利用空分富余纯氧进行固定床增氧制气改造及总结
2016-09-14龚普勤王天峰段世周张宝珠张广瑞
张 鹏 , 龚普勤 , 王天峰 , 段世周 , 张宝珠 , 张广瑞
(河南心连心化肥有限公司 , 河南 新乡 453731)
利用空分富余纯氧进行固定床增氧制气改造及总结
张鹏 , 龚普勤 , 王天峰 , 段世周 , 张宝珠 , 张广瑞
(河南心连心化肥有限公司 , 河南 新乡453731)
介绍了利用空分装置富余纯氧对固定床间歇造气炉进行改造的技术方案以及投运后的效果。通过增氧改造,提高了单炉产气量,降低了炉渣残炭量和吨氨电耗,同时稳定了炉况,便于操作,取得了良好的经济和环保效益。
增氧制气 ; 产气量 ; 改造
河南心连心化肥有限公司二分公司采用固定床间歇造气工艺,共有20台Φ2 800 mm锥形造气炉,东造气楼和西造气楼各设置10台炉,采用DCS控制及自动加煤装置。正常生产后工段开五机,造气20台炉全开。2014年吨氨综合能耗达到1 082 kg标准煤的较好水平,但仍有一定的优化空间。2015年,公司利用原料结构调整项目配套空分装置所产富余纯氧(O2≥99.9%,质量分数)对二分公司西造气楼10台炉进行增氧制气改造。2016年1月18日引氧投运,目前已稳定运行近60 d,取得良好效果。
1 固定床造气炉增氧制气改造技术概述
固定床造气炉增氧制气工艺是在传统的固定床间歇气化工艺的基础上,在进入煤气炉的空气中加入氧气,通过提高入炉空气中氧气的浓度(22%~50%),提高氧气与碳的反应速度,缩短吹风、吹净、回收阶段的总时间,特别是净吹风的时间,其放出的热量足以满足碳与水蒸气反应所需要的热量。当氧气的浓度达到一定值,其净吹风时间为零,增氧空气与碳反应生成的气体全部回收到气柜,供合成氨生产的需要,降低造气煤耗,减少二氧化碳排放。
2 氧气控制调节及安全保护
氧气控制调节系统简图如图1所示。
采用增氧制气专用DCS,使入炉空气中氧气的浓度稳定,保持在设定值±0.5%范围内,装置运行

图1 氧气控制调节系统简图
安全可靠。为保证造气炉安全和稳定运行,设置了以下专有装置和安全联锁:①氧气缓冲罐出口设置有压力变送器和止回阀,当压力低于设计值时,可报警发出信号,止逆阀自动关闭。②入炉氧浓度联锁。为保证入炉富氧空气的氧含量符合工艺要求,在风机出口和氧气混合后总管上安装有氧含量分析仪,当氧含量超过设定值时可报警,快速关闭气动调节阀。③吹风联锁。当吹风联锁投运以后,如果运行的炉子都没有处于“吹风”和“加氮”状态下,则认为不需要使用氧气,则连锁关闭氧气自动调节阀。④氧气高限联锁。当氧含量高于设定值时,关闭氧气自动调节阀。⑤风机压力低限联锁。当风机风压低于此设置值,关闭氧气调节阀门。
3 固定床增氧造气炉运行情况
3.1单炉产气量
