苊低压加氢合成四氢苊和全氢苊的研究
2016-09-19王海洋许浩然马赛勇王守凯中钢集团鞍山热能研究院有限公司辽宁鞍山4044中唯炼焦技术国家工程研究中心有限责任公司辽宁鞍山4044
赵 巍, 王海洋, 臧 娜,2, 许浩然, 马赛勇, 王守凯,2*(. 中钢集团鞍山热能研究院有限公司,辽宁 鞍山 4044;2. 中唯炼焦技术国家工程研究中心有限责任公司,辽宁 鞍山 4044)
苊低压加氢合成四氢苊和全氢苊的研究
赵巍1,王海洋1,臧娜1,2,许浩然1,马赛勇1,王守凯1,2*
(1. 中钢集团鞍山热能研究院有限公司,辽宁 鞍山 114044;2. 中唯炼焦技术国家工程研究中心有限责任公司,辽宁 鞍山 114044)
在间歇式高压反应釜中,采用Ni/γ-Al2O3加氢催化剂,在较低的反应温度和压力下,进行了苊加氢合成四氢苊和全氢苊的实验研究。考察了反应温度、H2压力、催化剂用量和反应时间对苊转化率、四氢苊和全氢苊选择性的影响规律。实验结果表明,温度是影响加氢反应的主要因素,在催化剂用量为5%(与苊重量比)、压力2.0 MPa、反应15 h条件下,当反应温度为140℃,主要生成四氢苊产品,选择性为94%,反应温度为180℃,主要生成全氢苊产品,选择性为98%。
苊;四氢苊;全氢苊;加氢
苊来源于煤焦油,在洗油中的平均含量为1.2%~1.5%,是一种重要的精细化工中间体,在有机合成中有着广泛的应用。如苊可以氧化制备1,8-萘酐,再经亚胺化后制得的1,8-萘酰亚胺吸收紫外线后可发出蓝紫色荧光,可做荧光增白剂[1];苊脱氢制备苊烯,用于合成树脂材料[2];苊经加氢饱和制备四氢苊和全氢苊,得到低毒性产物在高分子、医药以及燃料等领域都有着广泛的应用[3-5]。
苊的加氢反应已有若干文献报道,加氢技术也在不断改进。但大多氢化反应的条件比较苛刻。如使用Raney Ni作为催化剂[6],反应温度和压力都较高,改进使用镍-硅藻土催化剂反应温度在180~300℃[7],氧化铝骨架镍-铬催化剂亦需180℃[8]。另一方面,采用贵金属催化剂钌、铑、钯等催化剂虽然可以降低氢化反应对温度和压力的要求[9],但价格昂贵且易失活,无法适用于工业化生产。
