基于VERICUT车铣中心仿真系统的应用研究*
2016-07-21杨坤
杨 坤
(1.安庆职业技术学院机电工程系,安徽安庆246003;2.合肥工业大学机械与汽车学院,安徽合肥230009)
基于VERICUT车铣中心仿真系统的应用研究*
杨坤1,2
(1.安庆职业技术学院机电工程系,安徽安庆246003;2.合肥工业大学机械与汽车学院,安徽合肥230009)
摘要:利用VERICUT数控仿真软件,建立起WFL M35型5轴车铣中心的数控加工仿真系统,并且以此仿真系统为平台,完成曲轴类零件的模拟加工过程。通过对典型复杂零件的数控加工程序进行仿真验证,进一步确保其程序的正确性,使得零件的实际加工合格率大大提高。
关键词:车铣中心数控仿真系统VERICUT
0引言
随着计算机图形学的日益成熟,基于虚拟仿真系统的数字化设计制造技术应运而生,国内外很多机构都将虚拟仿真技术引入到复杂零件的加工中。本文在合肥工业大学机械与汽车工程学院董玉德教授的悉心指导下,利用UG和VERICUT软件,以WFL M35型5轴车铣中心,初步尝试建立车铣中心的数字化模型,利用数字化制造加工仿真技术,建立起完整的零件生产制造流程。
1机床数字化模型的建立

图1 车铣中心的数字化三维模型
本文利用UG10.0完成车铣中心的建模工作。在建模的整个过程中,将机床划分为以下几大模块分别完成,然后利用UG的虚拟装配技术将机床完整构造起来[1]。这些模块是:基础床身模块、Z1线性轴模块、Y1线性轴模块、X1线性轴模块、B1旋转轴模块、S3铣主轴模块、C1车主轴及卡盘模块、中心架模块、尾座模块以及相关附属模块。其UG建模的总装配图如图1。
2机床加工仿真系统的建立
2.1硬件仿真系统的建立
本文将遵循三维建模环节的思路,将机床按照前述划分的部件依次导入到仿真系统,并建立好相互关系。要建立的部件有:Base部件、Z1线性轴部件、X1线性轴部件、Y1线性轴部件、B1旋转轴部件、Tool Spindle S3刀具轴部件、C1旋转轴部件、Main Spindle S1车削轴部件、卡盘部件、中心架部件、尾座部件[2]。
1)Base部件
将UG模型中的基础床身部件以STL文件格式导出,以模型的方式添加到组件树的Base结点下面,即完成基础床身部件的添加(图2)。
2)Z1线性轴
由于Z1线性轴是相对于基础床身而运动的,从运动依赖关系上考虑,Z1线性轴从属于Base部件。所以在项目树的层次安排上,Z1线性轴应放在Base结点下方。在Base结点下添加一个“Z线性轴”组件,重命名为Z1。在Z1组件下添加相关模型文件。模拟添加完毕后,将Z1线性轴的快进定位速度设置为150 00 mm/min,最大进给速度设置为12 000 mm/min。并且将此部件沿Z向移动-155 mm,以便回到Z轴零点位置。过程见图3[3]。

图2 Base部件 图3 Z1线性轴部件
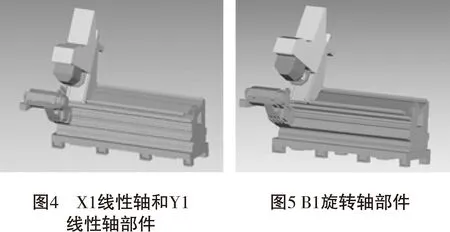
3)X1线性轴和Y1线性轴
