基于NJ控制器的新型锌膏注入机的设计
2016-08-26殷苏民郑昌俊徐启祥浩YINSuminSUNJunZHENGChangjunXUQixiangZOUHao江苏大学机械工程学院镇江212013
殷苏民,孙 骏,郑昌俊,徐启祥,邹 浩YIN Su-min, SUN Jun, ZHENG Chang-jun, XU Qi-xiang, ZOU Hao(江苏大学 机械工程学院,镇江 212013)
基于NJ控制器的新型锌膏注入机的设计
殷苏民,孙骏,郑昌俊,徐启祥,邹浩
YIN Su-min,SUN Jun,ZHENG Chang-jun,XU Qi-xiang,ZOU Hao
(江苏大学 机械工程学院,镇江 212013)
为了提高碱锰电池生产线中锌膏注入的质量,设计了一种基于欧姆龙NJ系类控制器的新型锌膏注入机。首先分析了目前电池生产线中锌膏注入机的不足之处;其次提出来一种多工位的转盘式的锌膏注入机的方案,方案通过2个伺服电机的配合来完成锌膏的注入,并进行软硬件系统的设计,包括系统的硬件选型、软件设置、软件程序及触摸屏的设计;最后对锌膏注入机进行调试,对完成锌膏加注的电池进行检测。设备经过多次调试,在加注的精度、速度、整洁性上都能满足电池生产线的需求。
电池;NJ控制器;转盘式;伺服;触摸屏;调试
0 引言
碱锰电池相比于普通电池具有寿命长、放电稳定、输出电流大、低温性强、存储时间长、防漏性好等许多优点,锌膏注入是碱性电池生产的一个重要环节,直接影响电池的性能质量,目前的锌膏注入机大多采用气动控制定量泵控制锌膏的注入,精度不高、生产效率低,不适合大规模的生产。本文参照国外先进的电池生产线,根据生产线的实际运行状态,基于伺服驱动定量泵控制锌膏注入的原理,设计了一种多工位的转盘式的锌膏注入机。该注入机通过两个伺服电机的配合来完成锌膏的注入,采用欧姆龙NJ控制器进行系统控制,大大提高了注入的精度和效率。
1 工作原理和控制要求
1.1方案设计
碱锰电池生产线的流程如图1所示,经过抽真空的半成品电池进入锌膏注入机进行锌膏的加注,出口设置了称重工位视觉检测工位,对加入的锌膏质量不合格的电池进行剔除,合格的电池进入封口机进行封口。

图1 电池制造工艺流程图
考虑到锌膏是强腐蚀性和高粘度的原料,且单次注入锌膏的量较少,需要一个高精度的微量分配系统来控制锌膏的注入。国产的锌膏注入机大多采用气动控制定量泵来实现锌膏的注入,加注的精度和均匀性都不是很理想。随着伺服驱动技术的不断发展,由伺服电机驱动的定量泵微量分配系统应用越来越广。伺服驱动的定量泵结构如图2所示,出口和入口设有单向阀,通过活塞的往复运动来实现锌膏的流入流出。定量泵采用丝杠螺母传动方式,中间带有螺纹的滑块与丝杠作为定量泵的传动装置,伺服电机通过丝杠螺母的传动装置将自身的圆周运动转换为定量泵活塞的直线运动。本设计通过软件编程设置伺服电机的绝对原点,根据注入锌膏的量计算出电机的行程(行程可在触摸屏上设置)。在加注性能上伺服驱动泵比气动驱动更加稳定,受气压波动等因素影响较小。在电池高速生产线上,能够实现多个泵的同步注入并且能够保证一致性,使得生产出来的每一个电池的质量更加稳定一致。
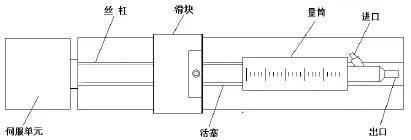
图2 定量泵原理结构图
针对国内锌膏注入机技术的不足且电池生产线的速度较高等问题,结合电池的外形特点,提出了一种多工位转盘式的锌膏注入机,主要包括锌膏桶、伺服电机、灌装工位(锌膏注入管、伺服移动架)等。具体方案,如图2所示,通过一个垂直伺服电机和一个泵伺服电机的配合完成锌膏的高精确注入,速度可以达到400只/分钟。
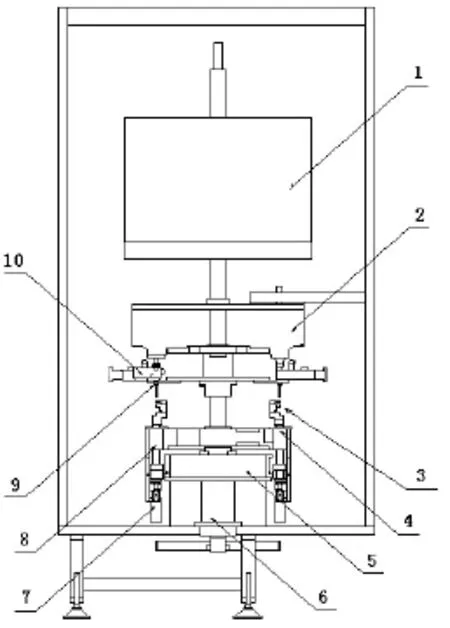
图3 锌膏注入工位结构图(主视)
1.2工作原理
