造纸法再造烟叶松散机的改进设计与工程应用
2016-11-14宋伟民张东赵永振李春光于国东
宋伟民张 杰 王 东赵永振 李春光 于国东
(1. 河南中烟工业有限责任公司技术中心,河南 郑州 450000;2. 河南卷烟工业烟草薄片有限公司,河南 许昌 461100)
造纸法再造烟叶松散机的改进设计与工程应用
宋伟民1张 杰2王 东1赵永振1李春光1于国东2
(1. 河南中烟工业有限责任公司技术中心,河南 郑州 450000;2. 河南卷烟工业烟草薄片有限公司,河南 许昌 461100)
为解决造纸法再造烟叶松散问题,设计了具有自动松散功能的再造烟叶松散机。该装置主要由松散单元、均料辊、底带料仓、电控及安全系统等组成,再造烟叶通过进料带输送至自动松散装置,松散后的再造烟叶落入料仓出料皮带,通过均料棍进行流量调节。应用效果表明,自动松散喂料机有效解决了再造烟叶松散问题,与传统方式相比,回潮后烟片松散率提高0.8%,大中片率提高2.0%,碎片率降低0.19%,含水率标准偏差减小0.16%,具有推广价值。
造纸法;再造烟叶;松散机
再造烟叶对于卷烟产品降焦减害、降低成本及提升卷烟品质具有重要作用[1],已成为卷烟产品不可或缺的原料之一。与天然烟叶相比,再造烟叶的吸湿速率慢、放湿速率快、平衡含水率低[2],剪切力、拉力明显大于烟叶,动态摩擦系数明显小于烟叶摩擦系数[3],导致现有的同步加工和预加工两种模式下存在不易切丝[4]、解纤、跑片、粉尘等诸多问题。张志刚等[5]和李善莲等[6]研究指出丝掺配可提高再造烟叶的有效利用率和加工质量。为全面研究再造烟叶特性对加工质量的影响,国家烟草专卖局立项开展了中式卷烟制丝生产线重大专项项目〔编号:110201101012(ZS-01)〕,提出了再造烟叶单独制丝可有效解决传统制丝过程再造烟叶存在的含水率散失、解纤、跑片、粉尘、有效利用率低等诸多问题,并提出开发适应再造烟叶特性的机械松散机、再造烟叶回潮机、再造烟叶专用切丝机等设备。河南中烟工业有限责任公司作为项目承担单位之一,为了使研究成果得到转化应用,投资建立了一条4 t/h的造纸法薄片单独制丝生产线,生产线采用项目开发的新型再造烟块机械松散机、新型穿流式回潮机、薄片专用切丝机等新型设备。李来义等[7]改造应用了具有自动松散功能的再造烟叶喂料机,基本解决了造纸法薄片烟包不易松散的问题,但在实际使用中,由于水平松散辊和垂直松散辊的结构一样,且各松散辊转动速度相同,两松散辊角度均为90°,导致效率低、造碎大、自动化程度低,松散过程中产生的粉尘无法解决,工作环境差等问题[8]。为适应新线建设及再造烟叶烟包松散问题,河南中烟工业有限责任公司与云南昆船设计研究院联合开发了FT115型烟包松散机。该机采用“翻滚剥离、筛分出料”的方法进行松散,去除包裹物的烟块在呈一定角度的水平辊与竖直辊共同作用下向后翻滚摔打将烟块松散,松散后再造烟叶通过辊钉与侧壁框架形成一个“各辊独立旋转的辊钉筛网”落到料仓出料底带送往下道工序,在系统顶部设置除尘装置与除尘房相连,解决了环境粉尘问题。
1 系统结构
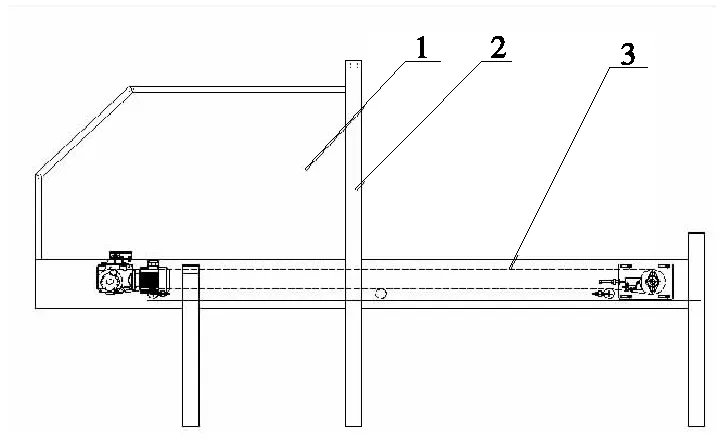