在M35型车铣中心机床的真实构造中,X1轴是安装在Z1轴上的,Y1轴是安装在X1轴上的。从运动关系上分析,Y1轴的运动依赖于X1轴,而X1轴的运动依赖于Z1轴。因此,在项目树的层次上,X1结点在Z1结点下面,Y1结点在X1结点下面。弄清楚层次关系后,在相关结点下添加对应的模型文件以完成各部件的装配。其建模结果见图4。
4)B1旋转轴
将Z1、X1、Y1线性轴添加完毕后,就开始进行B1旋转轴的装配工作。旋转轴与直线轴不同,除了有安装位置外,还需要设置该旋转轴的旋转中心。由于组件在建模时,会自动的将自身的旋转中心设置在建模坐标系的原点。因此,我们需要修改B1轴的旋转中心坐标。从项目树的逻辑层次上分析,B1旋转轴结点是在Y1线性轴下方,因此B1轴的旋转中心就是Y1轴上的特定点。首先在Y1线性轴结点下方添加一个B1旋转轴结点,并添加相应的模型文件。其旋转轴部件建模结果见图5[4]。
5)Tool Spindle S3刀具轴

图6 Tool Spindle S3主轴部件
WFL M35 5轴车铣中心的铣主轴系统具有车镗铣功能,即TDM单元。利用这种主轴系统,可以使用多任务刀具进行加工。这就要求铣主轴具有定向、分度的功能。为了使仿真机床最大限度地接近真实机床,本文采用了以下方案。首先,在已经建立好的B1旋转轴下方添加一个用于主轴定向的旋转轴。具体操作是在B1结点下方添加A轴,重命名为Tool orient,并将此旋转轴的旋转中心改为Z轴。其次,在建立好的Tool orient轴下方添加主轴组件,命名为Tool Spindle S3,并添加相应的模型文件。我们可以针对A轴进行编程,如此铣主轴系统就完成定向、分度动作。最后,在Tool Spindle S3结点下方添加刀具组件,并将刀具组件在Z向移动-250 mm,完成部件的定位。其结果见图6。
到此为止,铣主轴系统硬件仿真建立完成。接下来进行的是车主轴系统硬件仿真的建立过程[5]。
6)C1旋转轴和Main spindle S1车削轴
在真实机床中,车主轴系统是直接装配到基础床身部件上。从项目树逻辑层次上,C1旋转轴应该位于Base结点下方,与Z1线性轴处于同一层次上。因此,应在Base结点下方添加C旋转轴,重命名为C1,设置好参数:快速定位速度9 000 mm/min,最大进给速度9 000 mm/min。再在已经建立好的C1旋转轴下方添加主轴组件,完成Main spindle S1车削轴的建立。最后将Base结点下方的Attach组件移动到Main spindle S1车削轴的下方。所谓Attach组件,即附属组件,它主要包含了数控加工仿真过程中的夹具组件、毛坯组件和设计组件。当机床的仿真系统建立好之后,这三个组件是最为常用的。
7)三爪卡盘
在M35型车铣中心上,其三爪卡盘具有自动夹紧功能。我们在VERICUT里必须精确建立三爪卡盘的仿真模型。所谓精确建立,就是利用项目树的逻辑层次关系将三爪卡盘的各个零部件的相对运动关系表示出来。因为卡盘是属于夹具种类,所以卡盘组件必须放在Fixture组件下面。在Fixture组件下方添加Chuck组件,并添加相应的模型文件:Main_spindle1.sor,完成卡盘基座的建立;添加端面卡盘模型Main_spindle2.swp,并从Z向移动110 mm,绕Z轴旋转-90°。将建立好的Main_spindle2.swp模型拷贝两份,分别绕Z轴旋转150°、30°[6]。
