外圆弧面铣削刀具
2020-04-18赵军孝
赵军孝
(许昌烟草机械有限责任公司,河南 许昌461000)
圆弧加工是机械加工中经常遇到的一种结构形式,在机械加工中主要以刀具接触式的机械加工为主要的加工形式。刀具作为机械加工中的重要工具对于圆弧机械加工的加工质量与加工效率有着极为重要的影响。刨床磨削成型圆弧刀应用于圆弧加工时存在着加工质量低、耗时较长的缺陷,而标准外圆弧铣刀在加工圆弧时存在着范围限制,为提高圆弧加工的加工效率和加工质量,改制了一种外圆弧刀具,从而有效的提升了圆弧加工的加工效率,并避免了应用刨床磨削成型圆弧刀进行圆弧加工时所存在的振纹缺陷。
1 应用成型圆弧刀进行圆弧加工时所存在的缺陷
机械加工中经常遇到如图1 所示外圆弧面的加工,这种外圆弧面加工不论是对型面精度和位置精度有要求较高。在采用刨床磨削成型圆弧刀作为主刀具进行机械加工时,存在着用时较长且加工完成后外圆弧面有振纹的缺陷。
标准外圆弧铣刀其结构形式如图1 所示, 外圆弧铣刀上用于切削的刀具部分圆弧弧度都相一致,应用外圆弧铣刀对直角、锐角相交处的圆弧进行外圆弧加工时比较方便,且加工效率和加工精度都较高. 但是在图1 中所所示的R15 相接处的直线夹角为钝角(115°),在应用外圆弧铣刀进行外圆弧加工时加工中切削刃与斜边会有干涉。如图1 中所示阴影部分。
为避免在外圆弧面加工时再次出现上述缺陷,提高外圆弧面的加工质量更改了加工刀具的结构形式与相关参数,从而形成新型刀具。将改制的外圆弧成型刀具应用在在立式铣床上进行外圆弧加工时,成功的完成此类零件的加工,不论是外圆弧零件的加工效率还是加工质量都有着极大的提高。
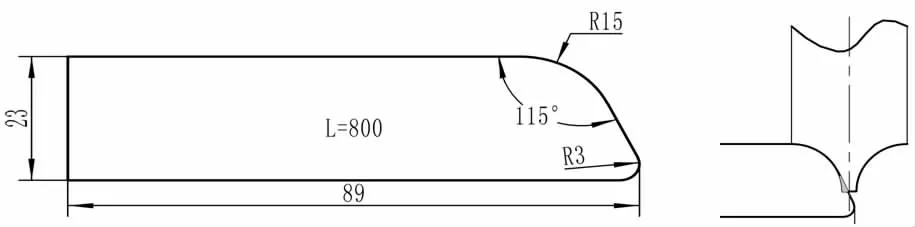
图1 应用成型圆弧刀进行圆弧加工时所存在的缺陷
根据上述分析,为加工非标准圆角,可以通过对外圆弧铣刀进行一定的改制, 根据所需要加工的外圆弧的参数磨出相应的圆弧刃部分,修去外圆弧铣刀加工中所存在的干涉部分,即可以加工出所需要的非标外圆弧面。
2 外圆弧刀的磨削修改
结合加工所需在新的外圆弧刀的磨削制备上将以满足R15外圆弧角的加工所需进行外圆弧刀的制备。由于外圆弧较大,标准的外圆弧刀刀加工时将会产生一定的干涉从而影响外圆弧的加工效果。改制外圆弧刀用以满足加工所需。
新制备的外圆弧刀将选用直径为φ34 钻头进行改制,由于钻头自身仅具有2 个切削刃,加工较为方便,加之钻头的材质较易磨削,因此选用直径为φ34 钻头进行外圆弧刀改制时效率和经济性都较高。具有较高的可操作性和实用性。
在对钻头进行磨削加工时首先使用磨削砂轮将钻头切削刃的一半磨削成45°,待到磨削完成后检查磨削效果,将磨削偏差控制在一定的误差范围内。而后在此基础上将钻头的切削刃磨成R15 圆弧刃,完成对于外圆弧刀的粗磨,在大致磨削完成后使用精铣砂轮对外圆弧刀进行精细磨。对于钻头的另一半则将其磨削成过渡曲线,钻头另一半的切削刃磨削时需要注意确保过度曲线在圆弧刃旋转轨迹以内,用以避免外圆弧刀在加工过程中产生干涉。新制备的外圆弧刀如图2 所示。绿色部分为圆弧刃及其旋转轨迹,注意圆弧刃的最低点A 点不能过刀具的旋转中心。图2 右侧部分是实际磨制成型的外圆弧刀。外圆弧刀进行加工时平放工件装夹,改制后的外圆弧刀加工将以钻头为基材,利用装夹夹具及相应的砂轮进行磨削加工,成功加工出加工所需的R15 圆弧面外圆弧刀,仅用时约二十分钟。所制备出的外圆弧刀完全满足机械加工的需要。
