技术创新助推卫生陶瓷行业转型升级
2016-09-06管火金
管火金
(广东摩德娜科技股份有限公司 广东 佛山 528222)
技术创新助推卫生陶瓷行业转型升级
管火金
(广东摩德娜科技股份有限公司广东 佛山528222)
针对卫生陶瓷生产介绍了用于MTX型隧道窑的IBS超级节能烧嘴和智能化高压注浆系统。这些创新技术经过实践应用,可有利于促进卫生陶瓷行业的转型升级。
IBS超级节能烧嘴智能化高压注浆系统技术创新转型升级
前言
根据中国建筑卫生陶瓷协会对全国规模以上企业统计,2014年全国310家规模以上卫生陶瓷企业营业收入为572亿元,比2013年增长16.53%; 2014年全国卫生陶瓷总产量是21 508.6万件(2.15亿件),相对2013年产量20 621万件(2.06亿件),增长4.3%。从以上数据表明,2014年卫生陶瓷产量在增长,而且产量很大。
若每家企业按照平均一条隧道窑计,310家规模以上卫生陶瓷企业约有310条隧道窑。如果加上重烧(修补返烧)、小产量的梭式窑及还有一些厂家拥有多条隧道窑,因此实际生产线应大于这个数据。陶瓷经高温烧结而成,需要消耗大量能源。《建筑卫生陶瓷单位产品能源消耗限额》GB 21252-2007规定,卫生陶瓷单位产品燃耗限额先进值为550 kgce/t瓷(整个工序),平均每件成品按照15 kg计算(按轻量化后的数据算,一般为15~18 kg/件,下同),2014年国内的卫生陶瓷厂至少消耗掉177.45万t标煤。这不仅耗费了大量成本,而且其排放废气也对环境造成了污染,因此节能对于卫生陶瓷企业非常重要。
从生产实际看,绝大部分卫生陶瓷企业仍然采用人工为主的方式或半自动化生产方式,尤其是成形工序,仍采用以人工为主的地摊式注浆生产线、立式注浆生产线居多,效率低,劳动强度大,合格率低。在人工成本不断上升、熟练工人短缺的时代,企业急需提高自动化水平,减少人工用量。
笔者针对卫生陶瓷企业存在的上述问题,将重点介绍摩德娜科技与欧洲企业合作共同研发的两种新产品:一种是用于MTX型隧道窑的IBS超级节能燃烧系统集成技术;另一种是智能化高压浇注(成形)系统。其主要目的是降低建筑卫生陶瓷的烧成燃耗,提高成形过程的自动化水平,促进行业转型升级。
1 MTX型节能隧道窑
1.1应用实例
广东摩德娜科技股份有限公司与巴西ASTC公司联合研制的MTX型节能隧道窑,主要应用于卫生陶瓷烧成(见图1)。

图1 隧道窑入口
公司已先后为客户提供了MTX型节能隧道窑,包括土耳其TURKUAZ 公司、巴西LUCARTE公司、巴西FIORI CERAMICA公司(KOHLER科勒集团);对印度KOHLER公司原澳大利亚通用公司窑炉进行了燃烧系统IBS技术升级。目前,本公司正为河南一家卫生陶瓷企业建造一条带IBS超级节能燃烧技术的MTX型节能隧道窑。公司目前已建和在建的隧道窑情况见表1。
由表1可以看出,新建的MTX型节能隧道窑比TURKUAZ原厂窑炉的单位燃耗节省35.06%;对印度KOHLER公司窑炉进行燃烧系统IBS技术升级后可节能24%。