薄片烟包松散机主要由松散单元、均料辊、底带料仓、除尘罩、电控及安全系统等组成,见图1。松散单元保证再造烟叶的松散;均料辊保证减少松散单元松散散料的流量波动;底带料仓将松散单元与均料辊有效包裹并输送松散后的散料;电控及安全系统用于设备控制及安全保护。

1. 松散单元 2. 电控及安全系统 3. 均料辊 4. 底带料仓
2 系统设计
2.1 松散单元
松散单元安装于进料端,主要由水平松散辊组、竖直松散辊组、松散单元传动系统、框架及防护罩组成,见图2。水平松散辊组由8件水平设置的松散辊组成,水平松散辊与水平线之间的夹角为15°,竖直松散辊组由3件竖直设置的松散辊组成;分别由一台变频调速减速电机驱动,松散辊组采用链传动。水平松散辊组、竖直松散辊组各设一主动辊,由主动辊通过链传动带动各辊等速旋转。每个传动链条均可通过调整张紧装置的调节螺杆可以调节链条张紧力。张紧装置为橡胶棒式弹性张紧结构。松散效果的调整可通过变频器改变竖直松散辊组、水平松散辊组减速电机的输出转速来实现。
去除包装的再造烟叶进入松散机的松散单元由水平松散辊向前输送至前端竖直松散辊,烟包在水平辊与竖直辊共同作用下向后翻滚摔打(水平辊与竖直辊速度匹配至易使烟包翻滚),摔打后烟包相对变蓬松。蓬松的外层物料易被松散辊钉抓落、剥离形成散料,未被剥离的烟包块心继续在水平辊与竖直辊共同作用下向后翻滚摔打,如此循环直至完全被剥离松散。松散机的水平辊与竖直辊均带有锥形耙钉,并设计合理的钉间距、辊间距。所有辊钉与侧壁框架形成一个“各辊独立旋转的辊钉筛网”,辊钉抓落、剥离的散料小于辊钉形成的“筛网孔”下落到地带料仓。

1. 竖直松散辊组 2. 水平松散辊组 3. 松散单元传动系统 4. 框架及防护罩
图2 松散单元示意图
Figure 2 Loose unit diagram
2.2 均料辊
均料辊安装于出料口与松散单元之间,见图3。均料辊由一台轴联减速电机驱动。均料辊可以上下调节底带出料料层高度,将均料辊两侧调整到流量匹配位置;均料辊与出料底带之间间距为125 mm。
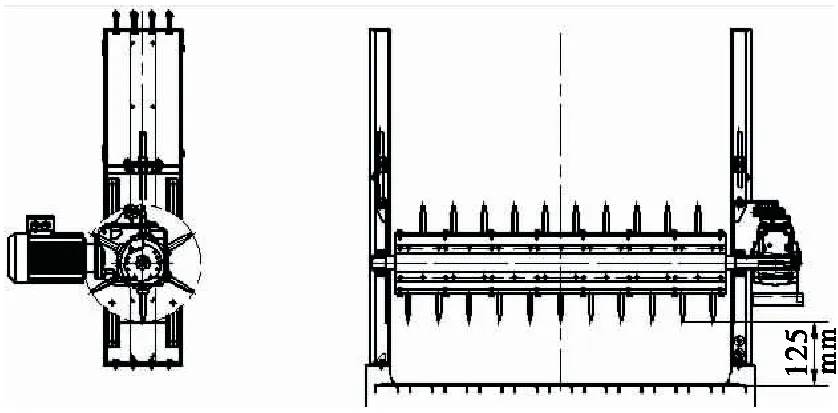
图3 均料辊示意图
2.3 底带料仓
底带料仓由侧壁板、出料底带合围形成封闭料仓,见图4。松散单元、均料辊均安装于料仓中部。底带采用皮带式输送,刚托板结构。底带由一台变频调速减速电机驱动。底带输送带张紧及调跑偏通过调整底带尾部被动辊组件实现,调整后输送带运行稳定并不再继续跑偏时的跑偏量不应大于输送带宽度的2%且不碰壁。底带设置有清扫辊,用于清理底带,清扫辊位置可在竖直方向调整清扫辊毛刷与输送带间距,使毛刷顶端与输送带接触后再向上调整约5~10 mm即可达到良好效果。
1. 侧壁板 2. 框架 3. 出料底带
2.4 电控及安全系统
系统采用PLC控制,并与中控互联实现自动控制和远程操作[9]。PLC控制电控及安全系统采用PLC控制,见图5。主要由松散单元料空检测、料高检测、松散辊转动检测、顶盖、侧门安全防护、松散单元内部安全补救及机上布线等组成。松散单元处设置光电开关4,检测松散单元的烟包松散进程。均料辊与松散单元中部顶位置设置一只漫反射光电开关2,向下检测松散单元出来的散料状态(波峰、波谷)。
