CNC系统直纹面插补运算的速度控制方法研究
2016-11-19雷立群
雷立群
(吉林农业科技学院机械工程学院,吉林 132101)
CNC系统直纹面插补运算的速度控制方法研究
雷立群
(吉林农业科技学院机械工程学院,吉林 132101)
线接触加工是一种新的加工方法,是利用铣刀侧刃一次走刀完成对直纹面的加工,利用该方法实现的数控系统所采用的是复合插补方法。空间直线插补和圆弧插补是复合插补方法的基础,文中深入研究了空间直线插补和圆弧插补算法及插补过程中的速度处理方式,并利用这种插补方法实现了全软件数控系统,实验证明该插补方法是合理可行的。
数控系统;线接触加工;插补;速度控制
1 引言
数控系统是一种典型的多任务实时控制系统,系统中的强实时控制部分主要是插补运算和位置控制脉冲的输出[1]。众所周知,插补是数控机床控制刀具运动轨迹的核心,线接触加工数控系统具有利用一条数控代码即可实现对空间可展直纹面加工的特殊功能,对可展直纹面的加工,在插补方法上采用了复合插补方式[2]。由于空间直线插补和圆弧插补算法和方法是复合插补的基础,文中深入研究了空间直线插补和圆弧插补算法及插补过程中的速度处理方式。
2 速度控制
速度处理因数控系统的不同而存在很大的差异。线接触加工数控系统在速度处理上是通过将数控程序给出的速度F值(单位:mm/min)折算出在每个插补周期上实际应发脉冲的个数来实现的。数控系统中每发出一个脉冲,伺服电机就转过一定的角度,从而带动机床坐标向前移动一个脉冲对应的距离(称之为脉冲当量,这里用step表示,单位:μm)。通过程序中给定的速度计算出实际应发的脉冲个数是:
V1——实际应发出的脉冲个数。
将这个脉冲个数折算到每个插补周期中速度的增量值:

V——每个插补周期速度的增量。
f——插补周期频率。
(1)空间直线插补速度增量的计算:根据图1,首先计算出直线段在各个坐标轴上的方向余弦为:
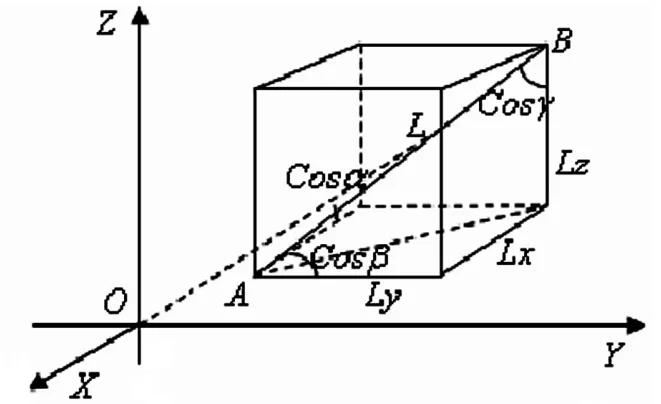
图1 DDA空间直线插补原理

式中Lx、Ly、Lz——直线AB在X、Y、Z坐标轴投影的矢量值;
L——直线AB的长度。
各坐标轴在一个插补周期的运动步长为:

式中△Lx、△Ly、△Lz——各坐标轴在每个插补周期的运动步长。
(2)圆弧插补的速度增量:在圆弧插补时,其速度增量值V值,即每个插补周期速度的累加量,是小于一个脉冲的数值,例如当插补周期是25KHZ,速度是60mm/min时,速度的增量值为0.04,即在每个插补周期结束时,伺服驱动应向外发送0.04个脉冲当量。
3 空间直线插补
对空间直线和圆弧插补采用的是数字积分(DDA)插补法。数字积分法又称为数字微分分析器法,是利用数字积分的原理,计算刀具沿坐标轴的位移,使刀具沿着所加工的轨迹运动。采用数字积分法进行插补,运算速度快、易于实现多坐标轴联动或多坐标空间曲线的插补[3-4]。此外,DDA插补法每次插补输出单个脉冲,这在进行多坐标联动时,容易做到使各坐标轴的脉冲均匀分配。线接触加工中,对这种方法进行了适当的改进,使其更好的适合于全软件数控系统的加工控制。
数字积分插补法利用的是高等数学求函数y= f(x)对x积分的原理,如图2所示,y=f(x)的积分就是此函数曲线与x轴围成的面积S,如公式所示。
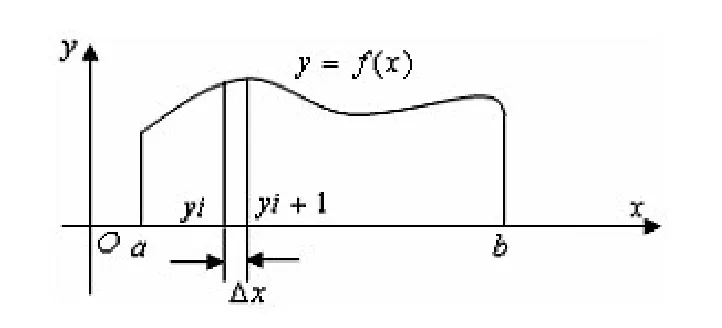
图2 DDA插补原理

