管线钢化学成分及组织对HFW钢管焊缝性能的影响
2016-11-21杨明秦路广平朱斌燕
杨明秦,路广平,朱斌燕
(渤海装备华油钢管有限公司扬州分公司,江苏 扬州 225128)
管线钢化学成分及组织对HFW钢管焊缝性能的影响
杨明秦,路广平,朱斌燕
(渤海装备华油钢管有限公司扬州分公司,江苏 扬州 225128)
分析了卷板化学成分及组织对HFW钢管焊缝性能的影响机理,并提出了控制方法。分析认为:热轧卷板中C、P、S的含量和晶粒度对HFW钢管焊缝的低温冲击性能影响较大;夹杂物、带状组织也对HFW焊管焊缝冲击韧性有较大影响;微合金化元素Nb、V、Ti在焊接及中频热处理中有抑制奥氏体晶粒长大的作用。
管线钢;HFW钢管;焊缝;化学成分;夏比冲击功;韧脆转变温度;夹杂物;带状组织
高频直缝电阻焊属于压力焊,无填充金属对焊缝进行性能匹配,除通过成型调整、焊接状态控制、中频热处理等工艺技术手段保障和提高焊缝质量外,分析总结管线钢的化学成分、金相组织、夹杂物等对HFW钢管焊缝性能的影响机理,以提高分析和控制HFW钢管质量的能力很有必要[1-5]。
1 管线钢化学成分及组织的影响
1.1C、P、S对低温夏比冲击韧性的影响
低温夏比冲击韧性是评价HFW钢管质量的重要指标之一,是油气输送管线用管、站场及集输管线用管、极寒环境用管、高品质套管等的重点检验数据指标。
HFW钢管生产用卷板多采用C-Mn-Si系低合金热轧卷板,国内油气输送钢管基本执行GB/T 9711—2011《石油天然气工业管线输送用钢管》、API Spec 5L—2012《管线钢管规范》、API Spec 5CT—2011《套管和油管规范》、挪威船级社DNV-! OS-F101—2010《海底管线系统》、其他欧美国家标准及中国石油天然气集团公司企业标准等产品标准。通用标准对热轧卷板化学成分只是给出上限要求,这对于需要低温夏比冲击韧性的HFW钢管来说显得过于宽泛。APISpec 5L—2012标准PSL2等级的不同钢级管线钢的化学成分最大值见表1。
根据生产经验及数据统计,一般要求HFW钢管焊缝的夏比冲击功试验温度≥-10℃;满足通用标准技术条件供货的卷板在保证成型、焊接及热处理正常的情况下,都能生产出符合夏比冲击功要求的HFW钢管。但对于更低的焊缝夏比冲击功试验温度,尤其在-30℃、-40℃温度下要达到标准规定的冲击功要求或更高要求时,仅通过调整焊接状态、热处理工艺难以满足要求,还需从卷板的化学成分、组织形态进行分析研究,以总结影响HFW钢管焊缝低温夏比冲击韧性的因素。

表1 APISpec 5L—2012标准PSL2等级的不同钢级管线钢的化学成分(质量分数)最大值 %
C是强化结构钢最有效的元素,但对韧性、塑性、焊接性等有不利影响,降低C含量可以改善脆性转变温度和焊接性。S是危害管线钢质量的主要元素之一,影响管线钢的冲击韧性,S含量越高,冲击韧性将急剧下降。S还会使管线钢产生各向异性,在横向和厚度方向上使韧性恶化。P会使管线钢的焊接性变差,明显降低钢的低温冲击韧性,提高脆性转变温度[6]。合金元素对钢材韧脆转变温度的影响如图1所示[7],S含量对管线钢-20℃横向冲击韧性的影响如图2所示[8]。
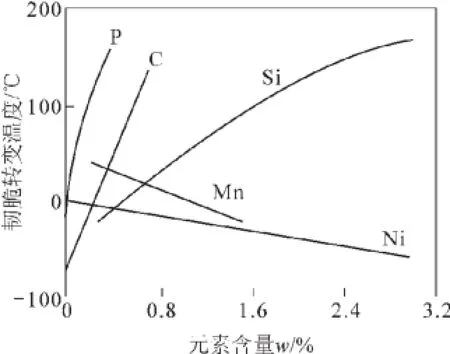
图1 合金元素对钢材韧脆转变温度的影响

