电动机护环锻件的制造工艺
2016-08-16张旭东张福生魏庆亮
张旭东 谢 斌 邹 颖 张福生 曲 聪 魏庆亮
(沈阳铸锻工业有限公司锻造分公司,辽宁110142)
电动机护环锻件的制造工艺
张旭东谢斌邹颖张福生曲聪魏庆亮
(沈阳铸锻工业有限公司锻造分公司,辽宁110142)
研究了1Mn18Cr18N电动机护环的热锻工艺、固溶处理工艺、冷变形液压胀形强化工艺等,确定了工艺技术参数,最终生产出符合要求的护环锻件。
1Mn18Cr18N;护环锻件;固溶处理
超高转数的20MW高强度电动机护环是国家重点成套设备国产化项目——西气东输工程加压泵上带动电动机上的关键构件,国内能否批量制造生产,是解决该电动机国产化进程的关键。由于该规格护环技术指标要求高,制造难度大,装机使用的都是进口锻件,价格高,整机成本负担重,制约了该规格电动机国产化的进程。为替代进口,消除技术壁垒,我公司对该产品进行研制,并取得了成功,形成批量制造能力。
随着转子做高速旋转(5 200r/min)的护环,需要承受转子端部较大的离心力,并且要防止其对转子线圈端部的破坏,要求护环具有良好的力学性能(Rp0.2>1 070MPa)。用1Mn18Cr18N这种材料来生产护环,既可以避免因电磁感应使电机护环在运转时发热,又可以有效的提高电动机工作效率和运转时的安全性。普通的热处理方法无法提高这种在常温下是无相变的奥氏体材料的力学性能,只能用液压冷变形强化的方法提升这种材料的力学性能[1-5]。
1 20 MW 1Mn18Cr18N电动机护环的技术指标
护环成品交货时需要满足客户对其性能指标及内部质量的要求。客户要求护环锻件的成品化学成分满足表1,力学性能满足表2,并且要求在磁场强度为8 000A/m时,其磁导率应不大于13.2×10-7H/m,残余应力要小于屈服强度的10%。护环成品按照∅800mm×∅670mm×585mm尺寸交货,并且按JB/T7030—2002中无损检测要求检测其内部,保证无超标缺陷存在。

表1 1Mn18Cr18N化学成分要求(质量分数,%)Table 1 The requirements of chemical compositionfor 1Mn18Cr18N retaining ring (mass fraction, %)

表2 力学性能要求Table 2 The requirements of mechanical property
2 护环热锻工艺的研制
根据客户对护环工件试验环的力学性能要求,并且结合多年的生产制造经验和材料自身的性能特性,得出相关数据,给出护环锻件的粗车尺寸和锻造工艺尺寸。这是与常规锻件工艺设置的最大区别。
护环的生产工艺流程为:冶炼→铸锭→加热→锻造→粗车→固溶处理→强化前精加工→冷变形液压胀形强化→消除残余应力热处理→理化检测→精加工后无损检测→包装交货。护环的毛坯锻件尺寸见图1,热锻工艺步骤见表3,采用电渣重熔钢锭锻造。
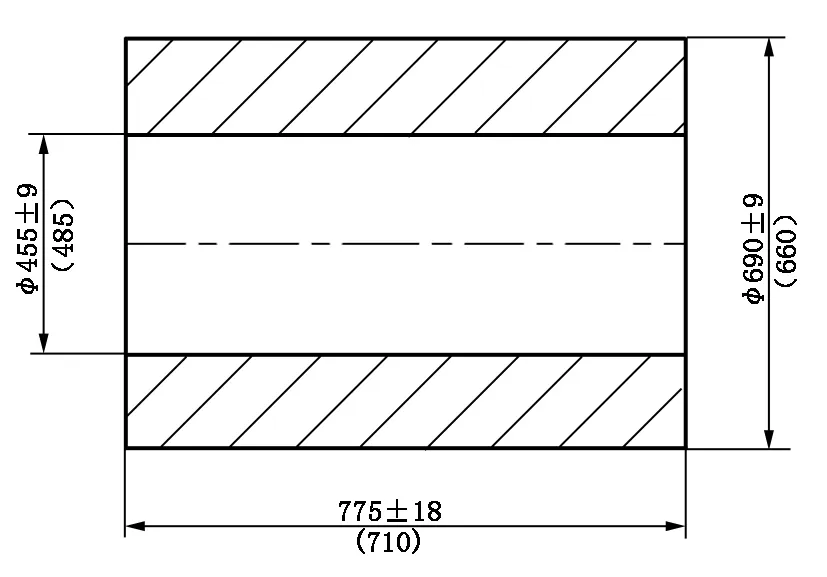
图1 护环毛坯锻件尺寸Figure 1 The dimension sketch ofretaining ring forging blank表3 热锻工艺方案Table 3 The hot forging process program
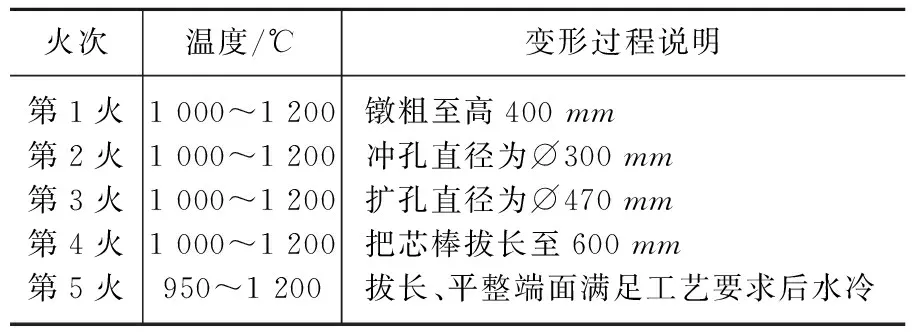
火次温度/℃变形过程说明第1火第2火第3火第4火第5火1000~12001000~12001000~12001000~1200950~1200镦粗至高400mm冲孔直径为⌀300mm扩孔直径为⌀470mm把芯棒拔长至600mm拔长、平整端面满足工艺要求后水冷