此时,将Stock结点移动到Chuck结点下,以便形成正确的部件运动关系。接下来进入卡盘系统建立的第二阶段——建立三个卡爪。由于我们要求此三个卡爪具有自动夹紧功能。因此在添加模型文件之前,需要添加一个线性移动组件,来完成卡爪的自动夹紧。在Fixture组件下添加V线性轴组件,并重命名为Jaw_1,将其组件的运动轴改为X轴。再在Jaw_1组件下添加Base_Jaw组件,再此组件下添加Main_spindle3.swp,并从Z向移动110 mm,绕Z轴旋转-90°,以便完成卡爪基座初始位置。添加Main_spindle4.swp,并从Z向移动139 mm,绕Z轴旋转-90°。添加Main_spindle5.swp,并从Z向移动139 mm,绕Z轴旋转-90°,最终完成卡爪基座的建立。三爪卡盘中的卡爪基座部件建模结果见图7。
在完成卡爪基座基础上,开始添加软爪。在Base_Jaw结点下添加一个Soft_Jaw组件,X向移动-40 mm,绕Z轴旋转180°。在此组件下添加模型文件Main_spindle6.swp,X向移动-40 mm,Z向移动139 mm,绕Z轴旋转90°。添加模型Main_spindle7.swp,将坐标移动到(-10 -15 147.3),且绕X轴旋转-90°,绕Y轴旋转-90°,完成模型重定位。最后添加模型Main_spindle8.swp,X向移动-10 mm,Z向移动147.3 mm,且绕Z轴旋转-90°。到此第一个卡爪添加完成。
将组件Jaw_1拷贝两份,分别重命名为Jaw_2、Jaw_3,并将这三个卡爪系统都放在Fixture组件下。将复制的两个卡爪系统分别绕Z轴旋转120°、-120°,最终完成三爪卡盘仿真系统的建立(图8)。

8)中心架
在真实机床中,M35的中心架系统和三爪卡盘类似,具有自动夹紧工件的功能,要么通过数控系统面板发出命令,利用液压夹紧;要么通过NC程序控制中心架自动夹紧工件。在中心架仿真系统的建立过程中,要实现上述功能。因为中心架系统是直接安装在基础床身部件上的,所以在项目树的结构中,此部件与C1旋转轴、Z1线性轴处于同一层级。在Base结点的下方添加Z线性轴,重命名为Steady rests。在此组件下添加相关模型,以便完成中心架基础部件的建立。
在Steady rests组件下添加X线性轴组件,重命名为Steady rests_x。在此组件下添加模型Steady_rests_6.stl。接着在Steady rests组件下添加C旋转轴,重命名为Steady rests_c1,并将组件X向移动-92 mm,Y相移动85 mm。在此组件下添加模型Steady_rests_5.stl,并X向移动92 mm,Y向移动-85 mm,重新定位该模型。最后在Steady rests组件下添加C2旋转轴,重命名为Steady rests_c2,并X向移动-92 mm,Y向移动-85 mm,设置好其旋转中心。在此组件下添加模型文件Steady_rests_4.stl,X向移动92 mm,Y向移动85 mm,以便重新定位模型。到此,中心架仿真系统建立完成(图9)。