图2 S含量对管线钢-20℃横向冲击韧性的影响
可见,要获得较低的韧脆转变温度,首先要控制卷板中C、P、S的含量,不能只停留在通用标准宽泛的成分控制指标上,更需要根据特殊的低温冲击指标,制定专门的卷板化学成分要求。实际管道工程用卷板的化学成分见表2。

表2 实际管道工程用卷板的化学成分(质量分数)%
不同钢级卷板及其HFW钢管焊缝的夏比冲击功见表3。不同钢级卷板及其HFW钢管焊缝的金相组织如图3~8所示。分析图3~4及表2~3可知:1号母材C含量较高,珠光体组织较多,对冲击韧性有较明显的影响;2号与3号虽钢级不同但化学成分含量接近,它们的冲击韧性性能基本相似;4、5、6号钢管的化学成分也基本类似,系列温度的冲击韧性值无大的差异。由上可知,排除钢厂轧钢工艺的差异,化学成分相似的不同钢级管线钢,它们的韧脆转变性能基本相同。
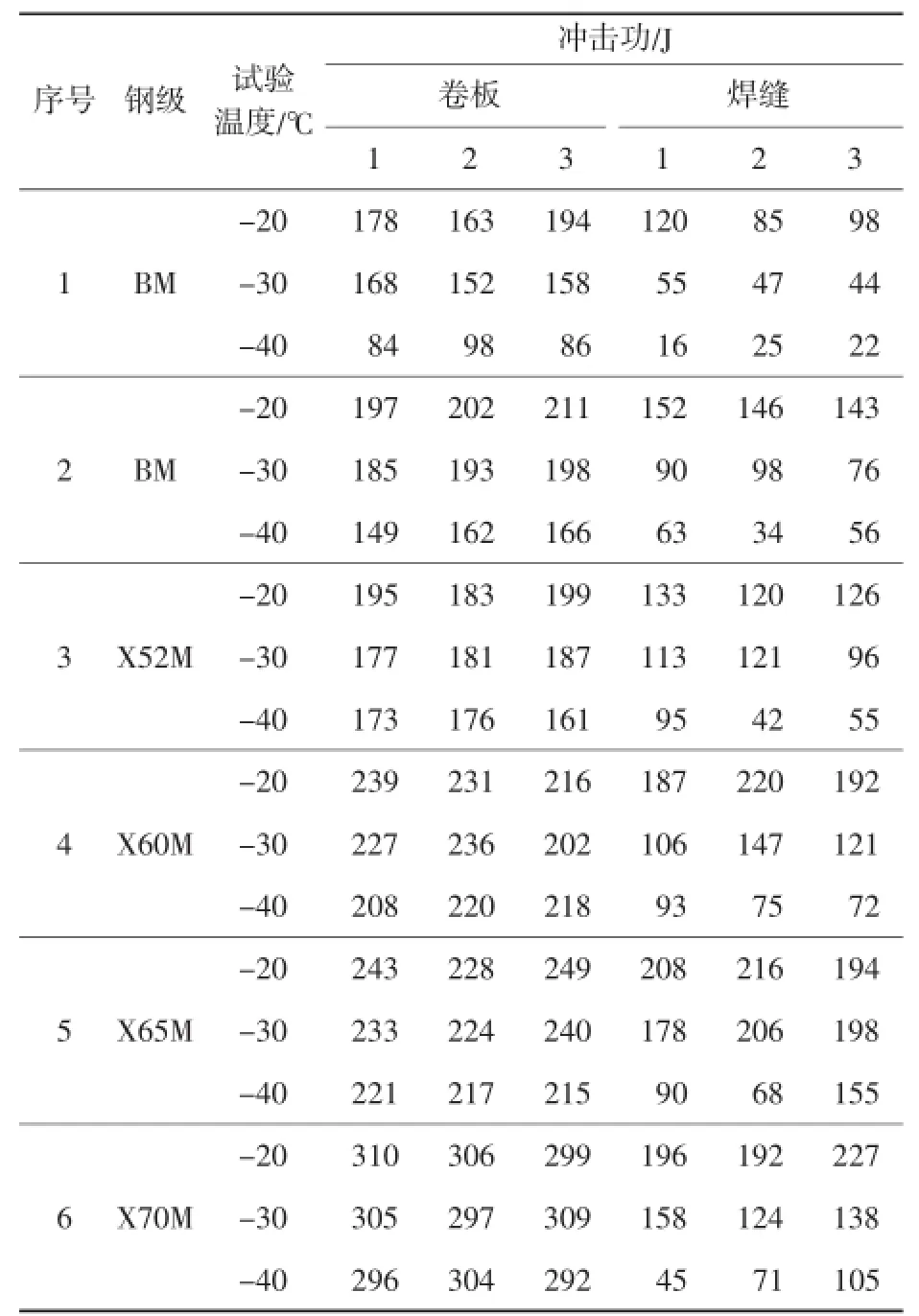
表3 不同钢级卷板及其HFW钢管焊缝的夏比冲击功

