CRH380A箱盖低压金属型铸造工艺研究
2016-07-30王沛培陈红圣查明辉徐贵宝中国中车戚墅堰机车车辆工艺研究所有限公司江苏常州213011
张 章,王沛培,陈红圣,查明辉,徐贵宝,董 雯(中国中车戚墅堰机车车辆工艺研究所有限公司,江苏常州 213011)
·消失模与V法铸造·
CRH380A箱盖低压金属型铸造工艺研究
张章,王沛培,陈红圣,查明辉,徐贵宝,董雯
(中国中车戚墅堰机车车辆工艺研究所有限公司,江苏常州213011)
基于Magma模拟软件和工艺试制结果,优化了CRH380A箱盖低压金属型铸造工艺,分析了模具温度、充型速度和浇铸温度对铸件凝固过程的影响,得到了可行的CRH380A箱盖低压铸造工艺并获得了合格样件。本文也为其他铝合金铸件低压金属型铸造工艺研究提供了有益的参考。
低压铸造;金属型;铸造模拟
金属型低压铸造结合了低压铸造和金属型铸造的优点,相比传统的砂型低压铸造具有生产效率高、环境污染小、生产成本低、表面光洁度好、铸件力学性能高等优势,然而由于金属液降温快造成流动性和补缩性差以及金属型透气性差造成排气困难,容易产生缩松、气孔等铸造缺陷,使得复杂薄壁铸件的低压金属型铸造工艺设计具有非常大的挑战性[1,2]。本文利用Magma模拟软件,结合多次工艺试制结果,对CRH380A箱盖低压金属型铸造工艺进行了研究,获得了CRH380A箱盖低压金属型铸造工艺参数,为CRH380A箱盖的批量生产奠定了基础。
1 低压金属型铸造工艺设计
CRH380A箱盖采用ZL101A合金铸造,技术规范中要求铸件关键部位(法兰、通气器、清洗机接口)内部质量满足JIS H 0522:1999质量等级二级要求,同时还需经过染色浸透探伤确保箱盖重要部位的内部质量,这种近乎零缺陷的技术要求为金属型低压铸造工艺设计带来了巨大的挑战。
在CRH380A齿轮箱箱盖低压砂型铸造的基础上设计了低压金属型铸造工艺,如图1所示。

图1原CRH380A箱盖低压铸造工艺
对原低压砂型工艺采用Magma软件中低压金属型模块进行CAE模拟,模拟结果如图2所示。模拟的结果表明:铸件的热节主要在清洗机接口以及靠近清洗机接口的把手根部位置等厚大部位,另外在前期试制时发现法兰顶部及两端等较多部位均存在疏松超标,无法满足射线探伤技术要求。

图2 原工艺凝固缩松倾向CAE模拟结果
低压金属型铸造工艺的难点主要在于金属模冷却速度快,补缩有效距离短,而且金属模的温度场没有梯度性,因此难以实现自下而上的顺序补缩。CRH380A箱盖结构自上而下壁厚变化大,法兰内腔壁厚薄,且为了外观质量,把手处通过球铁活块成型,这些条件决定了在金属型条件下建立合理的温度场是非常困难的。在法兰顶部采用发热冒口补缩弥补金属型底部浇口补缩线程短的缺点,构建了一个底部和顶部热、中间冷的温度场结构,通过发热冒口和浇注系统实现对中间补缩的顺序。最终的CRH380A箱盖低压金属型铸造工艺如图3所示。
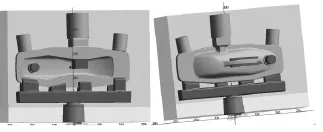
图3 优化后的CRH380A箱盖低压金属型铸造工艺