本文参照Ni/γ-Al2O3加氢催化剂的优点及应用特点[10],考察了苊的低压加氢反应,最终得到全氢苊或四氢苊产品及在低温、低压下的最佳氢化工艺条件,使加氢工艺更加适用于工业化生产。
1 实验
1.1仪器和试剂
仪器:GC-14B气相色谱仪(日本岛津公司)、Agilent19019GC/MS质谱仪(美国Agilent公司)、FYX0.3间歇式高压反应釜(大连通产高压容器制造有限公司)、2X-8G双极旋片式真空泵(上海南光真空泵厂)。
试剂:苊(99%,鞍钢实业三块石化工厂)、Ni/γ-Al2O3加氢催化剂(工业级,辽宁海泰科技发展有限公司)、氢气(高纯氢,抚顺隆亿石油化工有限公司)、石油醚(AR,天津市科密欧化学试剂有限公司)。
1.2实验步骤
将固体苊154.2 g(1 mol)溶于石油醚1 000 mL中,加入2 L高压釜中,按苊质量的5%加入Ni/γ-Al2O3加氢催化剂7.7 g,密封高压釜。依次用氮气、氢气置换,加热前使釜内氢气压力为1.0 MPa。开始加热,达到预定反应温度后补充氢气压力到2.0 MPa,并在反应过程中维持压力不变。气相色谱监控反应进程,反应完全后将釜液取出,过滤催化剂得到无色透明液体,回收溶剂后,蒸馏得到苊加氢产品。反应温度在140℃时得到以四氢苊为主的加氢产物,经精馏得产物138.2 g(0.885 mol),色谱纯度为99.6%(GC面积归一化法),收率为88.5%(以苊计摩尔收率)。反应温度在180℃时得到全氢苊(含四种同分异构体)152.5 g(0.928 mol),色谱纯度为99.5%(GC面积归一化法),收率为92.8%(以苊计摩尔收率)。具体反应方程式如图1所示。
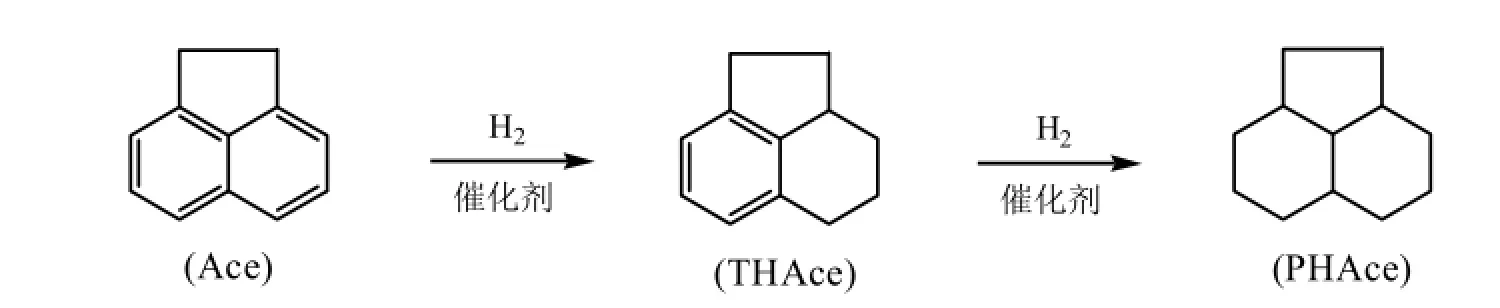
图1 苊加氢反应方程式
1.3分析方法