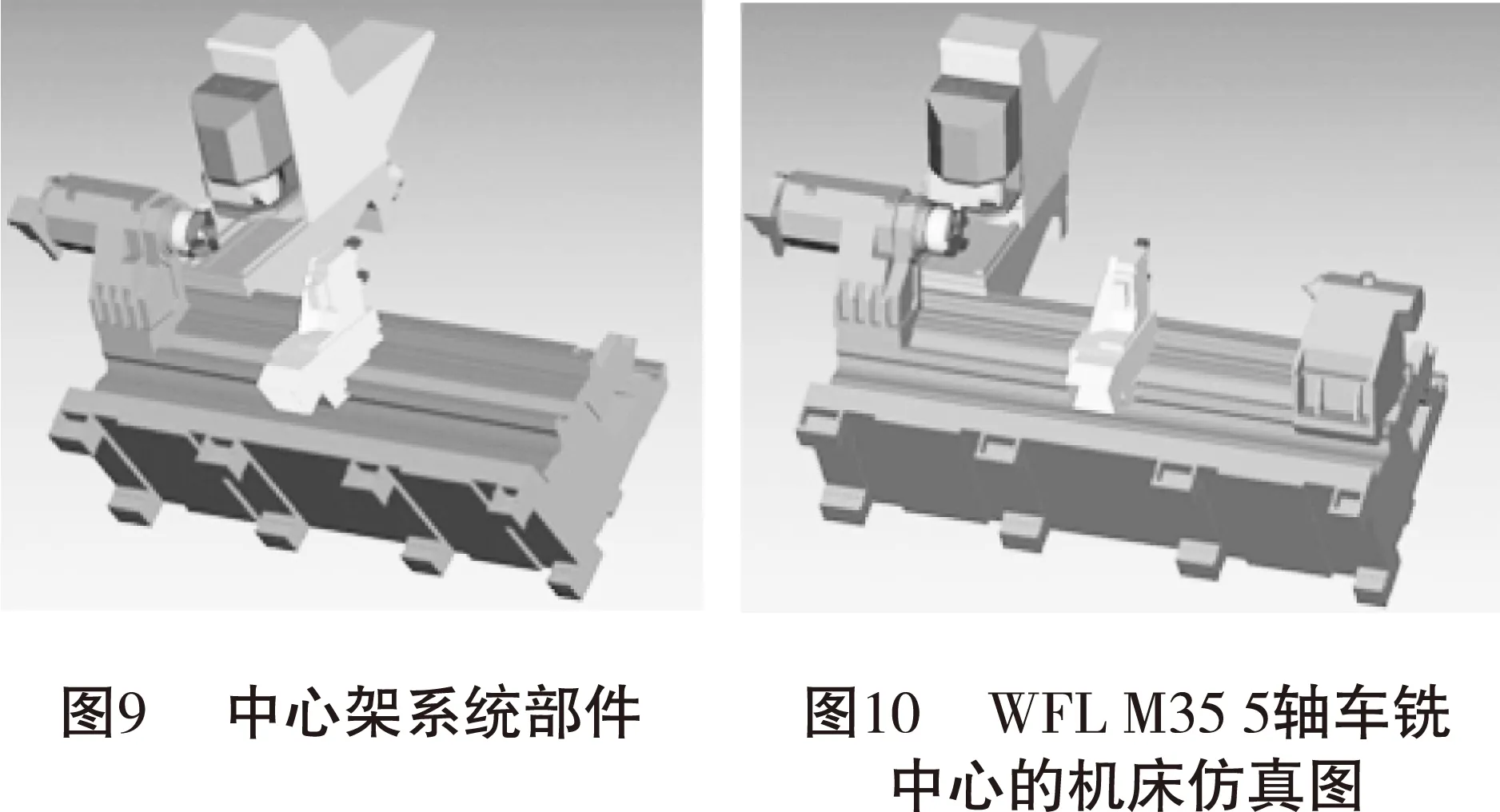
9)尾座
建立尾座系统的仿真模型是最后一步。该系统的建立比较简单。在Base结点下添加一个Z线性轴,重命名为Tailstock。在此组件下添加模型文件即可。仿真系统的硬件模型见图10。
2.2软件仿真系统的建立
WFL M35 5轴车铣中心是在SINUMMERIK 840D数控系统的基础上改进而来的。因此,这些改进后的新编程指令都要在VERICUT中被实现出来。这些指令主要包括以下几大类:用于主轴旋转的指令、用于控制卡盘的指令、用于控制中心架的指令、用于刀具和工件的角度位移指令、用于五轴联动的控制指令、用于选择加工方式的编程指令、用于在回转零件端面进行加工的编程指令、用于固定循环的编程指令、用于刀具坐标系的编程指令等等。由于该部分篇幅过大,就不在此处一一赘述了。
2.3机床参数的设置
在完成了机床的硬件仿真系统和软件仿真系统的建立之后,还要进行机床的相关参数设置。主要包括干涉检查设置、初始化位置设置等[7]。
(1)机床的干涉检查设置
在VERICUT中利用机床进行数控加工程序的仿真验证,最为重要的就是要检查刀具系统与工件系统是否发生碰撞,称之为干涉检查设置(图11)。

图11 机床干涉检查的方案一
(2)机床的初始化位置设置
数控机床具有机床原点、机床参考点、各轴的初始位置等各种初始化参数。在使用仿真系统进行仿真前,需要做出正确的设置。X轴的零点在车主轴的轴线上,Z轴的零点在车主轴的卡盘后端面上,Y轴的零点在铣主轴的X轴平台的表面上,最重要的是B1轴,它的零点轴线是与Z轴平行且出于转动的最左端面上,其设置结果见图12[8]。

图12 机床的初始化位置设置
3曲轴的数控仿真加工

图13 典型曲轴零件
曲轴是各种发动机中的核心零部件,属于典型的传动机构,也是使用车铣中心进行加工的典型产品。其“一次装夹,完全加工”的工艺理念,最大限度地减少了曲轴的装夹次数,大大提高了曲轴的形位公差。这也是本文要以曲轴零件的加工来验证车铣中心仿真系统的意义所在。零件见图13。
VERICUT软件可以对零件的数控加工程序进行全过程的监控。在数控加工执行前,可以对数控程序进行预览,包括查看数控代码的状况、刀具轨迹,还可以提前分析刀具的干涉情况,并输出报警信息。数控代码的显示窗口可以动态的指示出目前加工到哪一段。在加工仿真的任何时刻,我们可以随时暂停加工,查看当前程序。在加工结束后,仿真系统还具有数控加工程序复查功能。除此之外,仿真系统还可以根据子地址格式和指令设置的情况,对数控程序进行语法检查,找出程序中出现的不符合机床设置的代码。仿真过程见图14。

图14 曲轴仿真加工过程
4结论
本文利用UG和VERICUT软件,以WFL M35型5轴车铣中心为基础,完成了机床的加工仿真系统的建立,为复杂零件的数字化制造打下基础。通过此仿真系统,本文模拟了曲轴零件的完整加工过程,验证了加工程序的正确性,使得该零件的制造合格率大大提高。