图3 1号BM钢级卷板及其HFW钢管焊缝的金相组织
由表2和图3~8可知:除1号BM钢级卷板的w(C)超过0.10%外,其他5种卷板的w(C)均≤0.08%,较低的C含量有利于提高韧性,减少珠光体组织,从而降低韧脆转变温度;这6种钢级卷板的S、P含量很低,尤其X65M、X70M钢级卷板的w(S) ∧0.001%。S、P等杂质易偏聚于晶界,降低晶界表面能,产生沿晶断裂,降低脆性断裂应力,影响韧脆转变温度[8]。

图4 2号BM钢级卷板及其HFW钢管焊缝的金相组织

图5 X52M钢级卷板及其HFW钢管焊缝的金相组织

图6 X60M钢级卷板及其HFW钢管焊缝的金相组织
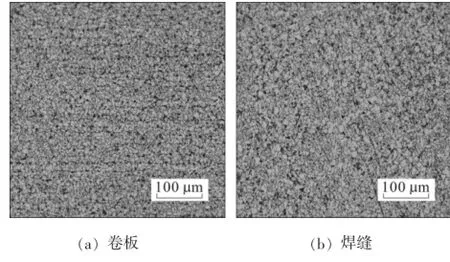
图7 X65M钢级卷板及其HFW钢管焊缝的金相组织

图8 X70M钢级卷板及其HFW钢管焊缝的金相组织
严格控制卷板中C、P、S的含量,使卷板的韧脆转变温度为-60℃、-80℃或更低是保证HFW钢管焊缝具有较低韧脆转变温度的前提条件。若要求HFW钢管焊缝在-30℃或-40℃的冲击功达到标准规定,建议将卷板中C、P、S含量控制在w(C)≤0.07%,w(P)≤0.015%,w(S)≤0.005%。
1.2焊缝氧化物、夹杂物的形成及影响
HFW钢管在焊接过程中会形成焊缝区域氧化物,除在外部环境中氧气、乳化液等与熔融金属发生化学反应外,还有卷板本身携带的非金属夹杂物、合金元素等发生化学反应。若这些化学反应的残留物滞留在焊缝中,将影响压扁试验和冲击试验。HFW钢管母材的带状组织如图9所示。