气相色谱分析条件:毛细管色谱柱为Se-30(30 m×0.25 mm×0.25 μm);升温程序:起始温度100℃,以10℃/min的速率升至280℃,保持5 min。进样口温度280℃,检测器温度280℃。
2 结果与讨论
2.1苊加氢产物组成
在不同的加氢反应条件下,苊加氢饱和程度不同,包括逐环加氢、异构化、开环和烷基脱除等平行与连串反应。采用气质联用对样品进行分析发现,苊在低温低压下(低于180℃,2.0 MPa),加氢产物主要为四氢苊、全氢苊,未发现有开环及烷基脱除产物。压力2.0 MPa、温度180℃和催化剂用量5%(相对苊)条件下,考察不同苊转化率对加氢产物组成的影响,结果如图2所示。
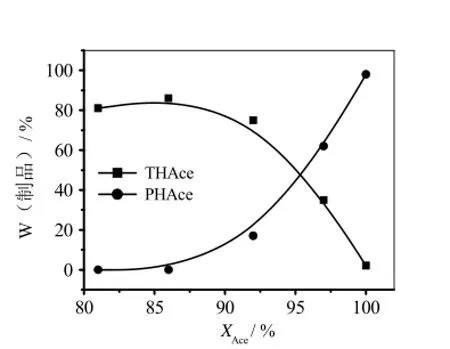
图2 苊的转化率对加氢产物组成的影响温度180℃;H2压力2 MPa;催化剂用量5%
从图2可知,随着苊转化率的提高,四氢苊的收率先升高后下降,最高收率在90%左右,全氢苊的收率逐渐升高,最高收率在98%左右。随着全氢苊的收率明显上升,四氢苊的收率随之下降。这是由于在加氢反应开始阶段,反应主要是由动力学控制,遵循“多环优先”的原则,因此在初期反应时以生成四氢苊为主。但当四氢苊浓度增加到一定程度时,催化剂与其接触几率高于原料苊,将进一步加氢生成全氢苊。表现出四氢苊的组成下降,全氢苊的组成上升,是连串反应的特征现象。
2.2反应温度的影响
反应压力为2.0 MPa、催化剂用量为5%(相对苊),时间为15 h,考察温度对苊加氢反应的影响,结果如图3所示。
从图3可以看出,随着温度的升高,苊的转化率已接近100%。四氢苊的组成先升高后减少,呈现反“S”型曲线,全氢苊的组成曲线呈现“S”型曲线。同时可以看到,当反应温度在140℃时,虽然原料苊已经消失,但生成物的组成几乎全部为四氢苊。由于低温加氢的初期过程中,稠环芳烃比单环芳烃更易加氢饱和,而过低的能量无法打破单环芳烃的π键平衡,因此产品只有四氢苊。当温度高于140℃时,四氢苊才开始再次加氢转化,全氢苊的组成迅速的升高,最终产品几乎全部转化为全氢苊。但温度高于180℃时,发现有开环裂化现象,因此控制加氢反应温度在180℃。
