钝边角度对直缝埋弧焊管的影响
2016-11-21王立柱
王立柱
(巨龙直缝埋弧焊管有限公司,河北 青县 062658)
钝边角度对直缝埋弧焊管的影响
王立柱
(巨龙直缝埋弧焊管有限公司,河北 青县 062658)
分析了直缝埋弧焊管合缝时的坡口形态,总结出钝边角度不合适是导致钝边合缝不严的根本原因;并给出钝边角度的计算公式,同时阐述了“噘嘴”对钝边合缝的影响,并就如何防止钝边合缝不严给出建议。分析认为:通过选择合适的钝边角度、适当调整“噘嘴”值和坡口尺寸,可改善预焊合缝不严的情况,使内焊产生气孔、烧穿的缺陷比例降低至5%以下。
直缝埋弧焊管;预焊;合缝不严;钝边角度;“噘嘴”;坡口尺寸
直缝埋弧焊管的制造方法是将单张钢板按一定曲率半径进行弯曲成型[1],再将两侧板边对焊而成。为满足焊缝自动跟踪并保证焊接质量,焊接工艺采用X型带钝边的坡口,坡口由铣边机加工完成。铣边机对原料钢板的两个纵向板边同时进行坡口铣削,确保铣削后钢板宽度达到工艺预先设定宽度,两个纵向板边达到完全平直且互相平行,同时板边的坡口尺寸和形状符合工艺要求,为后续的成型和焊接等工序做准备[2]。用钢板生产直缝埋弧焊管时,为了在保证圆度的情况下钝边贴合良好,要对钝边加工出适当的角度。当钝边角度不合适时,会出现合缝不严,钝边处产生V型开口,导致预焊时产生烧穿,内焊时产生烧穿、气孔或焊偏等缺陷,影响直缝埋弧焊管的质量及生产效率。
1 生产中的问题
案例1:在生产Ф1 016 mm×21 mm直缝埋弧焊管时,钝边角度为2°,焊接质量较好。但在使用相同焊接工艺生产Ф508mm×21 mm直缝埋弧焊管时,预焊时合缝不严,烧穿较多;将钝边角度改为4°后,预焊时不再产生烧穿。
案例2:在生产Ф711mm×8.8 mm直缝埋弧焊管时,钝边角度为4°,预焊时合缝不严,烧穿较多,内焊过程中易产生焊偏和烧穿;将钝边角度改为2°,预焊时不再产生烧穿。
案例3:在生产Ф508 mm×11 mm直缝埋弧焊管时,钝边角度为2°,预焊时合缝不严,烧穿较多;将钝边角度改为4°,也没有好转,后将预弯“噘嘴”值调整至2~3mm,预焊时不再产生烧穿。
2 原因分析
直缝埋弧焊管开口与合缝如图1所示,长度为L、厚度为T的钢板,卷成直径为D的直缝埋弧焊管后,由于内圈周长要小于外圈,当内圈板边顶点接触后,外圈有一个V型开口。

图1 直缝埋弧焊管开口与合缝示意
直缝埋弧焊管合缝时,当开口外圆顶点A1、A2沿圆周方向移动重合到A点时,内圆顶点B将沿圆周移动到B1、B2点,为保证两侧板边在直缝埋弧焊管处于理想圆形状态下贴合良好,需将板边多余的部分切除,图1中点B、B1、A1和点B、B2、A2所围成的图形即为应切除的部分,∠BOB1所对应的角度α即为钝边需要加工出的角度。
在不考虑成型后钢板上下表面延展的差异时,α的计算公式为:360°。化简后得:α=T/D×360°。
铣边坡口如图2所示,在直缝埋弧焊管的生产中,由于有内外坡口的存在,合缝时相接触的只有钝边部分;因此,只需在钝边上加工一定角度即可。
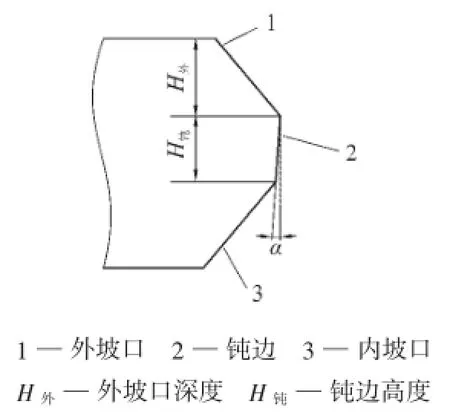
图2 铣边坡口示意
考虑到扩径率η对管径的影响,生产直缝埋弧焊管时所需钝边角度α可用公式(1)计算:
α=H钝/[D(1-η)-2H外]×360°(1)
用公式(1)计算出的生产不同直径埋弧焊管时(前面几个案例)钝边角度的理论值见表1。
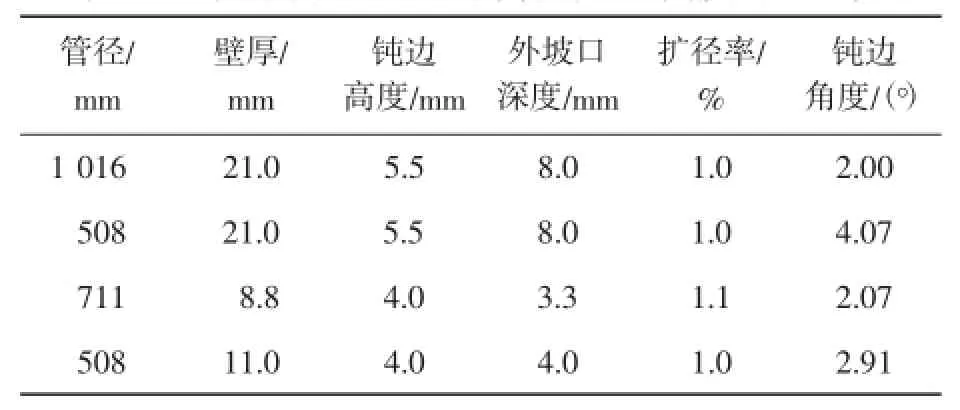
表1 生产不同直缝埋弧焊管时钝边角度的理论值
由公式(1)可知,钝边角度大小与管径、扩径率、钝边高度、外坡口深度有关;扩径率η一般为0.8%~1.5%[3],对钝边角度的影响较小,而管径和钝边高度对其影响较大。管径是按管线标准要求确定的,可调量很小。钝边高度是根据直缝埋弧焊管壁厚及焊接参数的大小选择,在焊接参数一定时,钝边高度过大,焊缝可能产生未焊透;钝边高度过小,焊缝可能产生烧穿[4-7]。因此,钝边高度的大小要结合其他焊接参数共同确定。
不同钝边角度合缝如图3所示。图3(a)中钝边角度合适,直缝埋弧焊管合缝后两侧钝边贴合在一起,间隙很小;图3(b)中钝边角度偏小,直缝埋弧焊管合缝后钝边有一个向外的V型开口;图3(c)中钝边角度偏大,直缝埋弧焊管合缝后钝边有一个向内的V型开口。
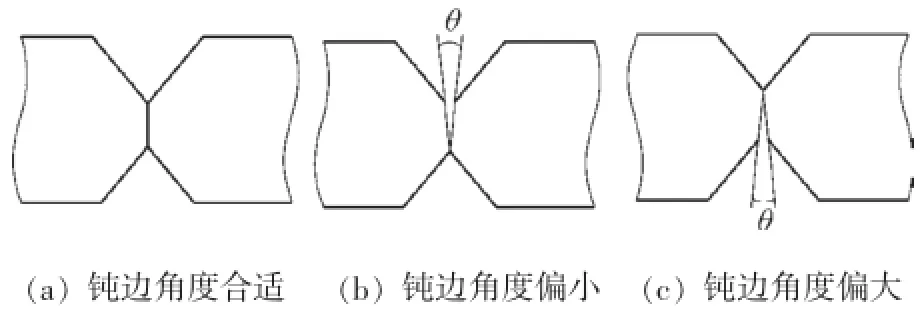
图3 不同钝边角度合缝示意
直缝埋弧焊管预焊时采用的是不用衬垫的悬空焊,为防止液态金属从间隙中流失或引起烧穿,悬空焊要求焊件在装配时不留间隙或间隙很小[8]。如果直缝埋弧焊管合缝后钝边不能贴合在一起,就相当于有一个尺寸逐渐变化的坡口间隙,坡口间隙过大时易产生烧穿[9]。在案例1中,Ф1 016 mm× 21 mm直缝埋弧焊管用公式(1)计算出钝边角度为2.00°,使用2°钝边角度合适;Ф508 mm×21mm直缝埋弧焊管用公式(1)计算出钝边角度为4.07°,使用2°钝边角度偏小,更换为4°钝边角度合适。在案例2中,Ф711mm×8.8 mm直缝埋弧焊管用公式(1)计算出钝边角度为2.07°,使用4°钝边角度偏大,更换为2°钝边角度合适。在更换成适当的钝边角度后,案例1和案例2预焊烧穿问题都得到解决。在案例3中,Ф508mm×11mm直缝埋弧焊管用公式(1)计算出钝边角度为2.91°,由于目前钝边角度只有2°和4°两种,使用2°钝边角度偏小,使用4°钝边角度偏大,使用这两种钝边角度都存在预焊烧穿问题,通过调整直缝埋弧焊管“噘嘴”后烧穿问题得到解决。
“噘嘴”是直缝埋弧焊管成型工艺或制造操作造成直缝埋弧焊管实际轮廓相对于直缝埋弧焊管正常圆柱轮廓的几何尺寸偏离[10-11]。“噘嘴”对钝边合缝的影响如图4所示,实线部分是钝边未贴合时的理论圆,虚线部分是钝边贴合到一起后的直缝埋弧焊管轮廓,h是“噘嘴”值,图4(a)是钝边角度偏大时“外噘嘴”对钝边的影响,图4(b)是钝边角度偏小时“内噘嘴”对钝边的影响。

图4 “噘嘴”对钝边合缝的影响示意
由图4(a)推算钝边角度变化量Δα与“外噘嘴”值之间的关系可用公式(2)表示:
Δα=h/[D(1-η)-2H外]×180°(2)
由图4(b)推算钝边角度变化量与“内噘嘴”值之间的关系可用公式(3)表示:
Δα=h/[D(1-η)-2H钝-2H外]×180°(3)