图9 HFW钢管母材的带状组织
用管线钢制作HFW钢管,加入微量合金元素C、Mn、Si,在高频焊接过程中会发生氧化还原反应,生成以Fe、Al、Mn、Si、S等物质为主的非金属氧化物,若以块状或片状残留于焊缝,在进行焊缝的夏比冲击试验时会产生脆性断裂,冲击性能不合格。因此,提高母材的纯净度可以减少夹杂物产生的数量,有利于提高焊缝冲击韧性。
在炼钢的浇注过程中,如严格控制Mn/Si,则易生成难熔的固态氧化物SiO2,使钢液的流动性变差,影响结晶后钢坯质量;钢厂通过调整Mn/Si在一个合适范围使得脱氧产物为液态锰硅酸盐,有利于脱氧物的排除。HFW焊接过程也有类似的化学反应过程。文献[9]指出,为增加HFW焊接过程中熔融金属的流动性,便于非金属氧化物的排出,Mn/Si为7~9时,焊缝中夹杂物数量最少,焊缝有比较好的冲击韧性。
带状组织也是卷板内部缺陷之一。钢材组织成分不均会引起带状组织,从而影响钢材性能,形成各向异性,降低塑性和冲击韧性[10]。带状组织的分布尤其以卷板中部最为严重,对于需要使用纵剪对裁原料生产小管径HFW钢管的项目,更应重视带状组织的影响,焊接时易在焊缝中形成非金属夹杂物。
HFW焊管焊缝熔合线处的带状组织如图10所示。从图10中可看到一条明显的带状组织进入焊缝,由于带状组织成分偏析严重,或伴有大量非金属夹杂物,大大削弱了焊缝的强韧性能,而经正火处理后也不能完全消除带状组织带来的影响,在拉应力作用下极易产生裂纹,因此焊缝冲击试验多是脆性断裂[11]。若对HFW钢管焊缝冲击韧性有较高要求或采用纵剪一剖二卷板生产HFW钢管时,应要求钢厂将带状组织控制在2级或更小;对于通常使用的油气输送管线用HFW焊管卷板,建议钢厂将带状组织控制在3级以下。

图10 HFW焊管焊缝熔合线处的带状组织
控制带状组织级别,降低非金属夹杂物级别,降低卷板中的S、P、Si含量,提供纯净的卷板组织状态可从源头上保障HFW焊接质量。
1.3焊接及热处理后晶粒大小
HFW焊接与中频热处理工艺都存在奥氏体再结晶的过程,应严格控制中频加热时间、加热温度等工艺参数。此外,在奥氏体再结晶过程中卷板原始晶粒度、合金元素及杂质等因素也对热处理后HFW钢管焊缝及热影响区晶粒组织起到较大作用,影响焊缝冲击韧性。
当变形度一定时,材料的原始晶粒度越细,再结晶后的晶粒也就越细。溶于基体中的合金元素和微量杂质,一方面增加了变形金属的储存能,另一方面阻碍晶界的运动,起到细化晶粒的作用[12]。
为保证管线钢的强韧性性能,炼钢时加入了少量Nb、V、Ti合金元素,其作用有以下两个方面:①在热加工过程中抑制奥氏体的形变再结晶并阻止其晶粒的长大;②通过碳氮化合物的应变诱导析出,对钢进行沉淀强化作用。Nb具有最强的晶粒细化强化效果,V具有最强的沉淀强化效果,Ti则介于两者之间[13-14],高温下,Ti以TiN、TiC弥散析出,成为钢液凝固时的固体晶核,有利于结晶,细化组织,在高频焊接后阻止奥氏体晶粒的长大,Ti的加入量为0.010%~0.025%较为合理[15]。微合金元素含量与晶粒度尺寸关系如图11所示[13]。
在低钢级的管线钢中w(Nb)为0.01%~0.03%,高钢级管线钢中w(Nb)∧0.05%。在Nb的作用下,经中频热处理后,焊缝及热影响区组织不会因热处理温度过高而使晶粒度尺寸产生较大变化;尤其对于厚壁焊管的焊缝热处理,不会产生因为使焊缝内侧达到热处理温度而提高焊缝外侧加热温度,导致外焊缝区域晶粒粗大,使性能下降的状况。

图11 微合金元素含量与晶粒度尺寸关系
经中频热处理后,Φ406.4 mm×9.5 mm规格X65M钢级HFW焊管母材、焊缝的金相组织如图12所示。由图12可知,经不同温度中频热处理后焊缝区域晶粒无明显差异。国外学者也做过类似试验,选取了12种不同钢级(X52~X70)的管线钢,正火热处理温度为1 180℃,其结果是等轴铁素体晶粒没有明显变粗[14]。