如图3所示,程化台上的半成品电池通过传送带进入到锌膏机的进口转盘,在进入加注圆盘前,需要对有无钢壳和有无隔膜纸进行检测,通过同步信号对无钢壳和无隔膜纸的工位不予以加注锌膏。加注圆盘边缘排列了12个灌装工位,圆盘一边进电池壳,一边出电池壳,通过主轴6带动旋转运转,周而复始。每个灌装工位包括至少一个锌膏注入管9,锌膏注入管9从锌膏桶1下方接出,每个锌膏注入管9上都设有灌装伺服电机10,锌膏注入管9下方对应设有伺服移动架4,伺服移动架4由垂直伺服电机7控制。每一个电池的锌膏灌装动作都是通过一个垂直伺服电机7和一个泵伺服电机10的配合完成。锌膏注入机还包括伺服移动架4,伺服移动架4上设有电池托模3。伺服移动架4和主轴6之间设有凸轮5。伺服移动架4的上下行程通过凸轮5调定,保证伺服移动架3上下行程的距离和精度当钢壳进入灌装工位时,对应的垂直伺服电机7向上运行,同时对应的灌装泵旋转阀打开,垂直伺服电机7带动滑块将钢壳提升至灌装位置,灌装伺服电机10向前启动,开始灌装,同时垂直伺服电机7向下运行,当钢壳下降至回吸位置时,灌装完成,垂直伺服电机7暂停,灌装伺服电机10返回一定位置,回吸量,回吸完成,旋转阀关闭,垂直伺服电机7和灌装伺服电机10各回零位,进入下一个循环。
2 控制系统的设计
2.1硬件选型
锌膏注入机的伺服电机数目较多且对多电机的控制精度要求较高,同时希望可以在人机界面上方便的对伺服关键参数(位移、速度)进行修改,一般的控制器很难满足要求。欧姆龙NJ系类控制器集合了逻辑控制和高级运动控制功能,能够实现对机械整体的控制和管理。NJ系列控制器在多电机运动控制方面性能卓越,可以实现最多64轴的运动控制,可对电机进行高速高精度控制,实现运动控制与逻辑控制的完美结合,使得对多电机的控制变得简单方便,并能简单实现对整台机器和周边运动的协调控制。同时,通过使用标准的RJ45连接器,即可将控制器与现场设备进行简单快速连接,系统布线容易、可靠性强。因此,NJ系类控制器能完全满足锌膏机控制系统的需求。
本系统采用型号为NJ501-1400的控制器,此型号控制器可以实现最多32轴的精确控制NJ501-1400控制器内置EtherCAT端口和EtherNet/IP端口,采用世界标准的工业通信规格的EtherNet/IP和既高速又能连接各种控制设备的以太网为基础的机器控制网络EtherCAT。可通过开放式网络EtherCAT对伺服电机系统、变频器、机器人技术、视觉传感器、分散I/O单元进行控制。如图4所示,采用型号为NJ-PA3001的电源单元,可以提供DC5V和DC24V两种电压。系统选用型号为CJ1W-ID201的输入单元和CJ1W-OD201的输出单元来控制启停按钮和接收同步传感器、有无钢壳传感器等信号。伺服驱动器的型号为R88D-KN01H-ECT,伺服电机的型号为R88MK05030H-BS2,该系列的伺服单元采用全闭环控制,确保了高精度定位,同时可以有效抑制加速/减速时的振动,减小应机械本体的震动带来的精度误差。

图4 系统硬件结构图
2.2软件设置
Sysmac Studio集成了配置、编程、模拟和监控功能,采用图形的配置画面,缩短控制器、网络、连接设备的设置时间。根据实际硬件配置,在Sysmac Studio里对EtherCAT网络进行配置和设置,添加24个伺服驱动器。然后在运动控制设置里添加用于程序编程控制用的24根运动轴,并依次命名为“MC_Axis000 ”至“MC_ Axis024”。然后,根据实际情况进行相关轴参数编辑,包括轴基本设置、单位换算设置、轴操作设置、原点返回设置、位置计数设置等。以轴MC_Axis000的设置为例,在进行轴基本设置时,将轴使用设置为“使用轴”,轴类型设置为“伺服器轴”,然后分配一个伺服驱动器。在进行单位换算设置时,采用的单位为毫米,结合编码器分辨率,设定电机转一周的指令脉冲数,并实际测算电机转一周的工作行程。在进行原点返回方式设置时,采用“原点预置”来处理,即将执行原点返回时的位置作为原点来处理。在进行位置技术设置时,计数模式采用“线性模式”,编码器类型设置为“绝对值编码器”。其余相关设置里面的参数,可根据实际情况设定任意值。图5为部分设置截图。

图5 软件设置部分截图
2.3程序设计
