特有的去除氧化膜作用,带电粒子的冲击活化作用,克服钎剂对母材的腐蚀副作用,无须进行焊后处理;(4)可以使用不同的钎焊焊丝来实现异种金属之间的连接,如铜与钢、铜与不锈钢、普通钢与特种钢等等[1]。
2 MIG电弧钎焊在汽车车身门盖上的应用
2.1 车门的结构形式
为了提高材料的利用率,同时降低投资成本,门内板和窗框采用的是分开进行冲压成型的结构形式。玻璃卡槽、胶条卡槽可一体辊压成型,然后通过焊接的形式将两者进行拼接成一个整体,产品结构如图1所示。采用该种车身门盖件的结构形式,在后续产品的更新换代时,只需要单独对内板或者是上部的辊压窗口进行局部改造,就可以实现产品的快速迭代。

图1 分体式车身门盖的结构图
对于门内板与窗框的搭接处采用MIG电弧钎焊的焊接工艺进行连接,以达到产品的要求。
2.2 焊接材料的选择
适用于MIG电弧钎焊焊接车身薄板结构的铜基焊丝有很多种,包括CuSi3、CuAl8、CuSiMn、CuAl8Ni、CuSn、CuSn6等。但在实际工作中,比较常用的是硅青铜焊丝CuSi3(焊丝牌号:S211)。该焊丝的熔点为1 027℃,焊丝直径有φ0.8 mm和φ1.0 mm两种规格,该焊丝熔敷金属的表面张力小,硅含量高,熔池的流动性好,湿润性强,便于焊缝的填充,不易形成气孔、未溶合、裂缝、咬边等焊接缺陷。同时焊缝的硬度低,外观呈现凹型,熔合区过渡平滑,焊缝平整美观,易于打磨抛光[2]。
根据工件的母材成分主要是碳钢,工件比较薄,同时接头的间隙小,而且焊缝是外观可视件,需要较高的外观质量要求,因此选用的是硅含量高的CuSi3焊丝,焊丝直径φ1.0 mm.
2.3 焊接设备的选择
焊接电源采用的是奥地利Fronius公司研制具有冷金属过渡技术CMT(ColdMetalTransfer)的MIG焊机,焊机型号为TPS2700CMT,由于其热输入量比普通的MIG/MAG焊要低,因而命名为Cold.
CMT冷金属过渡技术是改变现有的短路过渡形式,焊丝在往前输送的过程中,焊丝熔化形成熔滴短路过渡的瞬间,送丝速度倒转过来,焊丝往回抽形成开路。当下一个开路形成后,焊丝又住前送,熔滴过渡重新开始。整个过程,焊丝的送丝速度、前进/回抽运动完全取决于熔滴过渡过程,而不需要事先进行时间上的设定。由于焊丝的回抽动作根据熔滴的过渡相辅相成,因而确保得了焊丝的运动的平均频率为70 Hz(见图2)。
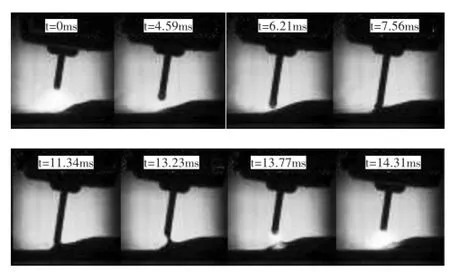
图2 CM T技术的原理,焊接过程送丝前进和回抽
该焊接设备是通过电源加热送进的焊丝熔化,接触到母材的瞬间将焊丝往回抽取来促进熔滴的过渡,因此短路过渡的电流低,热输入量也随之降低,避免了普通短路过渡时数字化协调来实现送丝与熔滴过渡,这种过渡形式可以避免普通短路过渡时熔滴爆断产生大量的飞溅,真正做到无飞溅起弧和焊接。
该机同样具有微电脑波形控制功能,可实现10种焊接参数的存储和调用功能,一旦焊接参数已经优化设置好,则焊接过程就可很好地重复实现,降低了对操作人员的熟练度要求[3]。
2.4 M I G电弧钎焊的焊接工艺
车身门盖件的内板(δ=0.7 mm)和窗框(δ=0.8 mm)的车身薄板搭接接头的点焊焊缝,采用的是硅青铜MIG电弧钎焊,焊丝牌号为S211,焊丝直径为φ1.0 mm,焊丝干伸长12 mm,I=125~135 A,U=11 ~13 V,V=40~50 cm/min,采用的是99.99%的纯氩气保护,气体流量15 L/min.焊缝成形美观,焊后车身门盖无变形;焊缝熔敷金属硬度很低,便于打磨抛光,满足车身外观的质量技术要求。
MIG电弧钎焊是采用低熔点的铜基焊丝,在惰性气体—氩气的保护下,焊接电弧稳定,同时母材不熔化,焊接热输入量大约每单位长度减少约20%,焊接变形小,同时MIG电弧钎焊具有良好的间隙容忍性和搭接能力,焊接时几乎无飞溅,焊接接头强度高。由于门盖内板和辊压窗框这两个搭接零件在前期已经进行过电阻点焊,零件强度基本上可以保证,因此可以选择MIG电弧钎焊的方法。MIG电弧钎焊的低电流焊接既能保证零件变形相对较小,又能保证焊缝质量及工作效率。同时该种焊接方式对于焊缝表面的清洁度要求不高,焊接效率通过调整焊接参数可以实现超过普通CO2气体保护焊,达到100 cm/min,但是焊接质量仍然满足要求。
采用MIG电弧钎焊工艺焊接后的焊缝成形美观,焊点圆润,同时在焊接过程中无飞溅,焊后不需要进行清渣和打磨。同时由于热量低,热影响区小,焊缝背面不受到影响。经过MIG电弧钎焊工艺进行焊接的产品,静态感知质量高,得到客户的满意。
3 结束语
通过对车身门盖结构形式及MIG电弧钎焊的原理和特点进行分析,将其应用到汽车车身门盖件上,本文从焊丝牌号和焊丝直径的选取,以及焊接电源的型号的选取,焊接工艺参数的规范(主要是焊接电流、焊接电压、气体流量、焊接速度)的制定进行阐述,将MIG电弧钎焊广泛应用到汽车的车身门盖件上,对于实现产品的快速迭代具有重要的意义。
[1]林三宝,宋建岭.电弧钎焊技术的应用与发展[J].焊接,2007,(4):19-21,36.
[2]黄顺义,王玉松,张卫东.MIG电弧钎焊工艺在镀层板材焊接中的应用[J].焊接俞切割,2003,(12):3.
[3]杨修荣.超薄板的CMT冷金属过渡技术[J].焊接,2005,(12):52.
Application of MIG Arc Brazing in Automobile Body Door Cover
HUANG Dan
(SAIC GM Wuling Automobile Limited by Share Ltd.,Liuzhou Guangxi 545007)
In this paper,the principle and characteristics of MIG arc brazing were analyzed,and the welding method was applied to the door cover of the automobile body. The welding method,welding power source,welding process parameters are introduced in detail.
MIG arc brazing;welding;welding process
T G454
B
1672-545X(2016)09-0147-02
2016-06-22
黄丹(1984-),女,广西柳州人,本科,工程师,研究方向:车身焊接工艺规划。