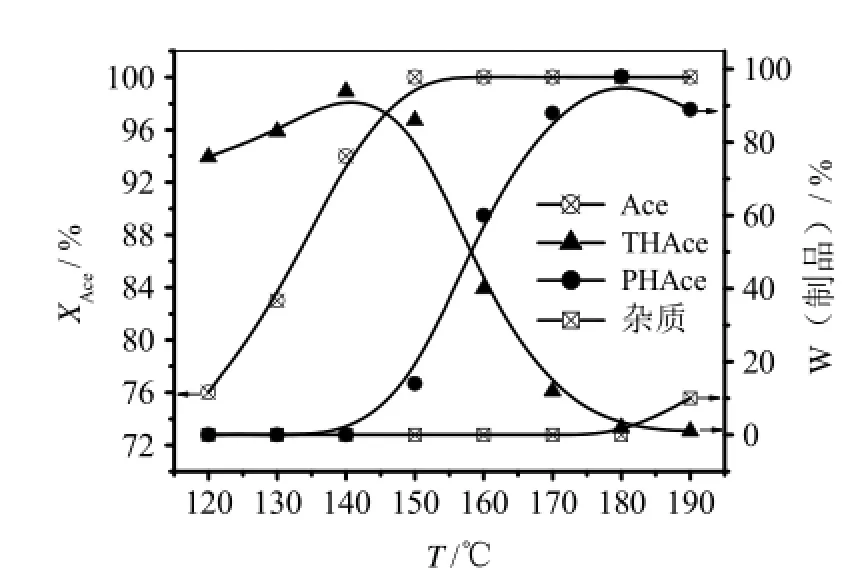
图3 温度对加氢产物组成的影响时间15 h;H2压力2 MPa;催化剂用量5%
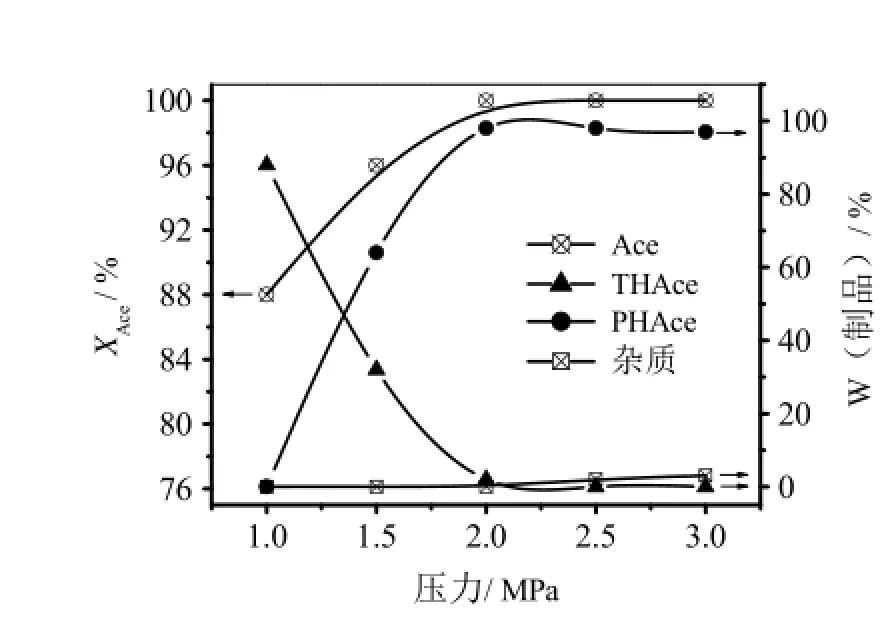
图4 压力对加氢产物组成的影响温度180℃;时间15 h;催化剂用量5%
2.3H2压力的影响
反应温度为180℃,时间为15 h,催化剂用量为5%(相对苊),考察不同的反应压力对加氢反应的影响,结果如图4所示。
从图4可以看出,当压力在2.0 MPa时原料苊已经消失,并且四氢苊全部转化为全氢苊。体系反应压力影响较大,压力增大,苊的转化率升高,四氢苊的质量分数下降,说明压力升高有助于芳环的加氢饱和,这是由于芳环具有较好的共振稳定性,需要一定的反应温度和压力才能打破这种稳定性。芳环逐渐饱和是一个体积缩小的反应,因而加大压力也有利于加氢平衡向右移动,提高了苊和四氢苊的加氢饱和能力。反应压力对开环产物影响较小,这可能与开环反应过程中反应前后分子数变化较小有关。从生产操作安全性考虑,选用反应压力为 2.0 MPa。
2.4催化剂用量的影响
反应温度为180℃,压力为2.0 MPa,时间为15 h,考察催化剂用量对苊加氢反应的影响,结果如图5所示。
从图5可以看出,催化剂用量低于4%时反应速率较慢,反应时间长。当高于5%的用量时,一定反应时间内催化剂的利用率已经达到平台,催化剂利用率低。从经济上考虑应当尽可能的减少催化剂的使用量,因此催化剂的用量在4%~5%的范围内比较合理。
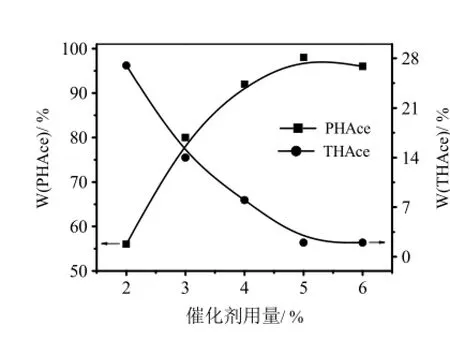
图5 催化剂用量对四氢苊和全氢苊组成的影响温度180℃;时间15 h;H2压力2 MPa
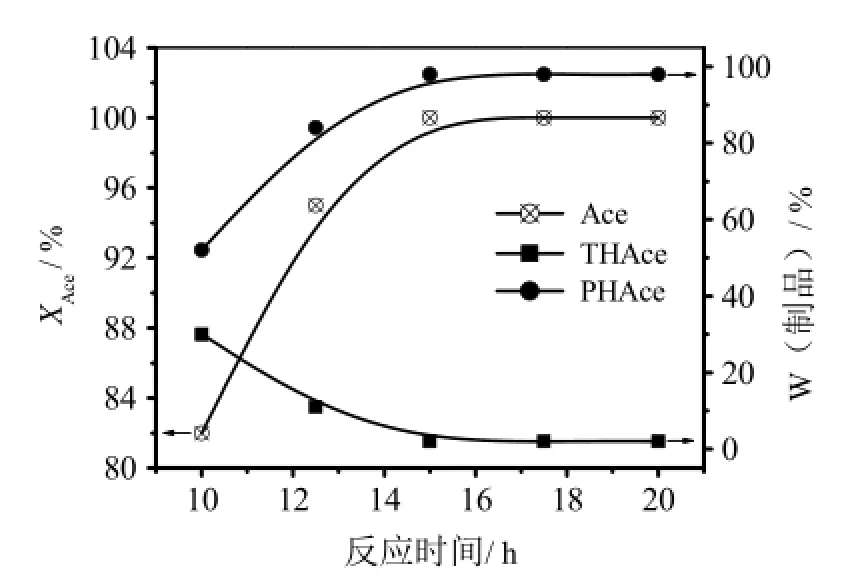
