GH4169拉杆锻件成形工艺分析
2016-08-16岳太文刘旭辉
刘 智 岳太文 刘旭辉
(1.无锡派克重型铸锻有限责任公司,江苏214161;2.成都航空职业技术学院航空制造工程系,四川610100;3.成都航空职业技术学院航空维修工程系,四川610100)
GH4169拉杆锻件成形工艺分析
刘智1岳太文2刘旭辉3
(1.无锡派克重型铸锻有限责任公司,江苏214161;2.成都航空职业技术学院航空制造工程系,四川610100;3.成都航空职业技术学院航空维修工程系,四川610100)
针对GH4169拉杆锻件的技术指标要求,对锻件的成形工艺方案进行分析,结合生产实际,制定了合理的锻造工艺方案,总结了一套专门的工艺制造路线,生产出了符合技术要求的拉杆锻件。
GH4169;拉杆;锻造工艺
GH4169合金是一种广泛用于航空发动机零件的时效硬化型合金,该合金的成分与美国Inconel718相近,在-253~700℃的温度范围内具有良好的综合性能,在高温氧化和燃气腐蚀条件下,能够承受复杂应力,并长期可靠的工作[1-3]。该合金的另一特点是合金组织和性能对热加工工艺非常敏感,若加工过程控制不当会产生粗晶、混晶等现象,影响合金产品的疲劳性能、持久性能、缺口敏感性和冲击韧度[4]。掌握合金中相析出和溶解规律及组织与工艺、性能间的相互关系,可针对不同的使用要求制定合理、可行的工艺规程,就能获得可满足不同强度级别和使用要求的各种零件[5]。我公司承担了GH4169合金拉杆锻件的试制工作,成功实现了该合金拉杆锻件的国产化,总结了一套专门的工艺制造路线,可完全满足后期批量化生产。
1 锻件主要技术指标要求
试制锻件的原材料为美国CARPENTER公司提供的轧制棒材,尺寸规格为∅150mm,锻件直径为∅95mm。
(1)组织要求。低倍组织不应有目视可见的疏松、针孔、裂纹、缩孔、偏析、夹杂等冶金缺陷。从锻件试验件不同位置上切取试样测定晶粒度,平均晶粒度应为7级或更细。
(2)力学性能。锻件的力学性能要求见表1。
2 锻件的成形工艺方案分析
2.1锻件原材料
锻件原材料采用真空感应+真空自耗方法熔炼,炉号为W68849,原材料的化学成分见表2。原材料低倍组织检查无目视冶金缺陷,原材料棒材中心晶粒度为3级,1/2R处晶粒度为3级,圆周处晶粒度为7级。

表1 拉杆的力学性能要求和检测结果Table 1 The mechanical property requirements and tested results of tie rod

表2 原材料的化学成分(质量分数,%)Table 2 Chemical composition of raw material (mass fraction, %)
2.2锻造工艺
由于拉杆锻件尺寸较大,必须选用合适的锻造工艺参数才能生产出符合技术要求的锻件。一般情况下,合金的锻造温度越高,晶粒尺寸越大,反之,晶粒尺寸越小。当锻造加热温度一定时,变形量越大则晶粒尺寸越小,反之晶粒越大。因此,锻造温度和变形量的合理控制是获得GH4169 合金细晶强化合金材料的关键工艺[6]。GH4169合金锻造加热温度为1 000~1 050℃时,锻件晶粒度可控制在技术条件要求的范围内。合金的锻造火次与变形量的分配对合金晶粒度影响较大,材料一火次变形量对合金晶粒度影响较大。一般不宜采用较小变形量,因为过小变形量会导致锻件局部晶粒长大现象,二火次锻造后可以获得较细的组织[7]。本次试制采用我公司10.5MN快锻机锻造,锻造加热温度为1 020±10℃,二火次锻造。具体方法是:从∅150mm×1 000mm拔长至100mm×100mm×1 770mm,以较大的一火次变形量获得较细的均匀组织,然后锻件四角倒棱回炉1 020℃保温50min,出炉锻造拔长至∅95mm×2 500mm,总体变形量为60%,可以获得满足技术要求的组织。
2.3拉杆锻件的热处理工艺
GH4169合金的主要强化相为γ′′和γ′相,且其数量、分布与采用的热处理制度密切相关,并对合金的力学及持久蠕变性能具有非常重要的影响。我公司采用的热处理工艺路线如图1和图2。其中,固溶处理主要控制析出相的溶解,时效处理第1 阶段(720℃)主要控制γ′′相的成核点数量,第2 阶段(620℃)主要控制γ′′相的长大速度,许多资料认为采用此种热处理制度能获得良好的综合力学性能[8]。
3 拉杆锻件的理化检测结果
根据生产试制情况,我们对试制的锻件在锻件一端头切取200mm长试样进行了理化测试,检测结果如下:
(1)低倍组织正常,未见冶金缺陷。
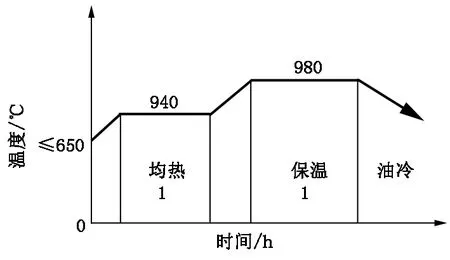
图1 固溶加热曲线Figure 1 Solid solution heat treatment curve
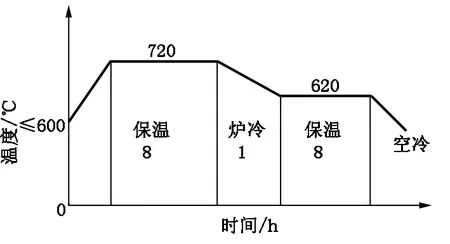
图2 时效加热曲线Figure 2 Aging heat treatment curve

