双色灭菌盒包胶注射模设计
2016-09-20孟少明聂慧萍刘容陈晨熊放明
孟少明 聂慧萍 刘容 陈晨 熊放明
(1.湖南化工职业技术学院,湖南 株洲,412004;2.中航工业南方航空工业(集团)有限公司,湖南 株洲,412000)
双色灭菌盒包胶注射模设计
孟少明1聂慧萍2刘容1陈晨1熊放明1
(1.湖南化工职业技术学院,湖南 株洲,412004;2.中航工业南方航空工业(集团)有限公司,湖南 株洲,412000)
介绍了1种双色塑件的包胶注射模结构设计,采用推杆与推件板组合的顶出机构、顺序开模机构、潜伏式浇口等,经2套模具在普通注塑机上生产出嵌套结构的双色产品。经生产实践,能保证塑件的质量,可为同类塑件的模具设计提供借鉴。
双色包胶注射模模具设计灭菌盒
塑料是以单体为原料,通过聚合而成的高分子化合物,一般呈透明状。为使产品美观,多在塑料中加入着色剂,或等产品注射成型后进行彩印。加着色剂的塑料制品,模具设计与制造的难度大、设备成本高;塑料制品彩印,产品颜色易退化,但对成型模具和设备无任何影响。
下面以双色灭菌盒为例,采用普通注塑机,分2套模具进行双色产品的注射成型研究。
1 双色灭菌盒结构分析
双色灭菌盒结构如图1所示。灭菌盒骨架与把手分别为2种颜色,材料聚丙烯(PP),收缩率1.018%,最大外形尺寸250 mm×195 mm×162 mm。四周壁厚3 mm,四周拔模斜角为1.5°,底部支撑筋壁厚1.5 mm。在灭菌盒骨架上有一环形凹槽,凹槽壁厚1.5 mm,用于安装灭菌盒把手,把手安装位置壁厚1.5 mm,手持部位最大壁厚4 mm,最小壁厚2 mm。因把手无法在产品分别成型后再安装进去,因此只能用双色注射成型或包胶注射成型。双色模通常由2幅模具,一半装在机器的固定板上,另一半装在回转板上。