设备开机后,底带、均料辊、竖直松散辊组、水平松散辊组减速电机相继启动,此时,散料料高检测漫反射光电开关2、松散单元料空检测光电开关4均未触发,上游设备可以向松散机输送一包薄片烟包。烟包进入松散机的松散单元进行“翻摔筛选法松散”,此过程中如果2触发,表示底带上散料料层过高,水平松散辊组减速电机停止,直到2解除触发状态;如果2、4均解除触发状态,表示松散单元处烟包已经被松散且散料料层不高,松散机完成一个烟包的松散动作,上游设备可以向松散机输送下一个薄片烟包。各处可开启进入松散机内部的活门均设置安全开关1、5,提高设备安全性。松散单元内部设置内操作急停开关,以防人员进入松散机内部时误开机造成的危险。竖直松散辊组最下端松散辊轴头处设置一只接近开关3,用于检测松散辊是否正常旋转,不转动则表示松散辊闷车或传动异常。当开关2、4均解除触发状态且上游设备停止供料。
3 应用效果
传统松散方式及机械开松方式对松散回潮后再造烟叶加工质量对比检测结果见表1。由表1可知,机械松散+穿流式回潮方式优于传统的切片+真空回潮+松散回潮方式,回潮后烟片松散率提高0.8%,大中片率提高2.0%,碎片率降低0.19%,含水率标偏减小0.16%。
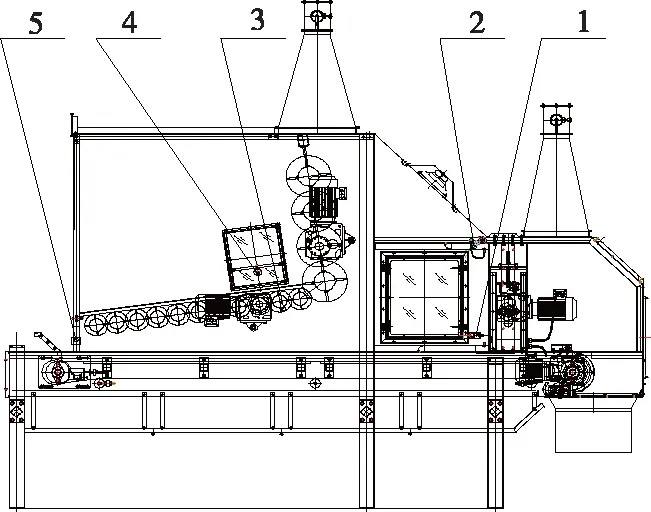
1. 检修侧门安全开关 2. 松散后散料料高检测开关 3. 松散辊转动检测接近开关 4. 松散单元料空检测光电开关 5. 松散单元内部安全补救安全开关
图5 电控及安全系统示意图
Figure 5 Sketch map of electric control and security systems

表1 不同松散回潮方式效果对比†
† 再造烟叶加工前大中片率为99.4%,碎片率为0.1%;表中“-”表示降低。
4 结语
开发的FT115型烟包松散机有效解决了传统回潮方式加工环节多、不易松散、造碎大,回潮效果差、粉尘大等问题。回潮后烟片松散率提高0.8%,大中片率提高2.0%,碎片率降低0.19%,含水率标准偏差减小0.16%。该设备运行稳定,结构简单,有利于降低卷烟消耗及提高加工质量,具有推广应用价值。
[1] 白晓莉, 邹泉, 牟定荣, 等. 制丝过程对再造烟叶物理及化学性质的影响[J]. 烟草科技, 2009(8): 14-17.
[2] 卢幼祥, 张超, 严志景, 等. 两种不同造纸法再造烟叶加工处理方式比较[J]. 烟草科技, 2012(9): 14-17.
[3] 张玉海, 席年生, 王岩, 等. 造纸法再造烟叶与烟叶部分物理特性指标的对比分析[J]. 烟草科技, 2015, 48(8): 72-75, 87.
[4] 席年生, 邓国栋, 宋伟民, 等. 再造烟叶物理特性及其对切丝与卷制效果的影响[J]. 烟草科技, 2014(4): 15-19.
[5] 张志刚, 许淑红, 熊安言. 造纸法再造烟叶使用方式对其利用率和卷烟理化指标的影响[J]. 烟草科技, 2012(4): 13-15, 19.
[6] 李善莲, 边腾飞, 徐大勇, 等. 造纸法再造烟叶丝掺配工艺研究[J]. 烟草科技, 2014(5): 9-12.
[7] 李来义, 闫为民, 徐平. 造纸法再造烟叶自动松散喂料机的设计与应用[J]. 烟草科技, 2013(5): 25-26, 45.