利用Magma软件对优化后的CRH380A箱盖金属型低压铸造工艺进行模拟,图4是该工艺铸件的凝固缩松倾向结果,从图中可以看出,相比原工艺铸件上法兰上以及清洗机接口位置的缩松消失,能够满足规定的技术要求。
2 低压金属型铸造工艺参数
在金属型低压铸造过程中存在着许多易变因素,这些因素往往影响铸件的质量和生产效率,其中模具温度、充型速度和浇注温度是金属型低压铸造最重要的工艺参数。
2.1模具温度对充型凝固过程的影响
模具温度是指浇注前模具的预热温度及模具投入正常浇注后的工作温度。模具预热温度是保证模具正常工作,得到合格铸件的首要条件。为了说明模具温度对铸件凝固缩松倾向的影响,利用Magma软件对原CRH380A箱盖低压金属型铸造工艺进行了模拟,模拟时仅改变模具温度而其他参数不变。图5所示是模具温度分别为200℃和350℃时铸件的凝固缩松倾向图,可以看出模具温度从200℃提高到350℃时,铸件上的凝固缩松倾向基本消除,表明浇注时的模具温度对铸件的凝固缩松倾向有非常显著的影响。
图4优化后的CRH380A箱盖低压金属型铸造工艺凝固缩松倾向模拟结果

图5 改变模具温度后原CRH380A箱盖低压金属型铸造工艺凝固缩松倾向模拟结果
对金属型铸造来讲,由于模具庞大,模具采用电加热,其加热极限温度大约在300℃.由于模具壁厚不均匀,模具的均热是很困难的,要实现模具具有合理的温度梯度更不容易。另外低压金属型铸造过程是一个周期性循环生产的过程。每一生产周期又可分为不同的操作阶段,在各操作阶段模具被动地加热和冷却。经过一定周期循环后,每个周期中模具吸收的总热量与释放的总热量相当,达到热平衡状态。实际生产时,为减少模具的激冷速度,延缓铸件结壳时间,便于增压补缩,在浇注时要求模具预热温度在250℃以上,才能保证连续浇注时模具温度能保持在200℃~250℃,这是获得合格铸件的前提。
2.2充型速度对凝固过程的影响
铸件的很多缺陷都可能在充型过程中产生,例如金属液填充型腔的状态是否良好,是否存在大量的卷气、涡流等。低压砂型铸造时为了保证充型平稳,避免卷气和憋气,在保证铸件质量的前提下,要求充型速度尽可能慢。相比砂型低压铸造,由于金属型激冷速度快,充型速度作为低压铸造基本的工艺参数对铸件质量起着更为重要的作用。充型速度过小会造成金属液在充型过程中的温度快速下降,出现金属液还未充满型腔的时候金属液就开始凝固,铸件会产生大量的液相孤立区和缩孔缩松缺陷,而速度过快时如果排气不畅,就会发生憋气、卷气等,引起铸造缺陷的产生。
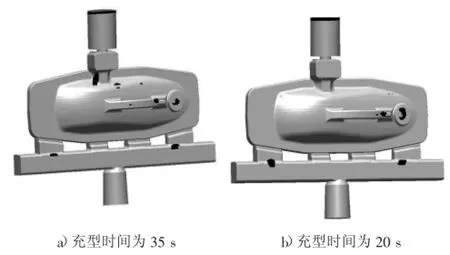
图6 改变充型速度后CRH380A箱盖低压金属型铸造工艺凝固缩松倾向模拟结果
图6是用Magma模拟得到的两种充型速度时铸件的凝固缩松倾向,模拟时仅改变充型速度而其他参数不变。从图中可以看出充型时间从35 s变为20 s时,消除了铸件法兰上的缩松,与工艺试验的结果是一致的。因此在不影响排气的前提下,金属型铸造的充型速度应尽可能快,实际浇注时确定的最佳充型为时间25 s.
