废轮胎热解制取液化油的实验研究
2016-09-19黄传峰焦有军
黄传峰,李 伟,焦有军
废轮胎热解制取液化油的实验研究
黄传峰,李 伟,焦有军
(陕西延长石油(集团)有限责任公司 碳氢高效利用技术研究中心,陕西 西安 710075)
以废轮胎胶粉为原料,在体积为500 mL的间歇反应器中开展了胶粉液化制取液化油的实验研究。重点考察了胶粉粒径和反应温度对产物分布的影响,通过密度、元素分析、高温模拟蒸馏和GC-MS分析,对最佳条件下获得的液化油的物性和组成进行详细分析。结果表明,在胶粉粒径0.70 mm和反应温度500 ℃的条件下,液化油收率高达55.50%。液化油的性质复杂,含有一定量的硫氮,轻质油馏分达到57%,主要成分为带烷基侧链的芳烃和环烯烃以及少量的杂原子化合物。
废轮胎;热解技术; 液化油; 芳香性
随着经济的快速增长和交通运输业的迅速发展,汽车工业急剧增长,废轮胎产量逐年增加。据统计[1],全球未处理的汽车废旧轮胎累计已达30亿条,并且每年以30%的速度增长,其中北美、欧洲和亚洲废旧轮胎年产量占到全球产量的90%。2012年我国废旧轮胎产量达到2.8亿条,总重量1 018万t,年产量居世界第一[2]。
废旧轮胎热解技术以其能源回收率高和环境污染小等优点而备受国内外学者的关注,相继开发出一系列废轮胎热解新工艺和新技术。如Roy C[3,4]等人的移动床真空热解装置,Williams P T[5-7]等的固定床热解装置,浙江大学回转窑装置[8,9]等工艺技术。废轮胎经过热分解,可以以环境友善的方式回收能源和化学品,获得清洁燃料油或较高附加值的化工原料。本文主要研究常压条件下不同胶粉粒径和反应温度对废轮胎胶粉热解行为的影响,通过对液化油物化性能进行详细分析,为轮胎液化油的二次加工利用提供有力的数据支撑。
1 实验部分
1.1 实验过程及装置
废轮胎热解工艺流程如图1所示,该系统主要包括氮气吹扫系统、反应系统、冷凝系统和油品接收系统四部分。
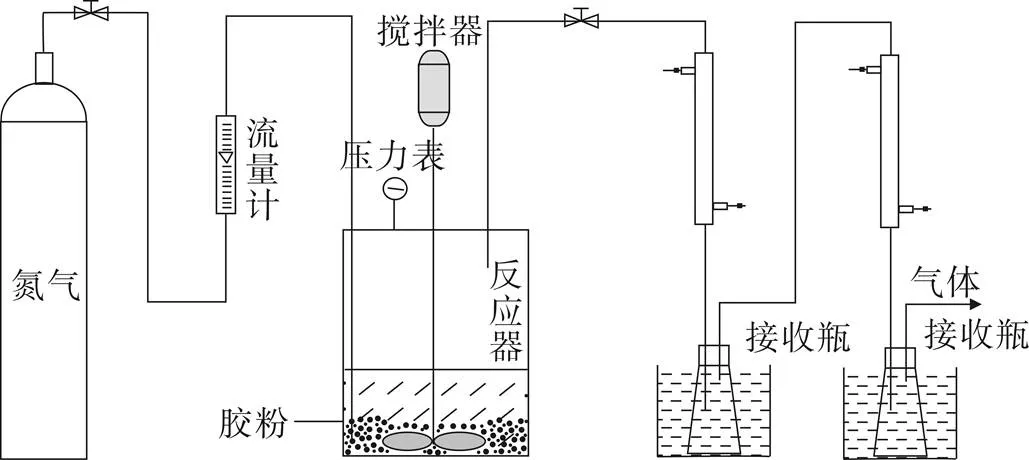
图1 废轮胎热解工艺流程
实验前,称取一定量的胶粉放入反应釜内,打开氮气阀置换系统内空气,在整个反应过程中通入氮气以保证整个系统处于氮气气氛,开启搅拌器进行搅拌,当反应器升温达到设定温度,热解产生的高温油气进入冷凝系统,重馏分油收集于一级接收瓶,较轻的液体馏分收集于二级接收瓶中,不可凝气体通过排气管排入大气,反应结束后收集液体产物和反应釜底残渣,称重得到液化油和残渣重量,热解气通过减重法求得,进而计算得到各产物收率。
1.2 实验原料
实验所用胶粉为去除钢丝的废轮胎,经破碎、碾磨和干燥处理后,选取粒径为0.15、0.25和0.70 mm的胶粉收集备用,轮胎胶粉的工业和元素分析见表1。
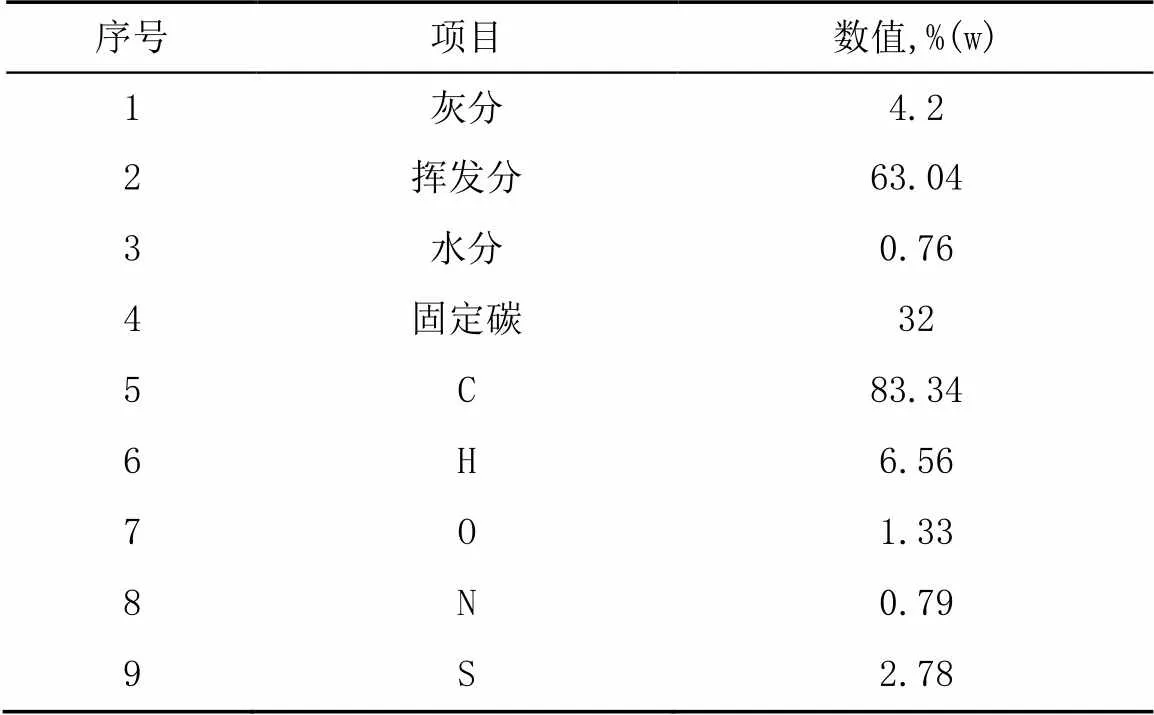