表1 MTX型节能隧道窑主要参数及燃耗情况
1.2基本参数
以土耳其TURKUAZ新建的MTX型节能隧道窑为例,基本参数见表2。
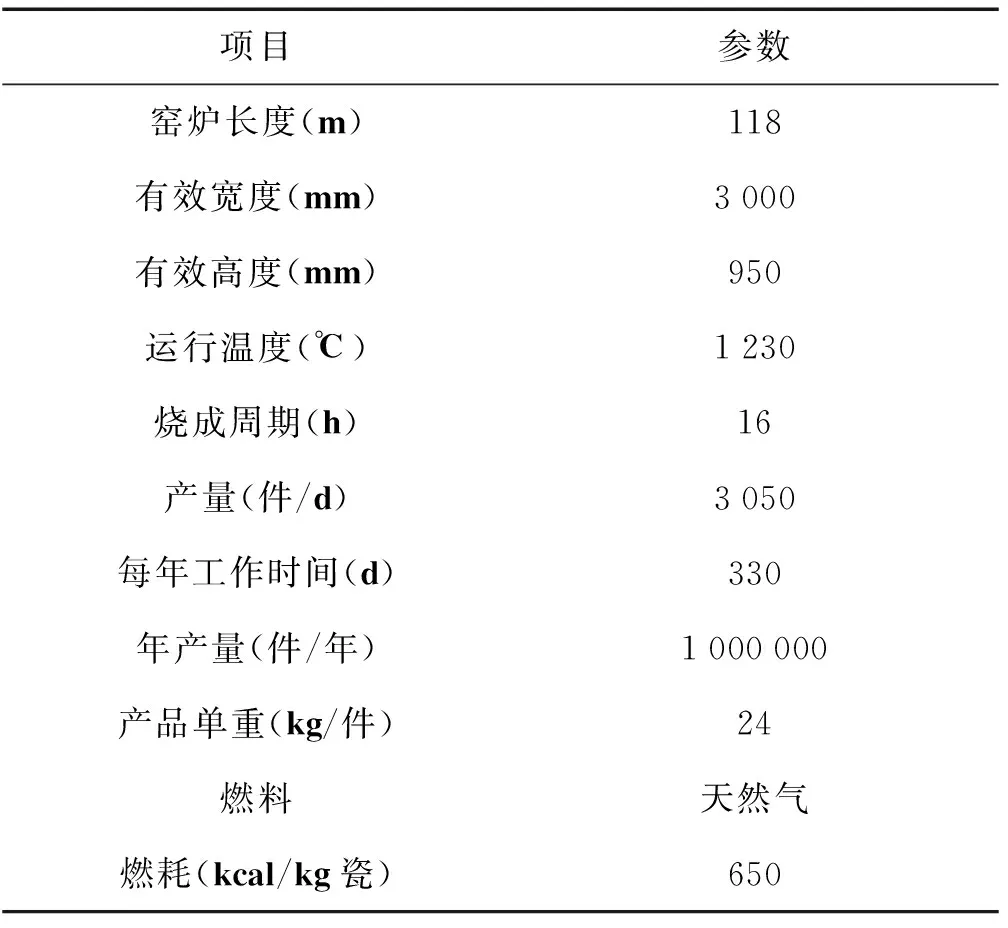
表2 土耳其TURKUAZ MTX型节能隧道窑的基本参数
1.3关键技术
1.3.1IBS超级节能烧嘴
常规卫生陶瓷隧道窑使用室温空气或加热到一定温度(100 ℃左右)的空气助燃;而IBS超级节能烧嘴是一种利用窑内高温烟气助燃的文丘里自吸式烧嘴,通过火焰喷出形成的负压将窑内高温区1 200 ℃左右的烟气吸入,并直接在燃烧室出口与燃气混合进行循环助燃。经生产验证,燃烧效果好,烟气排放量减少,节能效果非常明显。此项技术已经在中国、意大利等全球主要卫生陶瓷生产国获得授权专利(见图4)。

图2 吸入窑内高温烟气混合燃烧示意图
1.3.2高效脉冲燃烧技术
该窑高温区除了采用文丘里自吸式超级节能烧嘴外,其他烧嘴采用空/燃比例阀和程序脉冲控制,超温时为小火,降温时为大火。该窑共用双系统,从而在升温、保温、减少温差、节能方面优势互补,尤其在使用中不浪费燃料,因此大大降低了窑炉燃耗。除此之外,所有烧嘴的燃烧时间采用程序控制,不间断的对窑内烟气进行搅拌均化,从而缩小了高温区温差,有利于缩短烧成周期并减少因温差造成的产品缺陷(如色差、变形)见图3。

图3 IBS超级燃烧控制系统
1.3.3优化组合的保温技术

图4 轻质窑车
窑体通过轻质保温砖、保温棉和导热系数仅有普通保温材料1/5的纳米保温板{普通棉板导热系数约0.152[W/(m·℃)],纳米保温板为0.036[W/(m·℃)]进行优化组合,将窑炉外表温度控制在60 ℃以下,减少散热;窑车四周采用堇青石-莫来石空心边围砖,中间填充轻质棉毯和保温散棉,明显降低窑车进出带走的热量(见图4)。
1.4在用窑炉的升级改造技术
上述技术除了可以提高新建窑炉的节能水平外,IBS超级节能烧嘴及其燃烧集成技术还可用于现有窑炉的节能和升级改造。经过对印度KOHLER公司原澳大利亚通用公司的窑炉燃烧、助燃系统进行改造,单位燃耗降低了24%。
1.5经济社会效益
以投产的土耳其TURKUAZ隧道窑为例:该窑烧成周期为16 h,使用温度为1 230 ℃,产品单位燃耗实测为650 kcal/kg瓷,而国内同样条件下的烧成燃耗超过1 000 kcal/kg瓷(高的超过1 200 kcal/kg瓷),同比节约能耗超过35%。
1)经济效益。以现有单台年产100万件卫生陶瓷的隧道窑为例,产品单重按最小15 kg/件,烧成燃耗按1 000 kcal/kg瓷计算,国内一般使用热值为8 300 kcal/Nm3的天然气,单价约3.7元/Nm3,该窑每年燃料费用为:
年消耗天然气量:1 000×15/8 300×1 000 000=1 807 228.9(Nm3/年)
每年天然气费用:3.7×1 807 228.9=6 686 746.93(元/年)
如果使用摩德娜MTX型节能隧道窑,按照土耳其窑炉节约35%燃耗计算,每年每条窑可节省234.03万元的费用(见表3)。
2014年卫生陶瓷生产的产量为21 508.6万件,如果能够逐步达到50%的升级改造(含新增和现有窑炉的节能改造),每年可以为企业节约25 168.29万元的燃料费用。
2)减排方面。上述单条年产100万件卫生陶瓷的隧道窑每年可以节约750 t标准煤。根据专家统计:每节约1°(kW·h)电,就相应节约了0.4 kg标准煤,同时减少污染排放0.272 kg碳粉尘、0.997 kg二氧化碳、0.03 kg二氧化硫、0.015 kg氮氧化物。按照此方法计算,该项目窑炉减少的排放量如表4所示。