由公式(2)~(3)可知:钝边角度变化与“噘嘴”值大小成正比,与管径大小成反比。通过调整“噘嘴”可以改变钝边合缝情况,但是“噘嘴”太大,会破坏管线结构的连续性,造成应力集中,降低了焊缝的承载能力[12],扩径时可能会产生裂纹[13-14]。因此,通过改变“噘嘴”调整钝边角度也有一定的限制。
3 解决措施
钝边角度的大小对直缝埋弧焊管合缝质量及焊接质量有很大影响。钝边角度不合适,会导致焊接过程中产生烧穿、气孔[15]、焊偏等缺陷;选择适当的钝边角度,是减少焊接缺陷、保证焊接质量、提高生产效率的基本条件。
在直缝埋弧焊管生产中可以通过以下措施对钝边合缝情况进行改进:
(1)在制定生产工艺时,根据计算出的理论值选择合适钝边角度;
(2)没有合适的钝边角度时,选择与理论值最接近的钝边角度;
(3)更换钝边角度;
(4)适量调整直缝埋弧焊管“噘嘴”值;
(5)适当调整坡口尺寸。
在生产中采取上述措施后,预焊合缝情况得到明显改善,内焊产生气孔、烧穿,缺陷比例减少至5%以下。
4 结 语
直缝埋弧焊管钝边角度如果不合适,预焊时会产生合缝不严,影响预焊及后续的内焊质量。为减小钝边角度的影响,在制定直缝埋弧焊管生产工艺时,当焊接坡口的尺寸确定后,通过公式(1)计算出所需钝边角度的理论值,然后选择与之相近的钝边角度。当实际选择的钝边角度与理论值相差较大时,可通过调整坡口尺寸或“噘嘴”值来减小钝边角度的影响,并通过公式(2)~(3)推算出所需“噘嘴”值的大小,在“噘嘴”值不超过工艺允许的范围内保证钝边合缝质量,从而保证直缝埋弧焊管的焊接质量。
[1]李延丰,邓璐,田廓.一种中小直径直缝埋弧焊管的制造方法[J].钢管,2013,42(4):37-39.
[2]王宏勇.铣边机铣削效率的研究[J].江汉石油科技,2012,22(2):58-59,27.
[3]张远生,王占理,王晨,等.大直径焊管生产用扩径机简介[J].钢管,2000,29(6):40-42.
[4]王亚男.常见焊接接头缺陷分析[J].科技风,2011(6):144.
[5]张新洪,焦春鹏,王广智.焊接中常见的缺陷及预防措施[J].科技视界,2014(8):78.
[6]何有方.常见焊接缺陷的成因和预防措施[J].黑龙江科技信息,2014(5):56.
[7]李东,刘庆才.直缝焊管预焊缺陷对埋弧焊质量的影响及控制[J].焊管,2007,30(4):79-82.
[8]姜焕中.电弧焊及电渣焊[M].北京:机械工业出版社,1988.
[9]付晓红,姚海滨.常见工业管道焊接缺陷的分析及预防措施[J].聚氯乙烯,2000(1):49-52.
[10]API标准翻译出版委员会.APISpec 5L—2012管线直缝埋弧焊管规范[S].45版.北京:石油工业标准化研究所,2012.
[11]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 9711—2011石油天然气工业管线输送系统用直缝埋弧焊管[S].北京:中国标准出版社,2011.
[12]孟邹清.含缺陷压力管道承载能力分析[D].北京:北京化工大学,2006.
[13]李延丰,孙奇.JCOE直缝埋弧焊钢管生产线的研发和应用[J].焊管,2004,27(6):48-53.
