红绿灯信号控制图在橡胶硫化生产统计过程控制中的管理应用
2016-07-27谢伟华张友南梁健瑶荣继刚
谢伟华,张友南,梁健瑶,荣继刚
(株洲时代新材料科技股份有限公司,湖南 株洲 412007)
随着ISO 9000及其相容体系全面推行,我公司很快从质量检验阶段进入了全面质量管理阶段,但是其中统计质量阶段相对较为薄弱。较好地运用统计过程控制(SPC)工具,侧重统计技术在工艺质量和生产过程中的应用,从某种意义上讲是对质量管理的“补课”。产品质量的统计是现代质量管理的基本内容之一,其核心是产品质量始终在变化之中。虽然不能精确地预测产品质量某一瞬间的变化,但是对于其变化的统计规律,即出现多大的变化幅度及有多大的可能性是可以掌握的,这就是质量的统计分布[1]。本工作选择批量相对较大的某轨道减震器产品作为应用对象,尝试在产品质量管理过程中应用SPC红绿灯信号控制图,期望能对其他橡胶类产品质量控制提供一定的参考。
1 红绿灯信号控制图
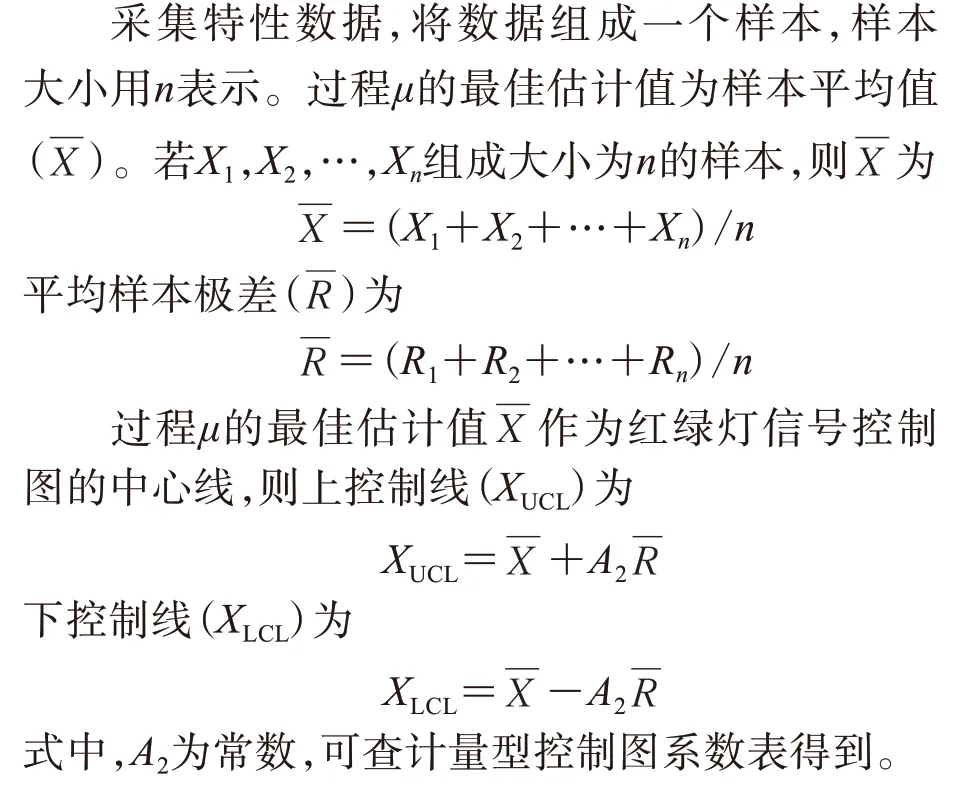
1.1 原理
在生产过程中,产品的特性值(X)服从正态分布,即N(μ,σ2),P(μ-3σ<X<μ+3σ)=0.997 3。以(μ+3σ,μ-3σ)为上下控制线外的概率之和小于或等于0.27%时,出现这样概率的事件称为小概率事件。根据概率统计理论,如果发生了小概率事件,则说明原来的分布受异常因素的影响处于失控状态。
控制图按照统计量分为:计数值控制图和计量值控制图两类。控制图按其阶段分为:分析阶段用图和控制阶段用图。红绿灯信号控制图属于计量值控制图,是一种基于概率的过程控制图,其使用了3种分类和两次抽样。应用发现,分析和控制阶段均能采用红绿灯信号控制图。
红绿灯信号控制图如图1所示,正态分布条件下,约86.6%在绿灯区(目标区),约13.1%在黄灯区(警告区),约0.3%在红灯区(停止区)。特性数据落入黄灯区,需要采取二次抽样;特性数据落入红灯区,过程停止,这时必须研究操作过程以找出问题,然后进行纠正并尽可能防止其再次发生。
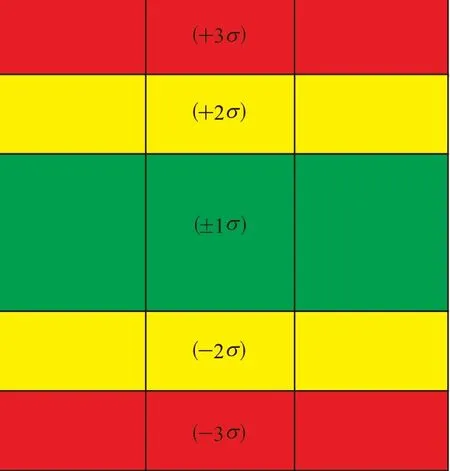
图1 红绿灯信号控制图示意
1.2 对象选择和准备
1.2.1 参数选择及其测量系统确定
运用SPC选择控制对象时,不管是过程特性参数还是产品特性参数,均需要选择连续生产产品的特性参数。轨道减震器产品生产批量相对较大,故选择其作为质量控制对象,确定硫化温度为过程特性参数,自由高和刚度为产品特性参数。
例如,硫化温度作为过程特性参数,其稳定性直接影响硫化产品质量,可选择硫化温度作为控制参数。建立硫化温度控制实施环境,确定其测量系统必须遵循以下几点:(1)同一机台使用同一测量仪器,且测量位置不变,测量时间点、每班测量频次一定;(2)定人定机;(3)不同测量点的数据不能混合分析,数据收集采用同一表格格式。遵循以上3点,通过测量系统分析硫化机(管理编码为设备J-18)前左位置点温度,如果重复性和再现性结果合格,就可确定使用该测量系统。
1.2.2 控制图的获得
2 应用实例
2.1 硫化温度控制
2.1.1 数据收集
设备J-18硫化温度为(160±5) ℃的数据收集:测量位置左前点温度低于表显温度10.5 ℃,即该点温度实际控制范围应为(149.5±5) ℃。设备J-18硫化温度数据收集125个,该点数据如表1所示(只显示前10个数据)。