图12 不同热处理温度下HFW焊管母材、焊缝的金相组织形貌
由图3~8可知:焊缝区域的晶粒与母材的晶粒相比无级别差异;卷板晶粒较细,钢管焊缝晶粒度也相对较小,晶粒比较细,纯净组织的焊缝低温冲击性能也较好。也就是说,钢管焊缝区域的晶粒度大小、珠光体组织所占的比例、晶间夹杂物的多少决定了焊缝低温冲击性能的优劣。文献[7]指出:韧脆转变温度与铁素体晶粒尺寸呈线性关系;卷板铁素体晶粒尺寸越小,其韧脆转变温度越低。
2 结 论
(1)热轧卷板的化学成分(尤其是C、P、S的含量)和卷板晶粒度大小极大地影响卷板的韧脆转变温度,进而影响HFW钢管焊缝的低温冲击性能。若需要HFW钢管焊缝在-30℃、-40℃甚至更低温度时的冲击功满足标准要求,则热轧卷板的化学成分要求采用比通用标准更严格的规范,同时对卷板晶粒度级别提出要求。
(2)应控制热轧卷板的带状组织、非金属夹杂物,尤其纵剪对裁后用于小管径生产的卷板,其中部的带状组织对钢管焊缝性能影响较大;对冲击韧性要求较高时可对卷板Mn/Si做出要求。
(3)微合金化元素Nb、V、Ti的析出物能阻碍奥氏体晶粒长大,使经中频正火处理后焊缝及热影响区的晶粒度保持在较好的等级上。
[1]王旭,赵晶,肖都琴,等.HFW钢管用于油气输送管道的问题思考及建议[J].钢管,2013,42(2):48-50.
[2]王晓香.2012年以来我国焊管产业的发展形势及建议[J].钢管,2014,43(1):1-4.
[3]杨在安,邵毅,郝明刚.高钢级HFW石油套管的研制[J].钢管,2014,43(3):44-48.
[4]胡松林,肖光成.两种不同成分X70M管线钢在HFW焊管中的应用[J].钢管,2015,44(2):55-58.
[5]胡松林.中直径管线管用HFW焊管的开发及进展[J].钢管,2013,42(5):9-14.
[6]王立涛,李正邦,张乔英.高钢级管线钢的性能要求与元素控制[J].钢铁研究,2004(4):13-17.
[7]束德林.工程材料力学性能[M].2版.北京:机械工业出版社,2011.
[8]战东平,姜周华,王文忠,等.高洁净度管线钢中元素的作用与控制[J].钢铁,2001,36(6):67-70,78.
[9]横山荣一,山県光邦,嘉納德彦,等.高Mn中径电缝钢管のぺネトレーター発生に及ばす造管条件およびMn/Siの影响[J].川崎制铁技报,1978,10(1):23-33.
[10]张迎晖,赖泓州,赵鸿金.钢中带状组织的研究现状[J].轧钢,2014,31(3):45-47.
[11]王温银,马彦忱.带状组织对焊管焊缝强韧性的影响[J].焊管,1998,21(5):13-16.
[12]崔忠圻,覃耀春.金属学与热处理[M].2版.北京:机械工业出版社,2007.
[13]韩孝永.铌、钒、钛在微合金钢中的作用[J].宽厚板,2006,12(1):39-41.
[14]Tazedakis SAthanasios,Voudouris G Nikolaos,Muss-! lewhite Mike.Manufacturing of 25mm heavy-wall line-! pipe using the high frequency induction(HFI)welding technique,a challenge for a pipemanufacturer[C]//Pro-! ceedings of the 8th International Pipeline Conference,2010.
[15]高秀英.极寒和酸性环境用高强度电阻焊(ERW)管线的开发[J].焊管,1993,16(4):51-56.
●简讯
宝钢集团成功试制出CT130超高强连续油管用钢[发布日期:2016-06-03]日前,宝钢集团成功试制出首批CT130超高强连续油管用钢,标志着该集团已具备生产超高强连续油管用钢的能力,有助于我国页岩气产业向更深更恶劣的工况环境进发。经检验,该超高强连续油管用钢具有很高的强度和塑性,内部质量、表面洁净度、厚度精度及性能均匀性很好,各项性能指标均满足用户协议要求。
(摘自:宝钢日报)
天津钢管集团股份有限公司成功试制1 100 MPa高强度气瓶管[发布日期:2016-05-19]日前,天津钢管集