整套系统的控制程序主要包括前后储存盘转动、主电机控制、集电体料斗控制、24个伺服轴控制及剔除控制。控制方式有自动控制和手动控制,自动控制用于系统的运行,手动控制用于设备的调试。
主电机控制:主电机在处理变频器故障、压力继电器故障、进口倒模、出口满等故障时需要停机;在处理前后储存盘满、集电体缺和满时只需暂停等待。
集电体料斗控制:集电体通过震动料斗输出,集电体满时震动料斗停止输出集电体,集电体插入工位设置了集电体打门检测,保证集电体的正确插入。
剔除控制:钢壳在加注锌膏前和加注锌膏后分别进行称重,两者之差和设定值进行比较,超出误差范围时触发气枪进行剔除。
伺服轴控制:程序设计的核心就是对Sysmac Studio中设置的轴进行运动控制。NJ控制器将逻辑和运动控制集成到一个CPU中,采用符合PLCopen标准的运动控制功能块,结合梯形图和ST语言来实现机器的所有控制,整个运动控制程序的编写符合国际ICE61131-3标准。在进行运动轨迹编程前,需使用可运行指令MC_Power,对各轴进行伺服锁定;由于各伺服轴使用了绝对值编码器,故还需使用原点复位指令MC_Home,定义各轴的原点。然后使用绝对值定位指令MC_MoveAbsolute进行伺服定位控制。需停止正在动作的轴时,应使用轴立即停止指令MC_ImmediateStop或轴强制停止指令MC_Stop。
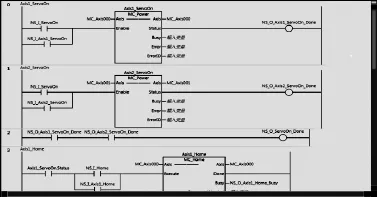
图6 伺服轴原点设置程序
2.4人机界面的设置
本系统采用欧姆龙NS系类触摸屏来实现人机交互,设计了自动控制、手动控制、参数设定及报警统计等画面。主界面如图7所示,操作者可以通过屏幕下方的报警栏和状态栏快速的找到停机的原因,结合屏幕上的设备简图迅速找到故障点进行及时处理。通过屏幕最下方的页面切换开关,可以进行手动控制、伺服参数的设置、PLC各I/O口的功能浏览等操作。同时上方显示了设备的生产效率,操作者针对次品数及时做出调整。
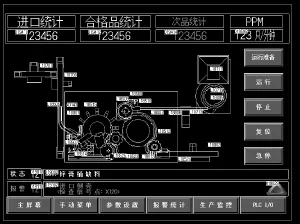
图7 人机界面主界面
3 结束语
本文介绍的新型锌膏注入机采用欧姆龙NJ501-1400作为控制器,锌膏的加注工位采用两个伺服电机的配合完成锌膏的加注动作。设备在多次调试后锌膏的加注效果很好,注入精度可以达到0.1g,速度可以到达600只/分钟,同时加注的锌膏表面干净整齐,没有滴落拖尾等现象。合理的人机界面能够适应各层次操作者的使用,操作方便,能够快速分析故障原因便于设备维护和管理。整个系统运行稳定,响应速度快,加注的速度和精度都满足了生产的需求,很好地提高了电池生产的效益。
[1] 王月芹.基于欧姆龙NJ控制器机械手控制系统设计[J].机电产品开发与创新,2013,(3):28-29,6.
[2] 殷盛江,于复生,时维康,孙中国.Delta机器人控制系统设计[J].起重运输机械,2015,(1):17-19.
[3] Cappa P.,Fedele L.,Naso V.New device for determining the level of charge in batteries[J].Experimental Techniques.1999,23(5).23-27.
[4] 卢彬.运动控制系统在电池锌膏注入工艺中的应用[J].制造业信息化,2013,(7):152.
[5] 李胜,杨林.碱性锌锰电池生产设备的进展和发展方向[J].电池,2015,(5):17-19.
[6] 杨晶,莫伟华,徐美荣.电池生产实时监控系统的开发[J].电池工业,2006,11(3):163-165.
A zinc paste implanting machine design based on the new NJ controller
TP272
B
1009-0134(2016)06-0093-03
2016-01-26
国家自然科学基金项目(51179076);江苏省科技支撑项目(BE2013009)
殷苏民(1956 -),男,江苏人,教授,博士,主要从事激光加工与检测技术、机电系统控制等方面的教学和研究工作。