表1 轮胎胶粉工业和元素分析
1.3 液化油的分析
液化油的高温模拟蒸馏分析采用Aglient 7890B型气相色谱仪,方法为ASTM2887,所得数据按照汽油馏分(IBP~180 ℃)、柴油馏分(180~350 ℃)和重油馏分(350℃-FBP),计算各自质量分数。C、H和N元素通过元素分析仪测定,S元素依据GB388-64标准测定,O元素通过减差法计算得到。
液化油的化学成分分析采用美国Thermo Fisher ITQ1100气质联用仪。色谱条件:色谱柱为Agilent HP-5(30 m×0.25 mm×0.25μm)载气为高纯氦气,流量为1 mL/min,分流比50:1,加热程序:GC在初始温度60 ℃下保持3 min,然后10 ℃/min升温至280℃,停留20min。质谱条件:进样量1μL,电离方式为EI,电子能量为70 eV,20-550aum扫描。化合物鉴别使用NIST数据库。
2 实验结果与讨论
2.1 粒径大小的影响
胶粉的粒径大小直接影响传质传热乃至挥发分的析出速率,从而改变物质的热解行为[10]。研究表明,小粒径可以减少内部传质传热,保证恒温反应,热解过程主要受内在动力速率控制,此时可忽略颗粒内部传质传热的影响,大颗粒在反应过程中由于存在温度和浓度梯度,内部胶核基本不反应,最终影响胶粉的反应活性和转化[11]。因此,粒径大小与热转化率密切相关。
在反应温度470 ℃,常压条件下,考察了不同胶粉粒径对产物分布的影响,结果如表2所示。由表可知,液化油收率与焦炭收率呈现相反的变化趋势。随着胶粉粒径的增大,液化油收率逐渐增加,且增加幅度较大,从胶粉粒径为0.15 mm的30.0%增加到0.70 mm的54.0%,增加了近24个百分点,炭黑收率逐渐降低,从60.0%降低到42.0%。这可能是在相同反应条件下由于小粒径胶粉在热解升温过程中较易发生溶胀和团聚现象,不仅极大地降低了胶粉的热解活性,使得中间产物在高温反应区的停留时间延长,二次裂化反应加剧,生成固体残渣和较多的低碳气体烃类,液体收率降低,气体收率增加。相对较大粒径胶粉在热解过程中,颗粒之间的黏结性变弱,保证了胶粉具有较高的热解活性和转化率,大多数胶粉在较短时间内发生转化,焦炭和气体收率大幅降低,液化油收率增加。
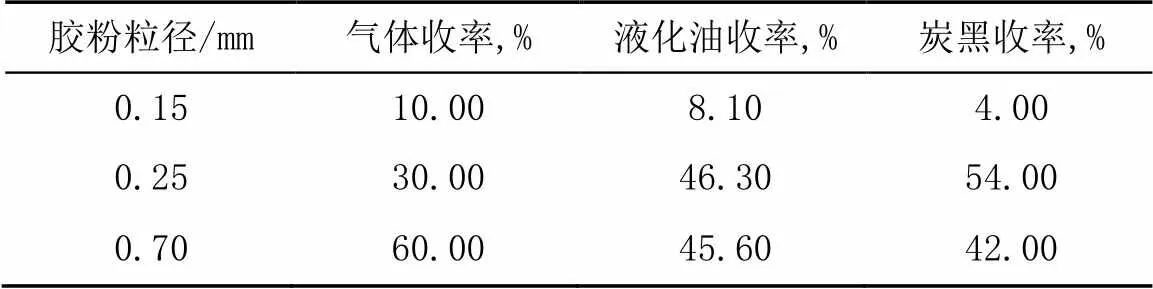
表2 胶粉粒径对产物分布的影响
2.2 反应温度的影响
橡胶热解是在高温惰性气氛条件下,将橡胶聚合物分解生成较小的烃类分子,同时最大限度抑制中间产物的二次反应。反应温度作为废轮胎热解产物及其收率的主要影响因素。一般地随反应温度升高,液化油收率会先增大后减小。