当第1种颜色的塑料注射完毕,型芯与型腔之间打开,1次型芯带着1次产品旋转180°,进行2次注射,即可获得双色制件,但需要专用的双色注塑机。包胶模:第1种注入材料称为基材,俗称为骨架;第2种注入材料称为覆盖材料,俗称为包胶材料,可以在普通注塑机上实现双色产品的注射成型。对于中小型企业的用户,包胶注射成型更经济适用。
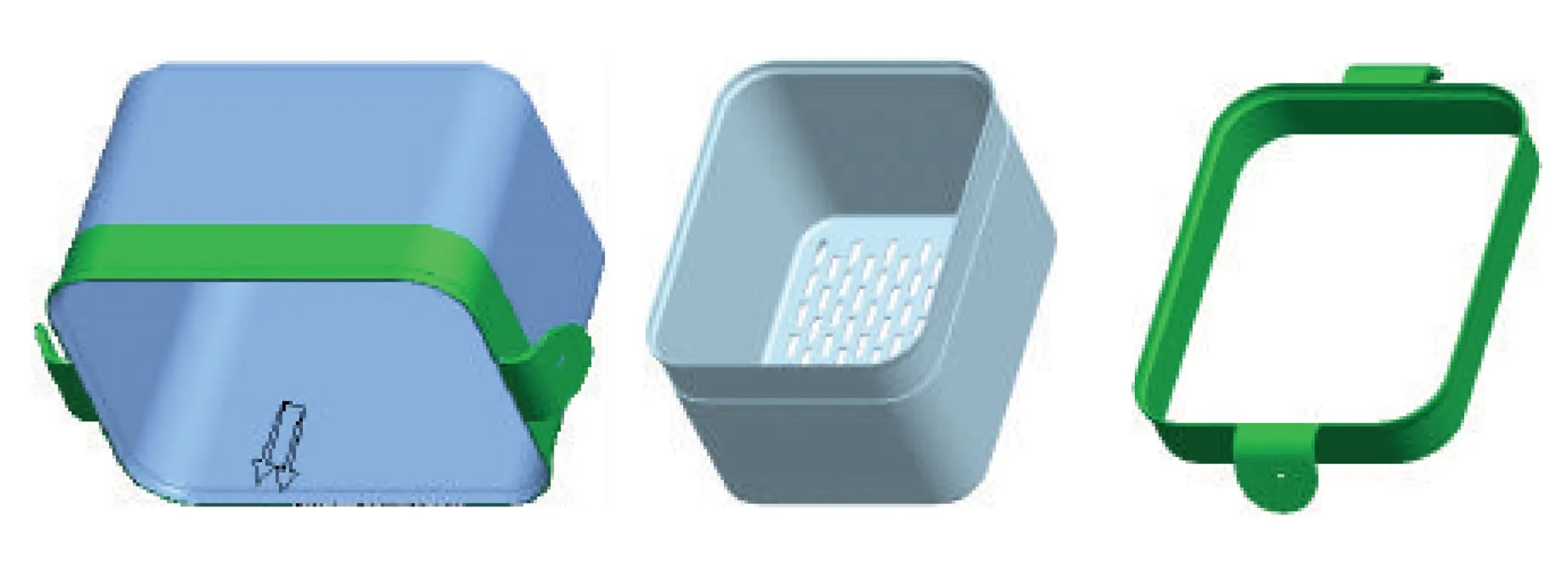
图1 双色灭菌盒结构
2 双色灭菌盒包胶注射模设计
2.1排位设计
由于产品需在灭菌盒骨架的基础上包胶注射成型,考虑到脱模方便,结构如图2所示,使已经成型的灭菌盒骨架4开口朝定模方向安放在模具中。在型腔2中嵌入型腔镶件1,用于跟型芯5配合给灭菌盒骨架4定型,在型芯镶件7中嵌入2块推件板6,既可安放灭菌盒骨架的底部,又可用于产品的脱模。推件板6跟推杆9采用链接块8进行连接固定。
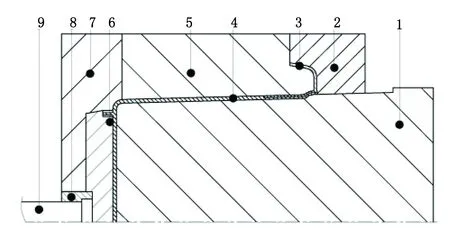
图2 模具排位设计
2.2模具整体结构设计
模具总体结构如图3所示。模具选用龙记标准模架,采用四板模、双分型面、点浇口与潜伏式浇口组合的浇注系统、推杆与推件板组合推出以及循环式冷却系统组成的总体结构,最大外形尺寸600 mm×500 mm×585 mm,流道分型面开模距离204 mm,最大推出距离40 mm。
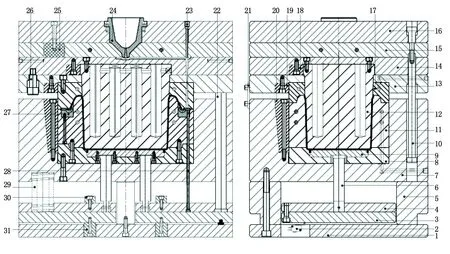
图3 模具总装
2.3型腔及冷却系统设计