表3 摩德娜MTX型节能隧道窑与现有隧道窑相比节省费用
表41条年产100万件卫生陶瓷的隧道窑使用IBS技术后的减排量
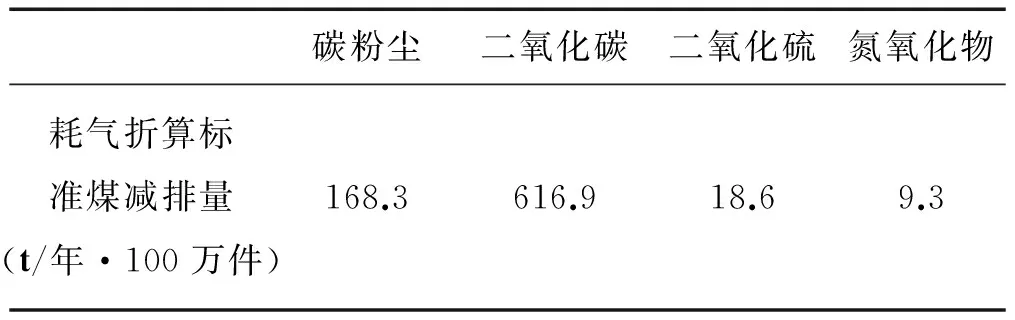
碳粉尘二氧化碳二氧化硫氮氧化物耗气折算标准煤减排量(t/年·100万件)168.3616.918.69.3
注:如果利用该技术的窑炉越多,节能减排的幅度就越大。
2 智能化高压注浆系统
意大利的WHITECH公司是一家专业研发、设计和生产卫生陶瓷智能化高压浇注、施釉、检测等集成自动化装备(生产智能机器人)的公司,其技术先进且具备一定前瞻性,可以提供卫生陶瓷自动化生产解决方案。摩德娜公司希望通过与WHITHCH公司的战略合作,共同推广这些设备,并且逐步实现国产化,以促进国内卫生陶瓷企业的生产模式向更加人性化、高效化、自动化和智能化的方向发展。
下面主要介绍用于浇注成形工序的COMPAC系统的主要技术与功能:
2.1桶圈自动粘结功能

图5 切割浇注后的坐便器毛边
COMPAC系统可以自动混料并用粘结料对坐便器的桶圈进行粘结。这个创新的混料装置可以在搅拌中加入添加剂,能够确保粘结料配方恒定、避免传统方式另外配胶以及在胶槽中存在不均匀、结块、沉淀等问题,减少耗损。通过机械手操作自动把桶圈粘贴到坐便器主体上,其粘贴缝的直线度好、质量高,可以减少后期需要的修坯时间(见图5、图6)。

图6 自动粘结坐便器桶圈后移开机械手

图7 自动生产的连体坐便器
2.2自动换模
COMPAC系统加入简单的外围设备可以到达自动进行换模具的功能,这个机械手能够在遵循自动操作顺序的压力注浆机上完成换模。采用这种方法,一个6件模具的产品换模能够在1 h内完成。这种能处理700 kg质量的机器手既能更换模具的每一个部件,也可以进行手动换模。这种系统在现有市场是仅有的能够在产品产量和自动操作高效性同时兼备的产品。

表5 几款主要浇注机器人参数
2.3应用于连体坐便器
COMPAC设备能够应用于连体坐便器的生产。通过对水箱、坐便器主体和桶圈进行整合,只需要对分体式的7件或者8件模的机械部分做简单的调整,就能够生产一体式产品(配套生产),大大提升了产品灵活性和适应性,自助生产的连体坐便器见图7。
2.4双体注浆系统
双体的COMPAC系统能够最有效地提高产量,同时在两套模具上做相关的操作(上粘结料、贴桶圈、脱模和修坯等),生产效率得到极大的提高,注浆时间得到极大的缩短(注浆周期根据原料特性能够降到分钟每件)。几款浇注成形机器人的参数见表5。
3 结语
现今我国卫生陶瓷产量在世界上是最大的,然而在生产过程中的高能耗、低效率、劳动强度大等问题是现有陶瓷企业存在的通病,我们希望通过上述创新技术和高度自动、智能化的装备能够逐步克服这些不足,创造卫生陶瓷生产更美好的明天和未来!
TQ174
B
1002-2872(2016)02-0009-05