图2 固溶处理工艺曲线Figure 2 The curve of solution treatment
在热锻护环锻件的过程中,由于1Mn18Cr18N护环钢属于无磁高锰奥氏体不锈钢,其中的锰、铬含量达18%,氮含量高达0.5%以上,在锻造过程中极易产生表面裂纹。为防止表面裂纹的产生,锻造时要轻打,合理采用小压下量,控制送进量。
3 固溶处理
固溶处理是指将合金加热到高温单相区恒温保持,使碳化物充分溶解到奥氏体基体中后快速冷却,以得到均匀、稳定的奥氏体组织,并提高韧性及抗蚀性能,提高材料冷变形强化的性能。1Mn18Cr18N护环粗加工后坯料固溶处理曲线如图2所示。
4 冷变形强化
(1)为了达到客户对护环锻件的力学性能及零件的尺寸要求,需要通过液压胀形冷变形的方法进行强化。
(2)在护环与模具形成的封闭空间内用高压泵把水打入,使粗车后的护环发生塑性变形,这样可以方便控制护环的外形尺寸及变形速度。
(3)与常规护环相比,此护环胀形前细长,高径比大,在液压胀形过程中,非常容易造成母线凹形(俗称喇叭口)。我们制造了护环胀形前的定位装置及限位装置,确定了能够保证护环液压胀形过程中与胀形所需要的液体超高压相匹配的瞬时低压参数值。经过精心控制,不断完善控制参数,护环从胀形前尺寸∅660mm变形至∅810mm,其公差控制在±2mm。
5 消除应力热处理
护环锻件在强化后为了稳定组织,减少残余应力,需要进行热处理。护环消除应力曲线图如图3所示。
6 检测结果
制造厂家分别在护环两端取中环,切取试环做力学性能试验,每个试环的拉伸和冲击试样数量及位置如图4所示。以炉次T1205271为例,力学性能检测结果见表4,超声检测结果见表5。金相组织检测结果为晶粒度径向4级,纵向4级,金相组织为奥氏体+微量点状碳化物。磁导率检测按照《西气东输电机护环锻造制造技术协议》规定进行,检测结果低于用户要求一个数量级。

图3 消除应力曲线图Figure 3 The curve of stress relief heat treatment

图4 取样位置和取样数量Figure 4 The sampling position and sampling quantity表4 力学性能实际检测结果Table 4 The actual tested resultsof mechanical property

Rp0.2/MPaRm/MPaA(%)Z(%)KV2/J112010831103108511301130110311361124109911171098114311451113114723.524.524.524.022.523.022.524.06062646262636662115.0129.0133.0130.5144.0137.5145.0156.0
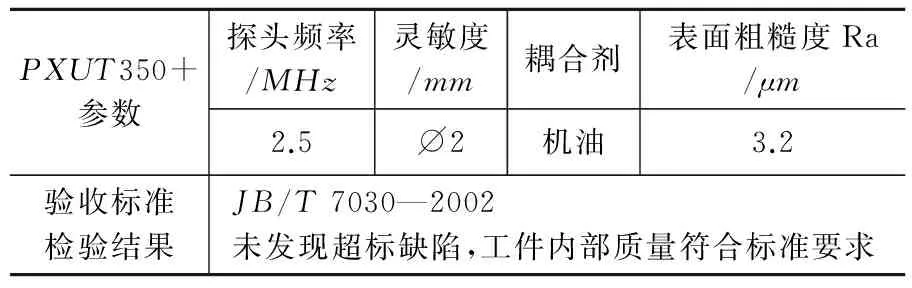
表5 超声检测结果Table 5 The results of ultrasonic testing
7 结论
电机护环的制造工艺包括热锻工艺、固溶处理工艺、冷变形液压胀形强化工艺等,确定的工艺技术参数保证了对实际制造过程的质量控制,满足用户对该规格护环锻件各项技术指标的要求,填补了国内超高转数1Mn18Cr18N护环制造的空白。
[1]张旭东,王树立,魏庆亮,等.电动机护环温锻强化工艺研究[J]. 大型铸锻件,2014(6):48-49.
[2]康大韬,叶国斌.大型锻件材料及热处理.北京:龙门书局.
[3]张志文. 锻造工艺学. 北京:机械工业出版社.
[4]赵俊民. 1Mn18Cr18N钢无磁性护环锻件的试制[J].大型铸锻件,2010(1):27-29.
[5]禹兴胜,田继红,何文武,等.护环热成形短流程工艺的研究[J].大型铸锻件,2012(4):7-9.
编辑杜青泉
ManufacturingProcessofRetainingRingForgingforElectricMotor
ZhangXudong,XieBin,ZhouYing,ZhangFusheng,QuCong,WeiQingliang
Thehotforgingprocess,thesolutionheattreatmentprocess,andthestrengtheningprocessesofcolddeformationandhydro-formingfor1Mn18Cr18Nretainingringofelectricmotorhavebeenstudied.Meanwhile,theparametersofprocesstechnologyhavebeendetermined.Eventually,thequalifiedretainingforgingshavebeenmanufactured.
1Mn18Cr18N;retainingringforging;solutionheattreatment
2016—01—13
张旭东(1982—),本科,工程师,从事大型锻件自由锻工艺、护环冷变形液压胀形强化工艺研究。电话:15840170597,E-mail:15840170597@139.com
TG316B