型腔结构如图4所示,采用S136H模具钢材料,定制半成品毛坯。最大外形尺寸380 mm×280 mm×75 mm,圆角半径17 mm,与定模板采用4个M12的螺钉固定,与型腔镶件的配合部位,加工成3°锥角。考虑到把手包在骨架外围四周,因此,在型腔板上加工2个4°锥角的主流道孔,与点浇口的浇口相接,在主流道大端位置,加工出直径为6 mm半圆形分流道。把手的大部分成型部位,都在此与型腔表面接触,因此,设计如图4所示的循环式冷却水道,直径10 mm。
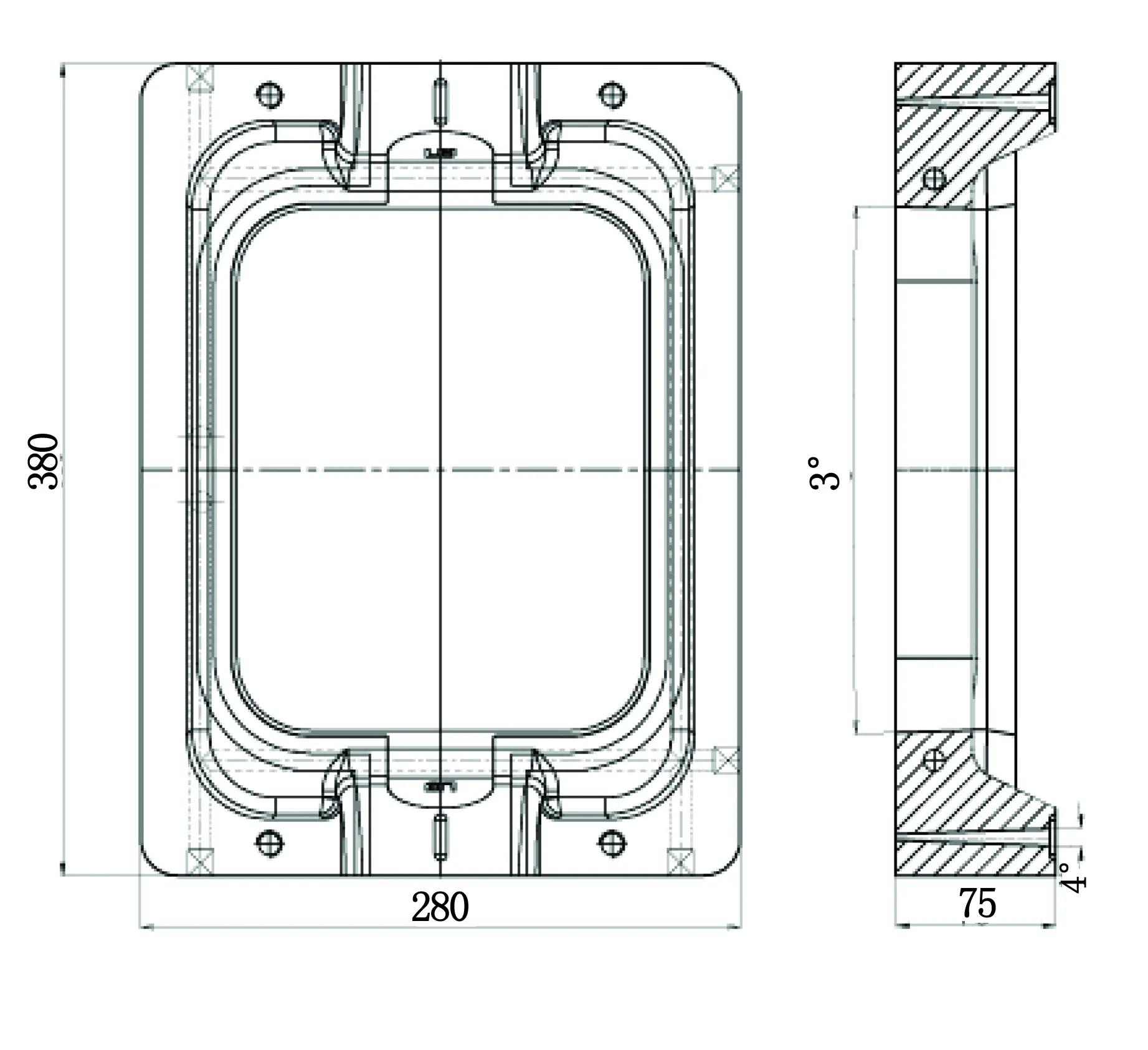
图4 型腔
2.4型芯及冷却系统设计
型芯结构如图5所示。
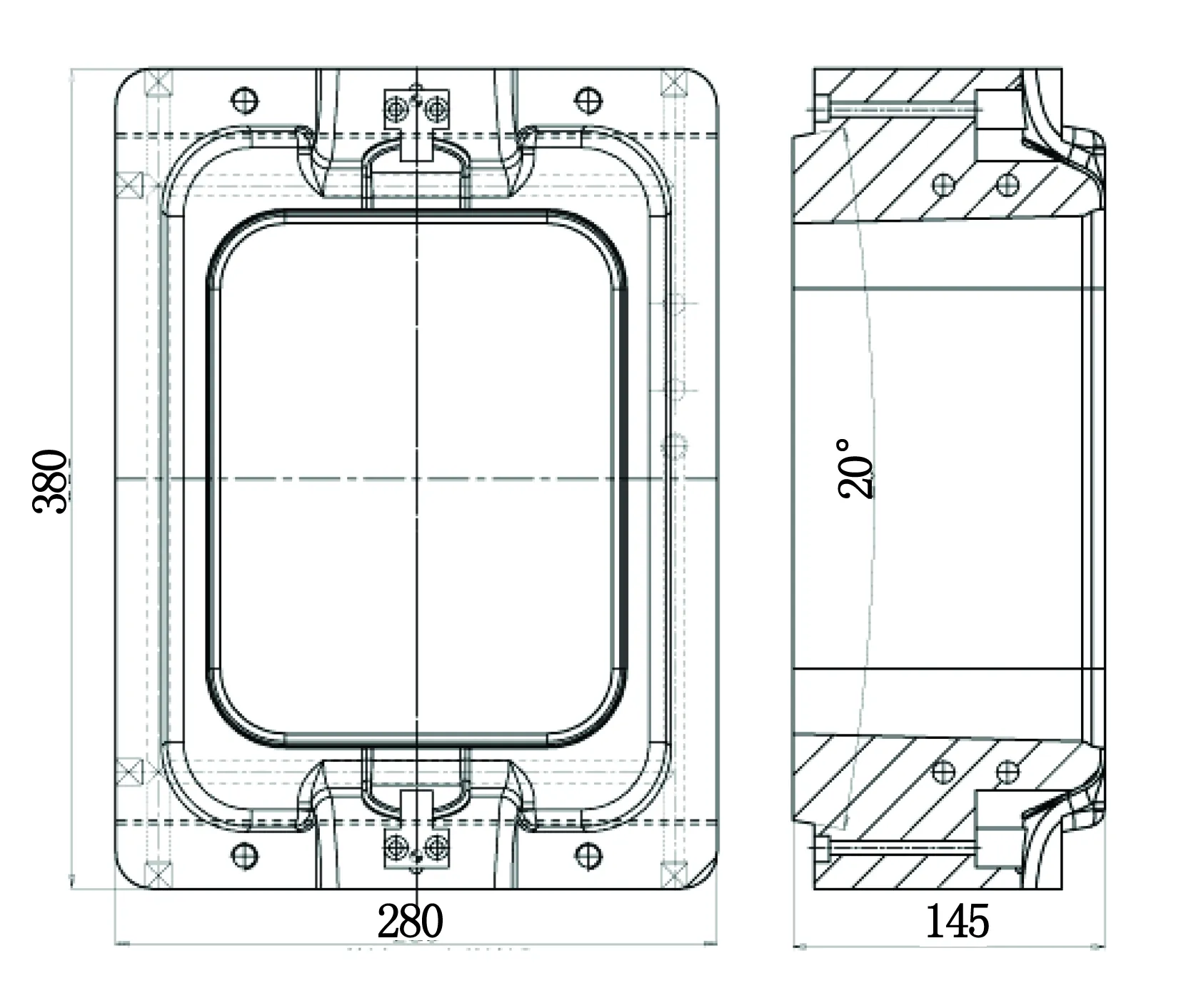
图5 型芯
采用2083H模具钢材料,定制半成品毛坯。最大外形尺寸380 mm×280 mm×145 mm,圆角半径17 mm,与动模板采用4个M10的螺钉固定,与型芯镶件配合部位,为便于定位加工成20°锥角。由于浇注系统的进料口只能设置在把手的手持部分,因此,为方便在把手的手持部分设置潜伏式浇口,在把手的手持部位设置小镶件。把手的大部分成型部位,都在此与型芯表面接触,因此,设计如图5所示的循环式冷却水道,直径10 mm。
2.5型腔镶件及冷却系统设计
型腔结构如图6所示,采用2083H模具钢材料,定制半成品毛坯。最大外形尺寸为255 mm×200 mm×236 mm,与流道板的连接采用6个M10螺钉固定,为便于加工,四周倒圆角半径10 mm,与定模板配合部位、与型腔配合部位以及与灭菌盒骨架配合部位都加工成3°锥角。为保证产品的冷却效果,在高度方向设置8个直径30 mm的冷却孔,中间用隔水垫隔开,长度方向设置2个直径12 mm冷却水道,分别联通4个冷却孔。
2.7型芯镶件结构设计
型芯镶件结构如图7所示。
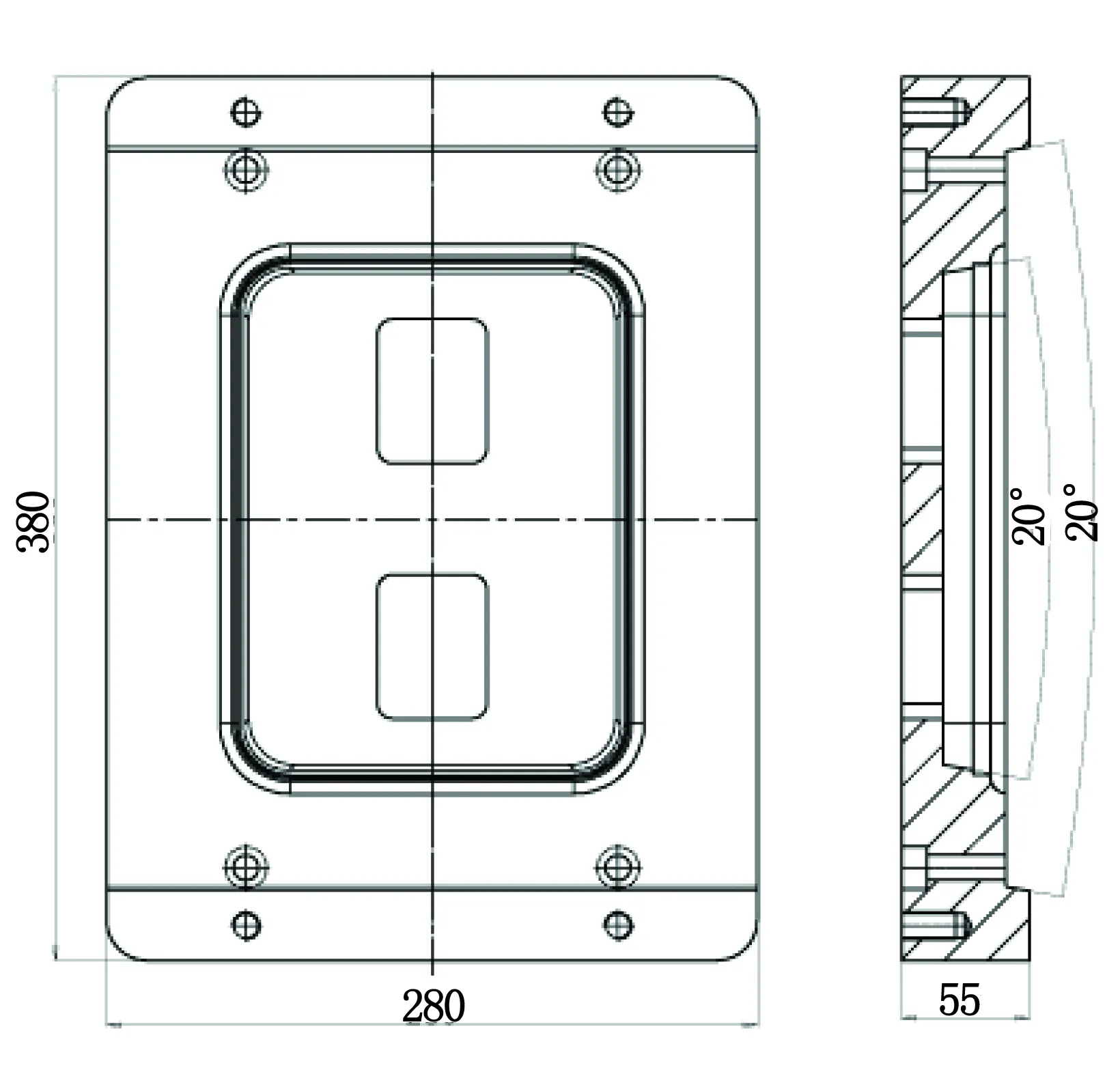
图7 型芯镶件