图3 高倍组织取样图Figure 3 Sampling sketch for microstructure
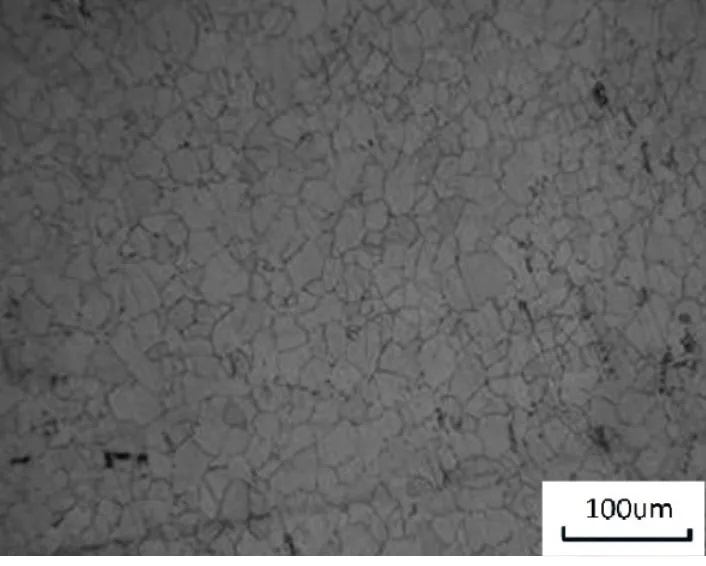
图4 锻件晶粒度照片Figure 4 Photograph of grain size of forging
(2)取样位置见图3。锻件晶粒度照片见图4。按金属平均晶粒度测试方法,检测拉杆锻件的晶粒度为7级,满足标准要求。
(3)拉杆锻件的力学性能检测结果见表1,符合标准要求。
4 结论
通过对GH4169拉杆锻件的成形工艺进行分析,确定了生产工艺并进行了试制。锻件的理化检测结果表明,所制定的成形工艺方案是可行的,GH4169拉杆完全可以国产,并满足某型燃机的相关要求。我公司在国产化试制过程中,总结了一套专门的工艺制造路线,能够生产出满足力学性能和金相组织要求的锻件。
[1]师昌绪,李恒德,周廉.材料科学与工程手册(上卷)[M].北京:化学工业出版社,2004.
[2]ElihuFB.SuperAlloys:ATechnicalGuide[M].Ohio:ASMInternational,1988.
[3]吴泽,姚泽坤,郭鸿镇,等. 700~800℃温度下GH4169合金的组织演化和力学性能研究[J].锻压技术,2007,32(2):90-93.
[4]罗鸿飞,刘有云,宋健,等.GH4169超大型异型环轧件制造工艺研究[J].航空制造技术,2014,(7):49-52.
[5]孔永华,胡华斌,李龙,等.GH4169 合金不同锻造工艺的组织与性能[J].稀有金属材料与工程,2011,40(2):225-228.
[6]王春光,王东哲,万红,等.锻造及热处理工艺对GH4169 合金组织与性能的影响[J].锻压技术,2014,39(12):15-18.
[7]岳太文,姚泽坤,郭鸿镇,等.多火次热模锻造GH4133A合金晶粒度与组织变化[J].锻压技术,2008,33(2):15-18.
[8]田速贵,王欣,刘臣,等.热处理制度对GH4169G合金微观组织与蠕变性能的影响[J].中国有色金属学报,2013,23(1):108-115.
编辑杜青泉
FormingProcessAnalysisofGH4169TieRodForging
LiuZhi,YueTaiwen,LiuXuhui
TheformingprocessofGH4169tierodforginghasbeenanalyzedaccordingtothetechnicalrequirements.Bycombiningwiththeactualproduction,thereasonableforgingprocesshasbeenprepared.Meanwhile,aseriesofspecializedmanufactureprocedurehasbeensummarized,andthetierodforgingwhichmeetsthetechnicalrequirementshasbeenmanufactured.
GH4169;tierod;forgingprocess
2016—04—08
刘智(1982—),男,工程师,主要研究方向:难变形材料锻造成形工艺。电话:13915338659,E-mail:liuzhiccc@163.com
TG316A