[14]杨文涛.X80直缝焊管机械扩径有限元分析[D].石家庄:河北科技大学,2011.
[15]王立柱,魏旭,张婷婷,等.直缝埋弧焊管焊缝CO气孔产生的原因[J].焊管,2015,38(2):64-67.
●简讯
安徽天大石油管材股份有限公司成功开发出高韧性结构管[发布日期:2016-05-20]安徽天大石油管材股份有限公司开发的Φ219 mm×18.26mm S460NLH高韧性结构管顺利通过-50℃冲击试验测试,标志着该公司高韧性结构管开发取得成功。至此,该公司已具备生产BSEN 10210-1∶2006《非合金及细晶粒结构钢热成型结构管(空心材)第1部分:交货技术条件》标准中S420NH、S420NLH、S460NH、S460NLH系列高强度、高韧性、具有优良焊接性能的低温结构钢管的能力。
(摘自:安徽天大石油管材股份有限公司网站)
衡阳华菱钢管有限公司首次批量生产汽车车轴用Φ150 mm×150 mm×14 mm热轧方管[发布日期:2016-04-28]2016年4月27日,衡阳华菱钢管有限公司Φ340 mm限动芯棒连轧管机组成功实现汽车车轴用Φ150 mm×150 mm×14mm热轧方管的批量生产,其材质为Q345、20Mn2。(衡阳华菱钢管有限公司许莹)
本钢集团北营铸管公司成功批量生产DN2600大直径球墨铸铁管[发布日期:2016-03-04]日前,本钢集团北营铸管公司生产的首批20支DN2600大直径球墨铸铁管成功下线。此次批量生产的铸管公称直径为2 600mm,单支长度6m、质量达11.209 t。产品将主要用于市政、工矿企业给水、输气、输油等领域。
(摘自:本溪日报)
天津钢管集团股份有限公司成功研发第二代直连型特殊螺纹并完成首次供货[发布日期:2016-04-14]天津钢管集团股份有限公司第二代直连型特殊螺纹TP-FJ/II研发成功,并顺利通过相关特殊螺纹评价试验。目前,该公司已顺利完成乌兹别克斯坦某公司订单的首批供货。(天津钢管集团股份有限公司周晓锋)
新兴铸管股份有限公司球墨铸铁管产品成功进入泰国市场[发布日期:2016-05-18]新兴铸管股份有限公司成功取得泰国省会水务局12.5 km DN700球墨铸铁管合同,产品规格为Φ738 mm×10.8 mm,以代替原来设计好的HDPE高密度聚乙烯管方案。在泰国供水历史上使用球墨铸铁管尚属首次。
(摘自:新兴铸管股份有限公司网站)
衡阳华菱钢管有限公司L80-13Cr HSM-3特殊螺纹油管在中东成功下井[发布日期:2016-05-14] 2016年5月,衡阳华菱钢管有限公司供中东某市场的Φ114.3mm×6.45mm和Φ88.9mm×6.45mm规格L80-13Cr HSM-3特殊螺纹油管首次下井使用,并一次性试压合格。(衡阳华菱钢管有限公司许莹)
宝钢通过DNV GL(挪威船级社&德国劳氏船级社)海底管线管制造及涂层工艺认证[发布日期:2016-05-16]日前,DNV GL(挪威船级社&德国劳氏船级社)正式向宝钢授予海底管线管制造及涂层工艺认证。通过该认证,标志着宝钢取得了开拓国际高端海管市场的“通行证”,具备了参与国际大型海洋管线工程项目投标的资质,进一步提升了宝钢大直径直缝埋弧焊管的国际竞争力。
(摘自:宝钢集团网站)
Effec t by Root Face Ang le on Weld ing Quality of SAWL Pipe
WANG Lizhu
(Julong SAWLPipe Co.,Ltd.,Qingxian 062658,China)
The bevel shape of the SAWL pipe during joint-welding is analyzed.It is summarized that the improper root face angle is the root cause for the joint gap.Accordingly,the calculation formula for the root face angle is provided,while how the defective peaking influences the joint gap is discussed.Relevant suggestion is put forward for preventing occurrence of the joint gap.The analysis leads to such a conclusion that the joint gap as developed during pre-welding process is expected to be improved,and thus get the percentage of defects like porosity and burnthough,etc.as occurred during internal welding operation reduced to 5%or less by means of properly selecting root face angle,and appropriately adjusting the peaking value and the bevel dimensions aswell.
SAWL pipe;pre-welding;jointgap;root face angle;peaking;bevel dimensions
TG441!!
B!
1001-2311(2016)03-0058-04
王立柱(1973-),男,工程师,主要从事直缝埋弧焊管焊接工艺研究工作。
(2015-12-10;修定日期:2016-01-02)