表1 设备 J-18合模10 min时温度记录 ℃
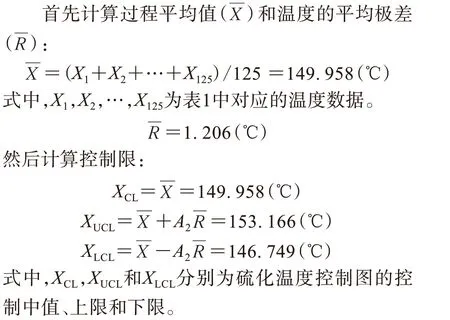
2.1.2 设备J-18硫化温度控制限计算
2.1.3 设备J-18硫化温度过程控制和过程能力分析
过程能力是指过程的加工质量满足技术标准的能力,可以衡量过程加工的内在一致性。过程能力决定于人、机、料、法、环等因素,与规范无关。过程能力指数[2]分为无偏移双侧情形的短期过程能力指数(Cp)和有偏移情形的短期过程能力指数(Cpk)。
将表1数据利用Minitab工具进行分析,能力参数截图如图2所示 。
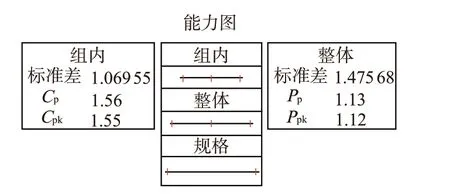
图2 设备J-18温度能力参数截图示意
(1)Cp为1.56,1.33≤Cp<1.67,过程能力充分,表示技术能力已很好,应继续维持。
(2)Cpk为1.55,表示过程中心和规范中心偏离很小。
(3)过程处于统计控制状态,可以延长控制线。
2.1.4 设备J-18硫化温度红绿灯信号控制图的绘制
为了继续控制延长上控制线(XUCL=153.166)和下控制线(XLCL=146.749),画出设备J-18硫化温度红绿灯控制图(如图3所示),用于现场控制描点,实现对过程的日常控制。

图3 温度控制用红绿灯信号控制图
2.1.5 结果与讨论
在控制过程中,当测量点一直落在绿区,说明设备J-18温度正常受控。当测量点落入黄区(图3中第4点),红绿灯控制图提出了警示,需要重新抽样来判断,若重新抽样的测量点落入绿区,说明过程正常运行;若重新抽样的测量点落入红区,则过程停止,启动整改。当测量点直接落入红区(图3中第8点),需要查明原因,及时纠正。
2.2 自由高控制
2.2.1 数据收集
该轨道减震器产品自由高为(80±1.5) mm,按模腔号每班次收集一模产品自由高数据,共收集40个数据(只显示前6个),见表2。
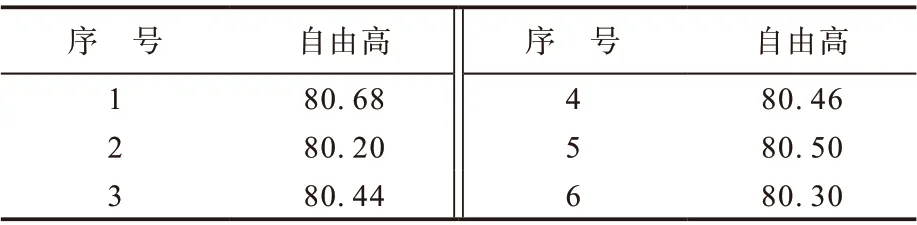
表2 连续一段时间某产品自由高数据记录mm
将表2中数据输入Excel表,可直接导出自由高曲线图,如图4所示 。从图4中可以看出数据未超出规范,但看不出过程能力情况,需要进行进一步分析。