团股份有限公司与天津天海高压容器有限责任公司联合开发的1 100 MPa高强度气瓶管试制成功,此次试制的气瓶管规格Φ356 mm×8.4 mm,钢种34CrMo4H,由Φ460 mm三辊限动芯棒连轧管机组轧制。检测结果表明:该1 100 MPa高强度气瓶管的各项性能指标均满足ISO 9809-2∶2010标准,达到同行业先进技术水平。以1 100 MPa高强度气瓶管为原料生产的高压气瓶具有质量轻、充装容量大和高效运输等优点。(摘自:天津钢管集团股份有限公司网站)
天津钢管集团股份有限公司成功轧制新规格L80-13Cr油管[发布日期:2016-04-09]天津钢管集团股份有限公司Φ258mm三辊限动芯棒连轧管机组成功试轧出Φ139.7mm×7.72mm规格L80-13Cr油管,该公司不锈钢钢管又添新成员。(摘自:天津钢管集团股份有限公司网站)
宝山钢铁股份有限公司实现13Cr油管的批量生产 [发布日期:2016-05-18]2016年4月,宝山钢铁股份有限公司Φ140mm全浮动芯棒连轧管生产线成功实现Φ88.9mm×6.45mm 13Cr油管成品的批量生产,一次探伤合格率达到99%以上。13Cr油管主要应用于高CO2含量的苛刻腐蚀环境,其生产制造难度非常高,属于高附加值产品。
(摘自:宝钢日报)
衡阳华菱钢管有限公司成功生产X65QO钢级薄壁海洋工程用管[发布日期:2016-04-13]2016年4月13日,衡阳华菱钢管有限公司为国外某公司生产的110 t 769支IPD(集成产品开发)X65QO钢级Φ114.3mm×4.77mm海洋工程用管线管热处理一次性成功。该产品由Φ180 mm PQF三辊连轧管机组生产,由于壁厚较薄,加之客户要求长度12.2 m以上,生产的难度极大。不仅难在热轧尺寸精度控制,热处理时高温状态下也容易变形导致尺寸精度变差,弯曲超差,力学性能难控制。
(摘自:衡阳华菱钢管有限公司网站)
In fluence by Chem ical Com position and Struc ture of Pipe Line-purposed Steelon Weld Property of HFW Pipe
YANGMingqin,LUGuangping,ZHU Binyan
(Yangzhou Branch,Huayou Steel TubeCo.,Ltd.,BohaiEquipmentManufacturing Corp.,Yangzhou 225128,China)
Analyzed is the mechanism of effects by the chem ical composition and microstructure of the steel strip on the weld property of the HFW pipe.Accordingly,countermeasures are proposed.The analysis result reveals the following facts.The contents of C,P and S,and the grain size of the hot-rolled steel strip have obvious influence on the low temperature impact property;the inclusions and the banded structure of the steel also produce significant effect on the impact toughness of the pipe;and the micro-alloy elements like Nb,V and Ti jointly play a role in restraining growth of austenitic grains during welding and MF heat treatment processes.
pipe line-purposed steel;HFW steel pipe;weld;chem ical composition;charpy impact energy;ductility-to-brittleness transition temperature;inclusion;banded structure
TG113.25;TG335.75!!
B!
1001-2311(2016)03-0052-06
杨明秦(1969-),男,高级工程师,从事焊管工艺技术的研究及质量管理工作。
(2015-12-16;修定日期:2016-03-01)