图6 反应时间对加氢产物组成的影响温度180℃;H2压力2 MPa;催化剂用量5%
2.5反应时间的影响
反应温度为180℃,H2压力为2.0 MPa,Ni/γ-Al2O3催化剂用量为5%(相对苊)考察反应时间对加氢反应的影响,结果如图6所示。
从图6可以看出,当反应时间在15 h时,原料苊已经消失,并且四氢苊全部转化为全氢苊。反应时间在15 h以下时,反应过程是四氢逐渐向全氢苊转化过程,随反应时间延长,产品基本是全氢苊时,加氢产物基本保持不变,因此确定反应时间为15 h。
2.6催化剂回用次数考察
待一次反应结束后,使催化剂完全沉降于釜底后滤出上层清液,然后再定量加入苊和石油醚重复进行反应,考察催化剂的寿命,实验结果如表1所示。
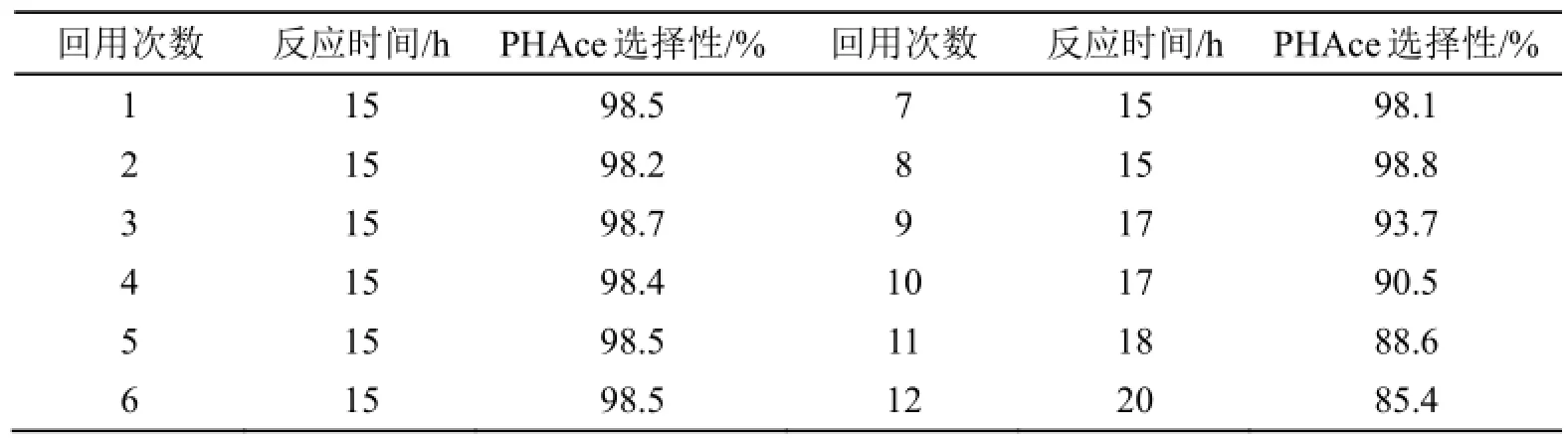
表1 催化剂回用次数考察
由表1可见,催化剂初活性较高,在反应温度为180℃时,反应至第8釜后催化剂活性有所下降,从第9釜开始将反应时间升至17 h,选择性降低至93.7%。随催化剂使用次数的增加反应时间延长。进行到第12釜时反应时间延长至20 h,此时催化剂活性已大幅下降,原因主要是催化剂活性组分流失和部分Ni颗粒团聚造成的。
3 结论
采用Ni/γ-Al2O3加氢催化剂,研究苊低压液相加氢工艺条件:催化剂的用量为5%(重量比),H2压力为2.0 MPa,反应温度140℃,得到四氢苊为主产品,选择性为94%;反应温度180℃,得到全氢苊为主产品,选择性为98%。苊的加氢饱和是一个主要生成四氢苊和全氢苊的可逆连串反应,同时在温度高于180℃时,存在着少量饱和产物的进一步加氢裂化反应;提高反应压力,苊的转化率和芳环加氢饱和程度得到提高,但对加氢裂化反应影响较小。Ni/γ-Al2O3催化剂有较高的初活性和较长的使用寿命,催化剂可以循环使用10次,该工艺降低了苊加氢反应的操作压力,产量高,适用于工业化生产。
[1] 陈明强, 胡莹玉, 沈永嘉. 苊的硝化反应[J]. 染料工业, 2001, 38(1): 21-23.