2.3浇注温度对凝固过程的影响
浇注温度是低压金属型铸造的重要工艺参数之一。在低压砂型铸造中,确定浇注温度的原则与普通浇注的情况一致,即在保持铸件成形的前提下,以较低的浇注温度为宜,这样可以减小液态金属的吸气和收缩,使铸件产生气孔、缩孔、缩松缺陷的机会减少,同时使铸件的组织比较致密。另外铝液是在压力作用下充型的,因而充型能力高于一般重力浇注,而且低压砂型铸造时液态金属热量散失较慢,所以其浇注温度可比一般的铸造方法低10℃~20℃.但这对于增压补缩敏感的低压金属型铸造就不一定合理。图7是仅改变浇注温度而其他参数不变时,利用Magma软件模拟得到的CRH380A箱盖低压铸造工艺凝固缩松倾向结果,从图中可以看出浇注温度从710℃提高到740℃时,铸件通气器下方法兰及其他个别位置上的凝固缩松倾向有所减少。这主要是由于提高浇注温度,延长了铸件在液态停留时间,为增压补缩创造条件。然而浇注温度的变化范围有限,实际浇注时,浇注温度为大约比低压砂型铸造的高20℃~30℃,即730℃~740℃为佳。

图7 改变浇注温度后CRH380A箱盖低压金属型铸造工艺凝固缩松倾向模拟结果
3 试制结果
在试制过程中,结合模拟的结果,通过合理的调整模具温度、浇注速度和铝液温度等工艺参数,切实有效解决了原先法兰上和注油孔存在的多处缩松,确保了箱盖毛坯达到射线探伤JIS H 0522二级的技术要求。经解剖取样,低压金属型CRH380A箱盖的力学性能优异,T7热处理后其本体上不同位置试样的抗拉强度均超过270 MPa,延伸率均超过5%,远超过低压砂型箱盖的本体力学性能,同时铸件外观质量相比原低压砂型箱盖明显提升,充分体现了金属型低压铸造的优势。
4 结论
本文基于Magma模拟软件和工艺试制结果,优化了CRH380A低压金属型铸造工艺,分析了模具温度、充型速度和浇注温度对铸件凝固过程的影响,得到了可行的CRH380A齿轮箱箱盖金属型低压铸造工艺参数,主要包括:(1)浇注时模具的温度应在250℃以上,且越高越好;(2)在不影响排气的前提下,浇注的充型时间越短越好,CRH380A箱盖的浇注充型时间为25 s;(3)金属型低压铸造的温度比砂型低压铸造的温度高,生产时控制的铝液温度范围为730℃~740℃.
[1]张立强,李落星,朱必武.基于数值模拟的铝合金薄壁件金属型低压铸造工艺设计[J].铸造技术,2008,29(09):1178-1181.
[2]王狂飞,王凯,王有超,米国发.某缸体铝合金金属型低压铸造工艺研究[J].金属铸锻焊技术,2012,41(19):43-44.
[3]刘宏磊,赵志强,谭学菊,刘宏峰.汽车铝合金轮毂重力加压铸造的探讨[J].铸造设备与工艺,2013(02):39-41.
Study on Low Pressure Die Casting Process of the Top of CRH380A Gear Box
ZHANG Zhang,WANG Pei-pei,CHEN Hong-shen,ZHA Ming-hui,XU Gui-bao,DONG Wen
(CRRC Qishuyan Locomotive&Rolling Stock Technology Research Institute CO.,LTD.,Changzhou Jiangsu 213011,China)
In this paper,based on the cast simulation soft Magma and the results of producing process,the low pressure die casting process of the top of CRH380A gear box was optimized.The effects of the die temperature,filling velocity and casting temperature on the solidification process were analyzed.The feasible low pressure die casting process as well the qualified top of CRH380A gear box was obtained.It provides the valuable reference for the research of low pressure die casting process of other Aluminum cast.
low pressure casting,permanent mold,casting simulation
TG249.2;TG292
A
1674-6694(2016)02-0011-03
10.16666/j.cnki.issn1004-6178.2016.02.005
2015-12-12 作者简介:张章(1981-),男,博士,高级工程师。主要从事铝合金材料及铸造工艺研究。