图4 某轨道减震器产品自由高曲线图
2.2.2 自由高控制限及过程能力分析
根据表2数据,通过双边规范用的Statistical Analysis工具表可计算出以下结论数据:
(1)自由高样本平均值为80.37 mm;
(2)自由高样本波动范围为1.1 mm;
(3)自由高样本标准偏差(σ)为0.263 4 mm;(4)准确度(Ca)为0.25,Ca<0.125,为A级;
(5)精密度(Cp)为1.9,表示生产能力充分;
(6)精确度(Cpk)为1.42,表示过程中心和规范中心偏离很小。
(7)过程处于统计控制状态。
2.2.3 产品自由高红绿灯信号控制图的绘制
为了继续控制延长上控制线[XUCL等于(80+3σ) mm,约80.8 mm]和下控制线[XLCL等于(80-3σ) mm,约为79.2 mm],画出该轨道减震器产品自由高红绿灯控制图(如图5所示),用于现场控制描点,实现对过程的日常控制。
2.2.4 结果与讨论
由图5可见,测量点分布宽度小于2σ,过程能力非常强,可以考虑降低检验频次,以减少鉴定费用;对于测量点落在预警区的,需要作适当调整,缩小过程中心偏离控制中心的范围。

图5 自由高控制用红绿灯信号控制图
2.3 刚度控制
2.3.1 数据收集
某段时间该轨道减震器刚度收集数据如表3所示。
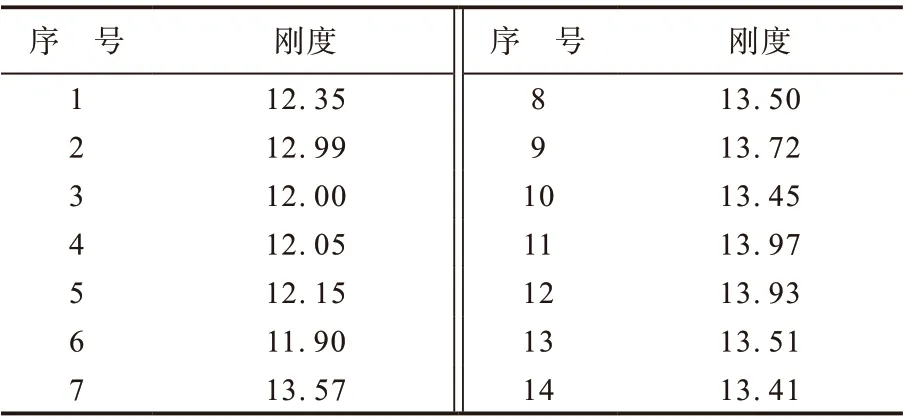
表3 某轨道减震器刚度数据kN·mm-1
2.3.2 控制限设定及控制图绘制
该轨道减震器产品刚度要求为10.2~14.0 kN·mm-1,则XUCL为14 kN·mm-1,XLCL为10.2 kN·mm-1,XCL为12.1 kN·mm-1。根据表3数据在红绿灯信号控制图上直接描点,见图6。
2.3.3 结果与讨论
(1)从图6测点的分布可以看出,虽然落入红灯区的点未超出规范,但是实际刚度分布中心偏离控制中心1.5σ;

图6 产品刚度分析用红绿灯信号控制图
(2)分布宽度约为1/2控制宽度,波动大小可控制;
(3)多数测点落在红灯区,预警很可能会出现超差点,因此工艺需要作相应调整。
3 结论
(1)双边规范质量特性温度和自由高在SPC的控制阶段应用红绿灯信号控制图具有下列优势。a.数据点落入绿区,过程受控,数据点长期落入绿区,能够降低检验比例,可以大幅减少鉴定成本;数据点落入黄区,需采取二次抽样,根据二次抽样结果确定过程是否可以运行;数据点落入红区,过程停止。b.红绿灯信号控制图比一般控制图更为直观,可直接读出特性分布的宽度。c.红绿灯信号控制图与-控制图比较有同样的灵敏度,但有更高的错误报警率。
(2)双边规范质量特性刚度直接在红绿灯信号控制图上描点,红绿灯信号控制图可作为分析用控制图,其将特性参数值控制在±3σ内,即把特性不合格率控制在0.27%之内。
(3)实际应用证明,选用红绿灯信号控制图对橡胶产品长度和刚度等特性参数进行控制较为合适,其他类似产品的质量控制亦可借鉴此方法。