选取胶粉粒径0.70 mm,在常压条件下,考察了不同反应温度对热解产物的影响,结果如表3所示。由表可知,反应温度对于产物分布的影响较大,随反应温度增加,液化油收率先大幅增加后逐渐变缓,在500 ℃时达到最大值,之后随反应温度进一步升高而略微下降。当反应温度低于470 ℃时,液化油收率随反应温度升高而明显增加,从430 ℃时的43.33%增加到470 ℃时的53.5%,增加了约10个百分点,焦炭收率大幅下降,降低了约8个百分点,气体收率增加幅度较小。说明在较低反应温度条件下,胶粉裂化反应速率较低,裂解不是很完全,生成的大分子烃类吸附于炭黑表面及孔道内部,随着反应时间延长,大部分大分子烃类通过缩合反应生成焦炭。随着反应温度的增加,胶粉挥发分裂化速率加快,有更多吸附于炭黑表面的大分子发生液固相裂化反应离开炭黑表面,减少了炭黑表面大分子烃类的缩合反应,进而降低了炭黑表面焦炭收率。

表3 反应温度对产物分布的影响
当反应温度超过470℃时,随反应温度增加,液化油和气体收率逐渐增加,焦炭收率逐渐下降。在500 ℃时,液化油收率达到最高值55.5%,焦炭收率降至最小值37.0%,此时轮胎胶粉热解反应比较完全,在整个热解过程中约有5%左右的热解炭产生。结合其他研究工作者的文献报道表明,废轮胎最佳热解温度在400~550 ℃之间。Laresgoiti[12]等研究热解温度对废旧轮胎热解行为的影响,表明当温度超过500℃后,温度的升高对废旧轮胎的热解行为已经没有影响,继续提高反应温度,热解反应过程将从气-液-固三相反应转变为气-液两相之间的反应,致使液体烃类发生二次裂化生成更多的小分子气态产物。Kawakami[13]等采用回转窑反应器研究发现,当反应温度从540 ℃提高至740 ℃,液化油收率降低,气体收率增加,焦炭收率基本不变。
2.3 液化油的理化分析
在轮胎胶粉热解反应过程中发现,当反应温度上升至在200 ℃左右时,开始有少量黑色粘稠状油滴生成,当温度超过380 ℃后,液化油生成速率逐渐加快,油滴由黑色变为较清亮的淡黄色,得到的液体产物呈棕黑色,粘度较低,流动性好,具有刺鼻的恶臭气味。
2.3.1 液化油的物性分析
表4为反应温度500 ℃,胶粉粒径0.70 mm时轮胎液化油与回转窑热解油的物性分析。

表4 液化油与回转窑热解油物性比较
由表可知,与回转窑热解油相比,液化油的硫含量较低而氮含量相对较高,分别为0.6%和0.83%,硫含量仅为回转窑热解油的40%,氮含量高达回转窑热解油的2倍,液化油中汽柴油馏分含量相对较低,为57.0%,低于回转窑热解油中汽柴油馏分的72.27%。
废轮胎液化油中相对较高的轻质油馏分主要与废轮胎胶粉中含有大量的天然橡胶、丁苯橡胶、聚异戊二烯橡胶和顺丁橡胶等有关,在高温条件下生成的大量橡胶单体及小分子的烯烃等物质大多数进入轻馏分油。Williams P T等[14]通过研究热解油相对分子量也得到类似的结论,发现提高热解温度可促进热解油的二次裂化反应,油收率降低,但其轻馏分份额却有所增加。