采用838H模具钢材料,定制半成品毛坯。最大外形尺寸为380 mm×280 mm×55 mm,型芯镶件与动模板的连接采用4个M12螺钉固定,型芯镶件与型芯的连接采用4个M12螺钉固定。与型芯的定位结合面加工20°锥角,与推件板的定位结合面也加工成20°锥角。中间加工2个62 mm×55 mm的方孔,用于安放推件板与推杆的连接块。
2.8浇注系统设计
浇注系统结构如图3模具总装图所示,采用点浇口与潜伏式浇口相结合的方式,在流道板开梯形分流道,截面尺寸为宽7 mm,深5 mm,锥度20°,过渡圆角半径2 mm。在型腔与定模板结合面设置点浇口,与型腔中的主流道口相接,在型腔与型芯结合面设置直接为直径6 mm的圆形分流道,型芯与型腔各半个圆,在型芯小镶件中设置潜伏式浇口,使进料口设置在把手手持部位的隐蔽处。
2.9顺序开模机构设计
由于模具采用双分型面,为保证模具按顺开模,分开流道分型面,再开主分型面,特设置顺序开模机构如图8所示。模具开模时,由于强力扣机2与滑块6卡在一起,主分型面无法打开;当模具开模达100 mm时,强力扣机3的斜面与滑块6接触,克服弹簧5的阻力,迫使滑块6向左运动,向左运动5 mm后,强力扣机2与滑块6分开,此时,主分型面打开,而实现顺序开模。
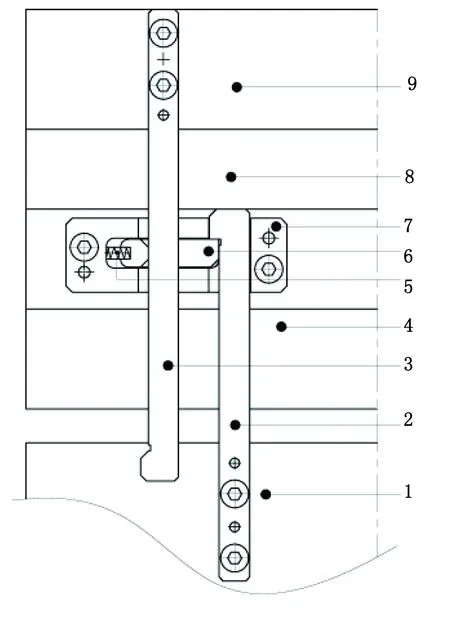
图8 顺序开模机构
2.10模具工作原理分析
如模具总装图3所示,模具动、定模合模,推出机构复位,熔料经塑化、计量后经注塑机注入模具密封型腔内,经保压、冷却后开模。在顺序开模机构的作用下,使得中间板15与流道板14之间的流道分型面率先打开,在拉料杆23的作用下,浇注系统在点浇口处断开而留在定模,当模具开模到100 mm时,在顺序开模机构作用下,型芯11与型腔17之间的主分型面打开;此时,流道分型面与主分型面同时在慢慢打开,当流道分型面开到204 mm时(方便取出浇注系统),在限位螺钉10作用下,流道分型面不在打开。