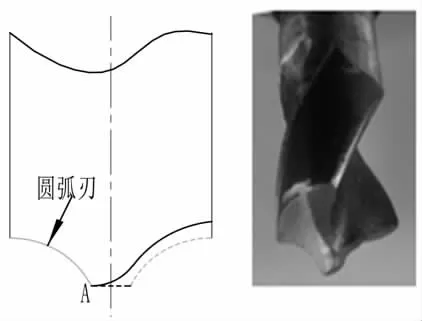
图2 新型外圆弧刀
3 外圆弧刀磨削加工时所需要注意的要点
3.1 磨削前的准备工作
对圆弧砂轮进行相应的修磨,新制备的外圆弧刀R 圆弧将在外圆磨床上使用成形磨削法进行加工,外圆弧刀圆弧半径精度将主要依靠圆弧砂轮的圆弧修整精度进行保证。良好的砂轮精度是外圆弧刀磨削制备精度的重要保证。磨削砂轮的修磨将采用金刚石笔进行,应选用单晶或是聚晶的金刚石颗粒,经铜焊接而成的金刚石笔。焊接时应保证金刚石一个尖端朝外部以便于修整砂轮能够修整出一个尖锐的锐角,提高砂轮的修整精度。将修整好后的金刚石笔固定在调整支架上,待到调整好距离后对金刚石笔进行固定。
将固定好的金刚石笔及其支架安装在外圆磨主轴上,金刚石笔支架与工作台整体呈竖直状态。在修整砂轮时控制金刚石笔与砂轮的相对位置,通过对支架进行调整完成对于砂轮的修整。需要注意的是,调整支架的过程中需要平稳、均匀的进行振动,确保修整后的砂轮表面圆弧满足需求,且表面平整。
在完成对于砂轮的修整后,需要注意做好钻头的选取。选取的钻头需要进行硬度检测,确保钻头的硬度和各项尺寸都满足要求。避免因材质问题影响外圆弧刀的制备效果。
3.2 外圆弧刀的磨削加工注意要点
在完成了圆弧砂轮的制备后,既可开始完成外圆弧刀的制备。磨削过程中需要匀速靠近钻头,首先进行粗磨,待到磨削到一定的深度后进行相应的检测,确保粗磨符合要求。而后使用砂轮进行精磨,磨削过程中采用乳化液进行冷却,并注意控制圆弧砂轮的进给速度,最大限度的保证钻头外圆弧刀的磨削精度。
3.3 外圆弧刀的后续处理
在完成了对于外圆弧刀的磨削加工后,需要对磨削完成的外圆弧刀进行一定的后续处理,通过对外圆弧刀刀刃处进行渗碳、渗氮处理,增强外圆弧刀刀刃的硬度和韧性,使其在外圆弧的切削加工时具有良好的性能。
外圆弧加工是机械加工中经常遇见的一种加工结构,做好外圆弧的加工对于提高工件的加工质量与加工效率是十分重要且必要的。标准的外圆弧刀在应对一些特殊尺寸的外圆弧时将存在一些问题,由于标准外圆弧刀的参数限制致使其在进行外圆弧加工时容易出现干涉问题。为解决这一问题,以便在外圆弧加工时能够取得良好的外圆弧加工效果,可以通过对标准外圆弧刀进行一定的改制,通过重新设定外圆弧刀的参数并制备,制造出一种符合施加机械加工所需的外圆弧刀。本文在分析标准外圆弧刀所存在的一些不足的基础上对如何做好外圆弧刀的改制进行了分些介绍,并就外圆弧刀改制过程中所需要注意的一些问题进行了分析讨论。以钻头为主体对新型外圆弧刀进行了试制,新型外圆弧刀制备在采用圆弧砂轮磨削时耗时较短且磨削效果较好。完全满足了外圆弧加工所需,不仅加工耗时较少且加工后的外圆弧面加工精度较高。