参考文献
[1]杨胜群. VERICUT数控加工仿真技术[D].清华大学出版社,2013.
[2]王帅.HTM40100h车铣复合加工中心关键技术研究[D].大连理工大学,2014.
[3]张振涛.基于VERICUT软件的多轴加工仿真研究[D].天津理工大学,2014.
[4]张静.基于高速车铣复合加工中心电主轴系统研究[D].兰州理工大学,2006.
[5]高俊鹏,吕民,王连玉,廖冬梅. 基于VERICUT的汽轮机大叶片数控加工仿真的应用[J].汽轮机技术,2011,52(2):154-156.
[6]孔德英.基于UG和VERICUT的数控编程及数控加工过程仿真研究[D].江苏大学,2012.
[7]董庆运,霍文国,张翔宇.基于power mill与vericut的多轴仿真技术研究[J].中国机械,2014(13)114-115.
[8]袁志华,孔霄龙,李政芝. 基于VERICUT的五轴数控加工仿真研究[J].成组技术与生产现代化,2015,32(3):47-50.
中图分类号:TH164
文献标识码:A
文章编号:1002-6886(2016)03-0058-05
基金项目:安徽省高等学校教学质量与教学改革工程项目“数控技术专业综合改革试点”(编号:2014zy108)。
作者简介:杨坤,男,安徽安庆人,安庆职业技术学院机电工程系数控技术教研室教师,合肥工业大学机械与汽车工程学院硕士生。
收稿日期:2016-03-07
The application of the simulation system of the turning & milling center based on VERICUT
YANG Kun
Abstract:In this study, we utilized the numerical control simulation software VERICUT to establish the numerical control simulation system of WFL M35 5-axis turning & milling center, and completed the simulated processing of the crankshaft parts with the system. Through simulation and verification of the numerical control processing program for typical complex parts, we guaranteed the correctness of the program, and greatly improved the qualification rate of the parts actually processed.
Keywords:turning & milling center; numerical control simulation system; VERICUT