2.3.2 液化油的组分分析
轮胎液化油作为一种复杂的液体混合物,其馏程范围宽,烃类组成复杂,其中含有大量的烷烃、烯烃、芳香烃和极性化合物,为了进一步明确各组分含量和类型,进行了GC-MS分析,其主要组分见表5。由表5可知,液化油包含的化合物种类繁多,成分复杂,其中主要烃类化合物达50多种,其中大部分为带烷基侧链的芳烃或环烯烃以及少部分含杂原子化合物。液化油中大量芳烃的存在,使得液化油具有较高的芳香性,其中苯系化合物占到12.08%,茚系化合物占到5.51%,萘系化合物占到3.25%,这些芳烃化合物主要来源于轮胎橡胶中天然橡胶和合成橡胶的聚合单体烃类,在热解过程中断裂产生的大量烯烃和二烯烃,经Diels-Alder环加成反应生成环烯烃,环烯烃进一步通过芳构化反应形成单环芳烃。此外,共轭二烯与环烯烃可经Diels-Alder进一步反应生成多环芳烃,进而提高了热解油中的芳烃含量[15]。Tamure[16]等研究者曾指出,橡胶裂解时,聚合链断裂产生的共轭双键可直接环化生成苯等芳烃。
此外,由表5还可知,液化油中含有少量杂原子化合物,主要源于轮胎中各种添加剂的热解产物,如硬脂酸、橡胶填充油、苯并噻吩、硫脲、秋兰姆类、酮胺类等,生成的含氧化合物主要包括醇类和酸类占到3.34%,硫氮化合物主要以含硫噻唑类和含氮喹啉类为主,其中苯并噻唑和二氢-三甲基-喹啉作为橡胶硫化剂和防老剂也有检出,两者含量分别达到3.31%和4.41%。Mirmiram[17]等人研究证实了液化油中存在硫氮化合物,并确定了苯并噻唑这一物质。

表5 液化油主要组分GC-MS分析
续表

项目分子式组分名称峰面积,% 5C17H24O[(1-乙烯基-1,5-二甲基-4-己烯基)氧基]甲基-苯0.98 6C10H16D-柠檬烯1.89 7C12H181-乙基-2-甲基-苯3.76 8C9H121,3,5-三甲基-苯0.53 9C6H101-甲基-3-(1-甲基乙烷基)-环己烯0.80 10C10H182,6-二甲基-1,6-辛二烯1.09 11C9H121,3,5-三甲基-苯1.37 12C10H182,6-二甲基-1,6-辛二烯2.11 13C10H161-亚甲基-4-(1-甲基乙烯基)-环己烷1.18 14C10H161,2,5,5-四甲基-1,3-环戊二烯0.61 15C10H162,5,6-三甲基-1,3,6-庚三烯0.67 16C10H161-甲基-4-(1-甲基乙烷基)-环己烯2.40 17C10H161-甲基-4-(1-甲基乙烷基)-环己烯12.86 18C10H141-甲基-3-丙基-苯0.88 19C10H141-乙基-2,4-二甲基-苯1.07 20C10H121-甲基-4-(1-甲基乙烯基)-苯0.94 