为保证塑件开模后能留在动模部分,在定模板设置限位螺钉26,使得定模板13带着型腔17与型腔镶件12之间有20 mm的运动量,从而保证塑件开模后会留在动模部位。当主分型面完全打开时,注塑机顶杆推动顶出块31,使推杆垫板3、推杆固定板4、推杆6以及推件板9运动而推出塑件,在机械手作用下取出工件,完成1次生产。模具型芯11、型腔17以及型腔镶件12通过锁紧块18,19,20来保证模具合模的准确性(保证型芯、型腔自己间隙符合产品壁厚要求)。再次合模时,在复位杆22及复位弹簧29的作用下,使整个推出机构回退,通过行位感应器2来检验复位的准确性。如此重复,可完成塑件的批量生产。
3 结论
采用包胶注射成型技术,可在普通注塑机实现双色产品的注射成型,对中小型企业意义重大;包胶注射成型双色产品的生产成本比普通产品高,产品质量好,不易褪色,对产品能起到一定的防伪作用;模具采用点浇口与潜伏式浇口相结合的方式,能更有效地保证产品成型质量;模具采用推件板使塑件脱模,更能保证产品的脱模质量;模具采用顺序开模机构与限位机构,能保证模具按顺序开模以及塑件开模时能留在动模部位。
Design of Encapsulated Injection Mould of Two-Color Sterilization Container
Meng Shaoming1Nie Huiping2Liu Rong1Chen Chen1XiongFangming1
(1. Hunan Chemical Vocational Technical College,Zhuzhou,Huan, 412004;2.Avic South Aviation Industry Limited Corporation,Zhuzhou,Hunan, 412000)
Structure design of encapsulated injection mould of a two-color plastic part is presented. Ejector mechanism of combination of push and pusher plate, sequential mouldopening mechanism, latent gate ect. are adopted. Nested structure products with two-color are produced by two sets of mould in an ordinary injection molding machine. The quality of plastic parts is ensured by production practice, which can provide reference for the same kind of plastic parts.
two-color;encapsulated injection mould;mould design; sterilization container
2016-01-05;修改稿收到日期:2016-05-07。
孟少明,男(1981—), 湖南株洲人,讲师,工学学士,主要从事PRO/E模具设计等方面的教学和科研工作。E-mail:13203305175@126.com。
湖南省教育厅料研究基金(15C0469)。
10.3969/j.issn.1004-3055.2016.04.015