[8] 李湘伟, 刘尉. 基于PLC控制的全自动在线清洗系统的设计[J]. 食品与机械, 2015, 31(6): 120-123.
[9] 张志强, 范军庆, 耿秀. 椰子剥衣机自动上下料装置[J]. 食品与机械, 2015, 31(6): 130-131, 172.
Improved design and application of loosening feeder for reconstituted tobacco
SONG Wei-min1ZHANGJie2WANGDong1ZHAOYong-zhen1LIChun-guang1YUGuo-dong2
(1.TechnologyCenter,ChinaTobaccoHenanIndustrialCo.,Ltd,Zhengzhou,Henan45000,China;2.HenanCigaretteIndustryTobaccoSheetCo.,Ltd.,Xuchang,Henan461100,China)
To solve paper-process reconstituted tobacco loose problem, a reconstituted tobacco feeder with automatic loosening function was designed, which was composed of an automatic loosening device, a control high roller schematic, a silo and an electronic control and security systems. Reconstituted tobacco was conveyed to the automatic loosening device via the feeding belt, the loosened tobacco entered silo discharge beltr, which could be adjusted according to the silo. The results of application showed that there was no obvious tobacco breakage, Compared with the traditional way, the loosen rate and medium rate raised by 0.8 and medium rate 2 percentage points, fragment rate and loose resurgence after moisture standard reduced 0.19% and 0.16% respectively.
paper-making process; reconstituted tobacco; loosening feeder
宋伟民,男,河南中烟工业有限责任公司工程师。
于国东(1972-),男,河南卷烟工业烟草薄片有限公司工程师。E-mail:936562374@qq.com
2016-06-27