增氧造气炉投运前单炉产气量6 500 Nm3/h,供氧量为1 000 Nm3/h时,系统氧含量提高至23%~24%,单炉发气量增加340 Nm3/h左右,东造气停一台炉,实现19台炉满足五机气量需求。当供氧量为2 000 Nm3/h左右时,系统氧含量提高25%,基本可以满足18台炉供后工段五低五高机生产需要。
3.2吹风气产蒸汽量
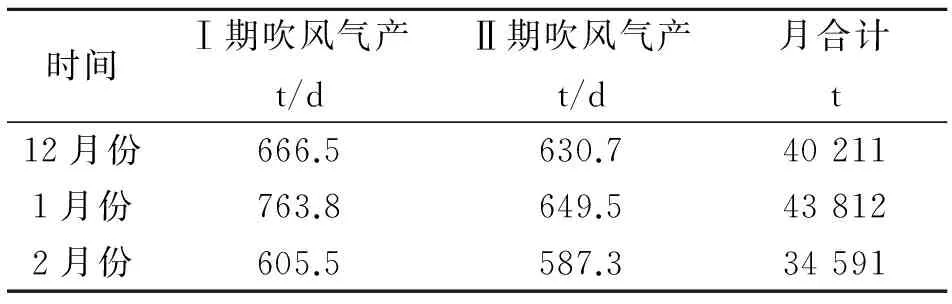
表1 增氧制气投运前后吹风气产蒸汽量
西造气开10台炉送Ⅰ期吹风气,东造气开9台炉送Ⅱ期吹风气。从表1可以看出,由于投用富氧后,西造气热回收时间为24~25 s,东造气热回收时间为28~29 s,操作上东造气回收时间多2~3 s,东西造气送往吹风气的可燃气体减少,从侧面证明了增氧后造气炉产气量的提高。
3.3单炉产氨量
2015年同期单炉日产氨量57.5 t,增氧投运后,系统氧含量提至23%~24%时,东造气停一台炉,单炉日产氨量58 t左右,当系统投氧至25%,单炉日产氨量达到59 t左右。
3.4运行工艺参数
从造气炉运行参数变化来看,增氧后炉顶温度表现得比较明显,系统投氧稳定至23.5%~24%后,负荷保持24~25 s,炉顶温度比未投时温度低10~20 ℃,一般维持在210~235 ℃。
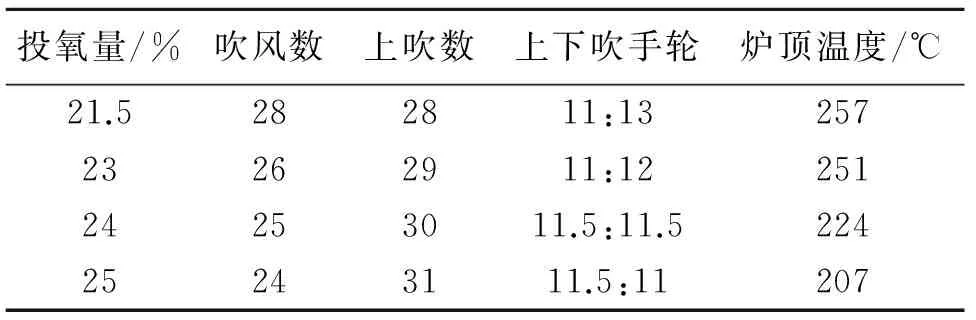
表2 增氧造气炉主要运行参数
注:上下吹手轮指上吹蒸汽和下吹蒸汽阀门手轮开度。
3.5白煤消耗
2016年2月开始提高系统氧含量,尽管单炉煤耗变化不大,但前期烧煤质较好,后期煤质掺烧比例变化,掺烧价格较低的劣质煤比例加大,总体煤质变差,但发气量不受影响,说明富氧利于烧劣质煤,通过掺烧劣质煤降低原料煤成本,提高经济效益。
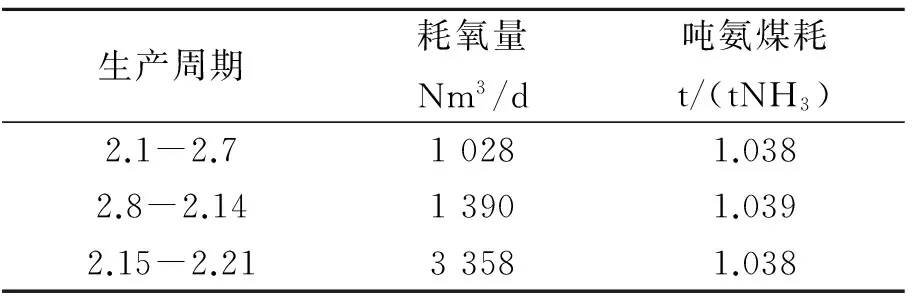
表3 吨氨煤耗随系统投氧量的变化
3.6吨氨电耗
增氧工艺投运后吹风时间缩短2 s左右,东造气长停1台炉,风机运行时间缩短,与增氧制气投运前相比,造气吨氨电耗下降2 kW·h左右。
3.7吹风气成分变化
增氧工艺投用后吹风气中CO2含量由14%~15%升至16%~17%,CO+H2由7%~8%降低至6%~7%,同时吹风时间缩短,热收时间相对减少,减少送吹风气量,有效降低了热损失。
3.8炉渣残炭变化
增氧工艺投运后,眼观灰质成渣性较好,取样分析残炭含量高时为10%左右,低时为7%~8%,见表4。残炭率有所下降。

表4 增氧工艺投运前后炉渣残炭量对比
4 结语
增氧制气工艺投运后,单炉发气量增加340 Nm3/h,系统氧含量提高25%,停开2台炉,实现18台炉供后工段五低五高生产需要。通过增氧改造,吨氨电耗减少2 kW·h,炉渣残炭量降低,通过掺烧劣质煤,降低生产成本。增氧制气工艺能稳定操作参数,减少系统波动,为生产长周期稳定奠定基础。
2016-05-11
张鹏(1975-),男,工程师,从事氮肥系统化工设计及改造工作,电话:15836133249。
TQ546
B
1003-3467(2016)08-0057-02