[2] 柳波, 沈永嘉, 董黎芬, 等. 1,8-苊酰亚胺衍生物的制备及其应用[J]. 染料工业, 1995, 32(5): 26-27.
[3] Elizabeth A, Brian K., Carlos N. Fundamental optical properties of linear and cyclic alkanes: VUV absorbance and Index of Refraction[J]. J Phys Chem A, 2009, 113(33): 9337-9347.
[4] 王华, 张云霞. 盐酸美金刚胺的合成[J]. 化工管理, 2014(14): 140-141.
[5] 万响林. 1,3-二甲基金刚烷的工业化生产及其应用[J]. 广东化工, 2014, 41(10): 96-106.
[6] E I Bagrii, M V Tsodikov. Acenaphthene and fluorene hydrogenation on industrial aluminum oxide catalysts in a flow system[J]. Petroleum Chemistry, 2014, 54(2): 100-104.
[7] Naruse Y. Selective preparation of cis-perhydroacenaphthene: US, 4783565[P]. 1988-11-08.
[8] 胡晓春, 孔黎春. 1,3二甲基金刚烷的合成[J]. 合成化学, 2006, 14(2): 206-207.
[9] Naruse Y. Selective preparation of trans-perhydroacenaphthene: US, 4761510[P]. 1988-08-02.
[10] 朱红英, 张晔, 邱泽刚. 反应条件对萘饱和加氢的影响[J]. 精细化工, 2009, 26(5): 512-516.
Synthesis of Tetrahydroacenaphthene and Perhydroacenaphthene by Low Pressure Hydrogenation of Acenaphthene
ZHAO Wei1,WANG Hai-yang1,ZANG Na1,2,XU Hao-ran1,MA Sai-yong1,WANG Shou-kai1,2*
(1. Sinosteel Anshan Research Institute of Thermo-energy co., Ltd, Anshan 114044, China;2. National Engineering Research Center for Coking Technology, Anshan 114044, China)
Tetrahydroacenaphthene (THAce) and perhydroacenaphthene (PHAce) was synthesized by hydrogenation of acenaphthene (Ace) under low pressure on highly dispersed Ni/γ-Al2O3catalyst. Effects of temperature, H2pressure, reaction time and catalyst dosage on conversion of Ace and selectivity to THAce and PHAce were investigated. The experimental results showed that temperature was the principal factors of the hydrogenation processes. The optimal reaction conditions were that the catalyst dosage was 5%, the H2pressure was 2.0 MPa, the reaction time was 15 h. Under that condition with the temperature from 140℃ to 180℃,the selectivity to THAce and PHAce was 94% and 98% respectively.
acenaphthene; tetrahydroacenaphthene; perhydroacenaphthene; hydrogenation
O625.1
A
1009-220X(2016)04-0028-05
10.16560/j.cnki.gzhx.20160416
2016-06-01
赵 巍(1983~),男,辽宁鞍山人,工程师,硕士;主要从事精细化工中间体合成的研究。
王守凯(1965~),男,辽宁鞍山人,教授级高工;主要从事煤焦油基功能材料的研究。wsk5840863@126.com