21C11H161-甲基-4-(1-甲基丙基)-苯1.10 22C10H122,3-二氢-5-甲基-1H-茚0.72 23C10H122,3-二氢-5-甲基-1H-茚1.04 24C11H142,3-二氢-1,6-二甲基-1H-茚1.49 25C11H142,3-二氢-1,6-二甲基-1H-茚1.28 26C22H382-甲基-l,2-苯基-十五烷0.53 27C7H5NS苯并噻唑1.90 28C11H142,3-二氢-1,6-二甲基-1H-茚0.68 29C8H7NS2-甲基-苯并噻唑0.60 30C13H28十三烷0.53 31C12H161-(2-丁烯基)-2,3-二甲基-苯0.82 32C12H141,1,3-三甲基-1H-茚0.98 33C14H30正十四碳烷0.57 34C12H122,6-二甲基-萘0.50 35C12H122,6-二甲基-萘0.96 36C18H24N2防老剂40200.75 37C11H18N2二乙基甲苯二胺0.57 38C12H15N1,2-二氢-2,2,4-三甲基-喹啉1.99 39C15H241-(1,5-二甲基己基)-4-甲基-苯0.63 40C15H241-(1,5-二甲基己基)-4-甲基-苯0.51 41C16H25N4,8,12-三甲基-3,7,11-三烯十三腈0.59 42C17H36十七烷1.49 43C12H20环十二烷0.56 44C15H26香树烯0.79 45C13H142,3,6-三甲基-萘1.28 46C17H36十七烷0.97 47C14H161,2,3,4-四甲基-萘0.51 48C20H34O香叶基香叶醇0.54 49C15H24榄香烯0.57 50C16H32O2正十六烷酸1.19 51C18H24N2防老剂40200.63 52C11H13NS2-丁基- 苯并噻唑0.69
3 结 论
(1)胶粉粒径和反应温度对胶粉液化油收率影响较大,随着胶粉粒径的增大,液化油收率逐渐增加;随反应温度上升,先增加后降低。在反应温度500 ℃,胶粉粒径0.70 mm的条件下,液化油收率达到55.50%。
(2)轮胎液化油的密度较大,为0.952 g/mL,含有一定量的硫氮,但轻质油馏分含量较高、达到57%,需要进一步加工利用。
(3)液化油组分极为复杂,通过GC-MS分析可知,其主要烃类组分为带烷基侧链的芳烃和环烯烃以及少量的杂原子化合物。其中,芳烃化合物主要以苯系、茚系和萘系为主,含氧的杂原子化合物以醇类和酸类为主,硫氮化合物以含硫噻唑类和含氮喹啉类为主。
[1] 钱伯章,朱建芳.废旧橡胶循环利用与技术进展[J]. 橡塑资源利用,2010,4:31-40.
[2] 严建华,高雅丽,张志宵,等.废轮胎回转窑中试热解油的理化性质[J]. 燃料化学学报,2003,31(6):590-593.
