浅谈炼铁上料系统设备的管理与维修
2016-10-31简治鸿新兴铸管新疆有限公司炼铁实业部设备科
简治鸿 / 新兴铸管新疆有限公司炼铁实业部设备科
浅谈炼铁上料系统设备的管理与维修
简治鸿 / 新兴铸管新疆有限公司炼铁实业部设备科
众所周知上料系统设备的运行情况直接影响着炼铁高炉的生产,为了确保高炉的正常生产,必须保证上料系统设备一直处于良好的运行状态。根据新兴铸管新疆有限公司炼铁实业部上料系统的运行特点,运行现状及对上料系统设备的管理维修与改造作一简述。
上料系统;震动给料机;振动筛;称量斗;皮带机
引言
高炉炼铁生产是冶金(钢铁)工业最主要的环节。高炉冶炼是把铁矿石还原成生铁的连续生产过程。高炉上料系统是炼铁高炉重要组成部分。上料系统以矿槽、焦槽为界,前部分是原料供料系统,后部分是上料系统。通过对上料系统设备的技术管理及经济管理相结合,对设备进行包机与设备日常维护保养相结合,对关键设备计划预期检修、主要设备诊断修理和简单设备事故维修相结合,尽可能避免设备故障,延长设备使用寿命,减少设备备件采购费用。本文主要介绍后部分上料系统的设备管理维修及改造。
上料系统
在高炉生产中,料仓(又称矿槽)下所设置的设备,是为高炉供料服务的。其所属的设备称为上料设备。上料系统的基本职能是按照冶炼工艺要求,将烧结矿、球团矿、焦炭等各种原燃料按重量计量组成一定的料批,按照规定程序给高炉供料。
上料系统其主要设备有棒条阀,振动给料机,振动筛(梳齿式棒条筛),称量斗,K1、K2,J1、J2、J3,F1、F2、F3皮带机,主皮带机(简称主皮带),液压控制系统、电气控制系统及除尘系统。该系统上料工艺流程如图1所示:
设备管理
为了保证设备原有设计的运行标准及技术状态,最大可能地延长其使用寿命,所采取相应的各项技术措施,不断推行“操检合一”设备管理办法,包括机械设备的日常保养维护和及时维修、排除故障,易损零部件的修复更换、部分简单备件的制作、更换下来零部件的修旧利废和对存在缺陷设备的改造,以保证设备的正常运行。
1.设备零故障的保证措施
为了确保设备安全可靠性及设备的正常运行,坚持预防为主,防治结合的管理、维修思路,推行“操检合一”的设备管理方式,消除设备的潜在故障。消除设备故障从小事做起,尽可能保持设备的原有状态,岗位操作人员严格遵守岗位操作规程,加强设备的点检、润滑等基础管理工作,将设备存在的问题及时解决,避免设备故障扩大。修正、改造存在缺陷的设备,根除设备劣化的现象,避免人为失误造成设备故障。
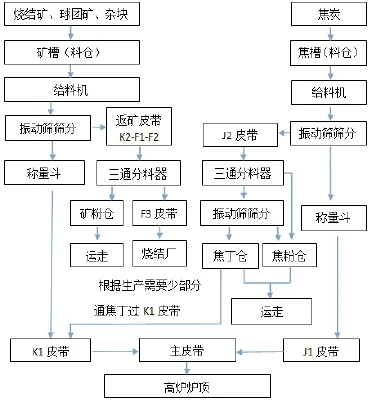
图1
2.设备包机
岗位操作工是设备的直接使用者和操作者,负责设备的日常运行、检查和润滑工作;岗位工也是设备管理中最直接的数据采集者。岗位工在操作及巡检设备时发现的故障和缺陷及时反馈,经维修工修复好设备后进行确认和试验。维修工负责对制定故障设备进行维修,并反馈维修结果;同时维修工还负责包机设备的点巡检工作,监督岗位工对设备的润滑和合理操作。
为了更有效地加强对设备的维护和保养工作,对上料系统设备实行双包机制度,每台设备的包机人有岗位操作工和区域负责维修工共同包机,及设备的维护保养工作由岗位工和维修工共同完成。使每台设备的维护保养工作合理分工、责任明确,既保证维修工和岗位工之间相互监督,又防止岗位操作工只是操作、使用设备,维修工只忙于处理故障、维修设备。从而更好地提高设备的完好率减少设备故障的发生。
为了明确责任,上料系统每台设备都有指定的包机人,分别是岗位操作工、机械包机人和电气包机人,做到台台设备有人管。包机人各负其责,承担相应包机设备的运行维护、检修和保养工作;包机人熟知所承包设备的结构性能、工作原理,具备及时发现故障和处理常见故障的能力,并掌握设备的运行状况。
3.设备点巡检
为了进一步降低维修成本,提高作业率,加强员工的责任心,保证设备点巡检质量,并且做好设备检修与维护保养工作,把设备隐患消灭在萌芽状态,缩短故障的抢修处理时间,保证设备性能稳定,提高设备运行效率。
3.1上料系统设备要求:
定期检查筛体、衬板磨损情况,振动筛上面严禁有杂物。
振动给料机:吊挂完整可靠,螺栓齐全,无漏灰现象。
振动筛:激振器运转正常,运转声音正常,筛子无断齿、筛子不堵,筛前舌头衬板不能超过衬板厚度的2/3。
称量斗:称量斗衬板磨损不能超过衬板厚度的2/3,扇形门关闭灵活,液压传动系统灵敏可靠,无跑冒滴漏现象,清理干净传感器周围的落灰或杂物。
皮带:改向滚筒、托辊、滚筒(包括配重吊轮)运转正常,皮带无破损、无跑偏、跑料现象。
电机:底座紧固可靠,机体清洁、散热槽无积尘,温度<65度,无异音,各部位螺丝齐全有效。
减速机:无漏油点,温度<65度,运行平稳无异音,油位符合要求,机体表面清洁。
联轴器(液力耦合器):保证与电机、主动轮同轴度,工作时无异响;
配电室:设备声音正常,温度适宜,环境温度<35度,室内无积尘、地面无积水,无异味。
除尘设备:运行正常,无漏灰现象
安全设施:安全网、安全护栏、安全防护罩,灭火装置等安全可靠、齐全有效。
3.2上料系统点检内容
3.2.1给料机、振动筛。
给料机:用来将料仓的炉料输送到振动筛的装置;
振动筛:用来筛去焦炭,烧结矿,球团矿和其他材料的粉末;
点检内容:检查电气控制连锁装置,灯光信号和各种防护措施是否灵敏可靠;注意电流大小;检查电机声音及温度;观察激振器运转是否正常,有无异常的声音;检查筛底的磨损状况,超过技术规程时需更换;检查振动筛部件是否有松动或碰撞现象;检查各给料机吊挂是否安全可靠;安全防护装置是否齐全;检查筛箱内、外及周围有无杂物、筛箱内衬板磨损情况。
3.2.2称量漏斗是接受经过筛分的炉料,按照配料要求卸如相应的皮带机。
点检内容:检查扇形门动作是否灵活;检查液压系统的安全可靠性,有无跑冒滴漏现象,各控制阀是否灵敏可靠;检查传感器等电气控制系统性能是否完好可靠;
3.2.3皮带机。
皮带机点检内容:检查皮带落料是否偏离中心,皮带是否跑偏,是否有卡、擦、磨等现象;检查皮带是否严重磨损,皮带裙边是否损坏;检查各托辊、改向滚筒运转是否正常;检查电磁除铁器是否正常,及时清理电磁除铁器上的铁块等;检查皮带减速机是否漏油,运转声音和振动是否正常,润滑情况是否良好,各部位连接螺栓是否紧固齐全;检查皮带张紧装置运转是否正常; 检查各部滚筒运转是否正常,对于磨损、损坏、轴承损坏的皮带滚筒要及时更换和检修;检查电机运转是否正常,润滑、散热情况是否良好,各部的地脚联接螺栓是否紧固。
3.2.4其他。
禁止超负荷使用设备,检查各种信号,拉绳开关及制动安全装置等是否完好、灵敏可靠。
4.设备改造
为了延长设备的使用寿命,对上料系统部分设备做相应的改造。上料系统,其设备给料机、振动筛、受料斗、称量斗、三通分料器等很容易磨损。虽然,这一系列设备内部都安装了耐磨衬板,但由于每天要输送大批量的焦炭及所配的炉料,一块12mm厚的耐磨衬板一般寿命为八到十个月,但耐磨衬板的价格却远远高于锰钢板、普通钢板好几倍甚至十几倍,为了降低成本费用,对上述设备进行相应的改造。在称量斗、受料斗、三通分料器等设备内部的易磨部位将一定的尺寸18mm厚的锰钢板(16Mn)按次序焊接在耐磨衬板上,作业中形成料打料、料磨料的方式,从而将耐磨衬板的使用寿命由原来的十个月延长到一年半左右。振动筛舌头部位,根据振动筛舌头部位的尺寸大小,将尺寸适宜的皮带(更换下来的皮带)用螺栓固定耐磨衬板上,从而减少了耐磨衬板的更换。一方面保证了设备的正常运行,将费皮带进行合理利用,另一方面节约了成本,创造了效益。
5.结论
本次对炼铁上料系统(皮带上料)设备管理与维修方面的陈述,通过对设备的技术管理及经济管理相结合,对设备进行包机与设备日常维护保养相结合,尽可能避免设备故障,延长设备使用寿命,减少设备备件采购费用,从而在一定程度上实现了对上料系统设备合理有效的管理。
[1]严允进,《炼铁机械》,冶金工业出版社 第二版.
[2]周顺圣,《机械维修与安装》,冶金工业出版社.
[3]时亲林、李鹏飞,《冶金设备维护与检修》,冶金工业出版社.
[4]何庆,《绿色设备管理与维修》,机械工业出版社出版.