通过数字积分方法的原理可见,对函数求积分运算变成了对变量的求和运算。下面具体介绍一下DDA直线插补的过程。
如图3所示,对xy平面上的直线OP进行插补,刀具以匀速V从O(0,0)点运动到P(Xe,Ye)点。
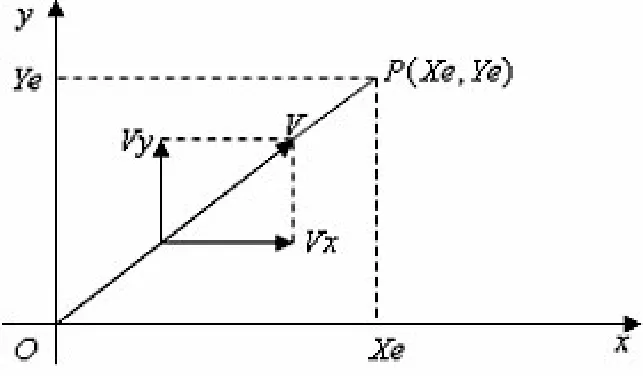
图3 直线插补速度与坐标关系
前面,通过分析计算得出了在插补运算过程中每个坐标轴的运动速度,即每个坐标轴运动的微小增量△Lx、△Ly可用公式计算得到。
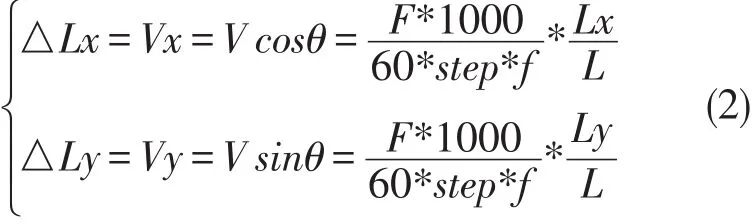
式(2)中Vx、Vy分别为x、y方向的速度,Lx、Ly分别为被加工直线段OP在x、y坐标轴投影的矢量值。
公式(2)中F、step、f、L为常数,可将公式(2)改写为(3)的形式,其中K为常数。

从原点O运动到终点P,可以看作是各坐标每经过一个时间间隔△t(插补周期),分别以增量△Lx、△Ly同时累加的结果,从而有公式(4):

当时间间隔△t=1时,则有公式(5):

公式(5)中Km=1,有k=1/m。即在加工直线OP时,先将直线在x、y方向的矢量缩小到KLx和KLy,而后经过m次累加就可得出符合直线轨迹的坐标值。
为保证坐标轴上每次插补输出脉冲不超过一个,必须有公式(6)成立。

公式(6)中Lx、Ly最大允许值受系统中寄存器容量所限制,假定寄存器有n位,则Xe及Ye的最大值为寄存器的最大容量值2n-1。为使公式(6)成立则有

如k=1/2n,则满足,故累加次数m为:
根据这个原理可以做出空间直线插补器,如图4所示。图5是DDA空间直线插补程序的流程图。

图4 DDA空间直线插补器
4 圆弧插补
DDA圆弧插补方法与DDA空间直线的插补方法类似。圆弧插补时刀具是沿圆弧切线作等速运动的,如图6所示。第一象限的逆时针圆弧AB上的一点P(x,y),在x方向的瞬时速度是Vx,y方向的瞬时速度为Vy,且有公式(7)。

图5 DDA空间直线插补程序的流程图
图6DDA圆弧插补坐标与速度的关系

其中sinθ=y/R,cosθ=x/R,P点速度和位移量之间存在下面的关系:

V为两个方向上的合成速度,可利用公式(1)计算得到。由此可以得到x、y方向的微小位移增量分别为:
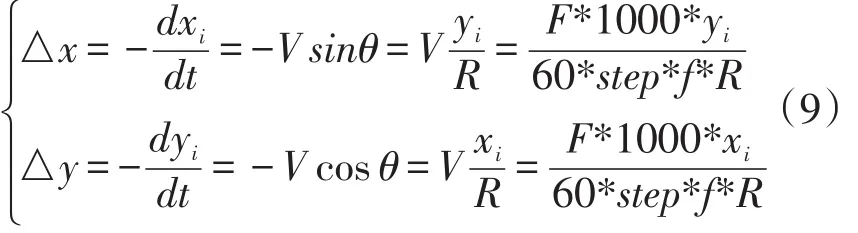
式(9)中xi,yi分别为圆弧插补时的当前点P的坐标。x,y方向的位移增量也可以用公式(10)的形式表示:

与直线插补方法一样,亦可由求和法算出某一时刻的动点坐标,取△t=1,则有公式(11)。

根据这个原理可做成DDA圆弧插补器,如图7。

图7 DDA圆弧插补器
DDA圆弧插补的终点判别利用两个终点减法计数器,把x、y坐标所输出的脉冲数|xe-x0|和|ye-y0|分别存入这两个计数器中,x或y积分器每输出一个脉冲,相应的减法计数器减1,当某一坐标计数器为0时,该坐标达到终点,这时,该坐标停止迭代。当两个计数器均为0时,圆弧插补结束。图8为DDA圆弧插补的流程图。
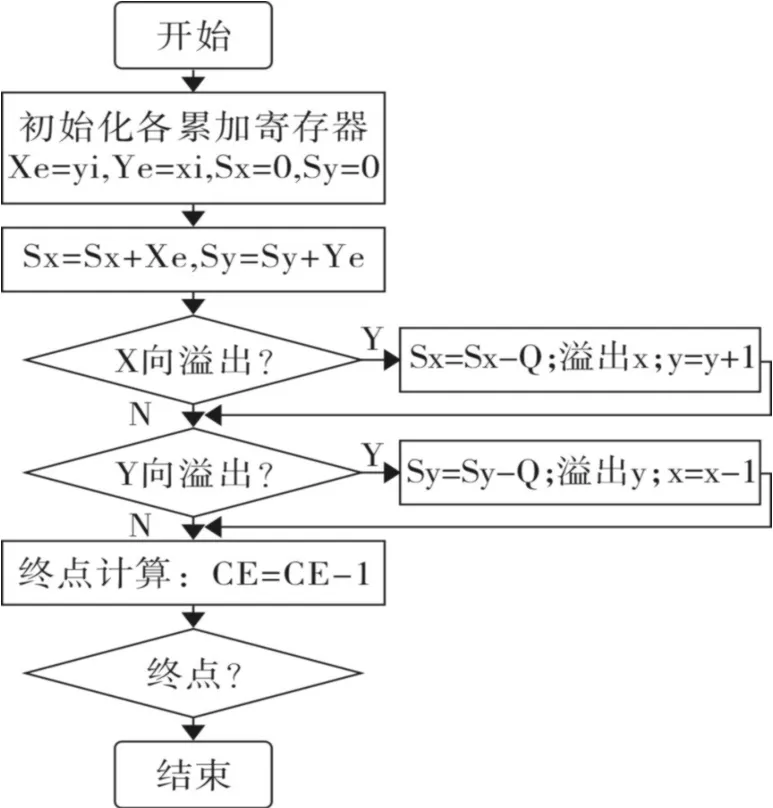
图8 DDA圆弧插补流程图
5 实验及结论分析
文中采用前后台的方式设计了Windows操作系统下数控系统的软件结构,其中前台软件用C++Bulider设计完成,后台采用WDM设备驱动程序设计实现,数控系统软件完成对空间直线,圆弧轮廓的走刀控制,并实现对直纹面加工的插补控制过程。图9是数控系统的控制界面和加工运动控制过程中的位置显示界面。

图9 数控系统控制界面
实践证明文中所采用的插补运算方法是可行的。
[1]WANG Kunqi,WANG Runxiao,YU Binggao,etal.Research On A Novel Approach To Multi-axis Line Contact Milling[J].International Technology And Innovation Conference,2006(11):1 494-1 498.
[2]陈蔚芳,王宏涛,薛建彬.数控技术及应用[M].科学出版社2005:84-88.
[3]朱晓春,屈 波,孙来业,等.S曲线加减速控制方法研究[J].中国制造业信息化,2006(12):38-40.
[4]朱利东,殷苏民.基于嵌入式实时操作系统的开放式数控系统的研究[J].机床与液压,2004(1):92-95.
责任编辑:吴艳玲
The Study about Interpolation Speed Controlling of CNC System for Straight Generatrix
LEI Liqun
(Jilin Agricultural Science and Technology University School of Mechanical Engineering,Jilin 132101)
Line contacted milling is a new processing method.The processing method uses the flank of milling cutter to process the surface of straight generatrix.The compounded milling is used for processing the straight generatrix.Because of the bases are straight and circle,interpolations of them are deeply researched,and an all software CNC is realized by the method,Experimentation showed that the method was effective.
CNC;line contacted milling;interpolation;speed control
TG659
A
2015-09-03
吉林省科技发展计划资助项目(20090123);吉林农业科技学院青年科研基金资助项目(吉农院合字[2012]第136号)
雷立群(1977-),女,吉林省长春市人,讲师,从事数控技术的教学与研究。