[3] Roy C,Unsworth J.Pilot plant demonstration of used tired vacuum pyrolysis[C]. In: Ferrero G L,Maniatis K,Buekens A,Bridgwater A V,ed. Pyrolysis and gasification. Elsevier: 1989:180-189.
[4] Roy C,Chaala A,Darmstadt H, et al.The vacuum pyrolysis of used tires:End-uses for oil and carbon black products [J]. Journal of Analytical and applied Pyrolysis,1999,51(1-2):201-221.
[5] William P T,Taylor D T.Aromatization of tyre pyrolysis oil to yield polycyclic aromatic hydrocarbons [J]. Fuel,1993,72(11):1469-1474.
[6] Williams P T,Besler S.Pyrolysis-thermogravimetric analysis of tyres and tyre components [J]. Fuel,1995,74(9):1277-1283.
[7] Williams P T,Besler S,Taylor D T.The pyrolysis of scrap automotive tyres: the influence of temperature and heating rate on product combustion [J]. Fuel,1990,69:1474-1482.
[8] 张志霄,池涌,闫大海.废轮胎中试回转窑热解碳理化特性及应用前景[J]. 燃料化学学报,2004,32(03):312-317.
[9] Chang Y-M.On pyrolysis of waste tire: degradation rate and product yields [J]. Resources,Conservation and Recycling,1996,17(2):125-139.
[10] 苏亚欣,张先中,赵兵涛.废胶粉的热重实验及与神华煤粉热解的比较[J]. 安全与环境学报,2008,5:10-25.
[11] 刘辉.生物质热解实验及动力学研究[D]. 湖南:长沙理工大学硕士论文, 2008.
[12] Laresgoiti M F,Caballero B M.Characterization of the liquid products obtained in tyre pyrolysis [J]. Journal of Analytical and Applied Pyrolysis,2004,71:917-934.
[13] Kawakami S,Inoue K,Tanaka H, Sakai T.Pyrolysis process for scrap tires[C]. In: Jones J L,Radding S B ed. Thermal conversion of solid wastes and biomass,American Chemical Society Symposium Series, 1980,130: 557-572.
[14] Williams P T,Taylor D T.The molecular weight range of pyrolytic oils derived from tyre waste [J]. Journal of Analytical and Applied Pyrolysis,1994,29(2):1646-1649.
[15]张志宵,池涌,闫大海, 等.废轮胎回转窑中试热解产物特性[J]. 浙江大学学报(工学版),2005,39(5):716-721.
[16] Tamura S,Murakami K,Kuwazoe H.Isothermal degradation of cis-1,4-polyisoprene vulcanizates [J]. Journal of Applied Polymer Science,2003,28(11):3467-3484.
[17] Mirmiran S,Pakdel H,Roy C.Characterization of used tire vacuum pyrolysis oil:nitrogenous compounds from the naphtha fraction [J]. Journal of Analytical and Applied Pyrolysis,1992,22:205-215.
Preparation of Liquefaction Oil From Scrap Tires by Pyrolysis
HUANG Chuan-feng, LI Wei, JIAO You-jun
(Hydrocarbon High-efficiency Utilization Technology Research Center, Shaanxi Yanchang Petroleum (Group) Co., Ltd,Shaanxi Xi’an 710075,China)
Pyrolysis of scrap tires to prepare liquefaction oil was carried out in a 500 mL batch reactor. Effect of particle size and reaction temperature on product distribution was investigated. Properties and main components of liquefaction oil were analyzed by density analysis, elemental analysis, high temperature simulation distillation and gas chromatography-mass spectrometry. The results show that the yield of liquefaction oil can reach 55.50% under the size of 0.70 mm and reaction temperature of 500℃. The liquefaction oil is very complex, and contains a certain amount of sulfur and nitrogen; its light oil fraction is 57%. And main components of liquefaction oil are aromatics with alkyl side chain and cycloalkenes as well as a small amount of heteroatomic compounds.
Scrap tires; Pyrolysis; Liquefaction oil; Aromatic
TQ 09
A
1671-0460(2016)06-1131-04
2016-04-18
黄传峰(1984-),男,湖北安陆人,工程师,2010年毕业于中国石油大学(北京)工业催化专业,研究方向:从事煤油共炼、重油轻质化、生物质化工的技术工作。E-mail:huangcf1130@163.com。
