富氧技术在PTA装置中的应用
2016-07-18校增浩
校增浩
(中国石化仪征化纤有限责任公司PTA生产中心,江苏仪征 211900)
设备改造
富氧技术在PTA装置中的应用
校增浩
(中国石化仪征化纤有限责任公司PTA生产中心,江苏仪征211900)
摘要:笔者阐述了将富氧技术应用于精对苯二甲酸(PTA)生产装置的方法及应用后的实际效果,研究了富氧技术对氧化反应系统和产品质量的影响。结果表明应用富氧技术不仅能提高装置产能、降低装置能耗,而且对产品质量没有负面影响,醋酸单耗虽略有提高,但压缩机能耗降低较多,该技术具有较好的经济效益,可以安全、有效地应用于PTA生产。
关键词:富氧技术PTA应用
目前,国内的PTA生产主要采用高温高压氧化法,该工艺是以对二甲苯(PX)为原料,以醋酸为溶剂、空气为氧化剂、Co-Mn-Br为催化剂,在高温、高压下进行氧化反应生成对苯二甲酸(TA),再经过加氢精制,最终制得PTA产品。
在PX空气氧化生成PTA的过程中,氧气是反应物,通过提高反应物浓度,有利于反应朝着生成物的方向进行,因此提高空气中的氧含量可以提高反应速度、减少气体总量、减少压缩动力消耗、提高反应器产能。实际上这一技术也受到越来越广泛和密切的关注,美国普莱克斯公司在这一领域已经做了大量的工作,陆续在中国申请了PTA富氧氧化和纯氧氧化技术的专利[1-2],并已得到授权。普莱克斯公司称氧的体积分数可以达到75%以上,且TA产品的光透过率有明显的提高。在工业化生产上,国外某些公司称已成功使用富氧技术(氧的体积分数达26%),国内上海石化、扬子石化、天津石化以及台湾杜邦T9厂也已成功将富氧技术应用在PTA装置上。随着国内外PTA技术的高速发展,PX氧化工艺中采用高浓度氧气代替空气进行氧化反应的技术即富氧氧化技术已成为新技术的代表。本文讨论了富氧技术在PTA装置的应用及应用后的实际效果,研究了富氧技术对氧化反应系统和产品质量的影响。
1技术方案
1.1PTA装置氧化反应介绍
氧化反应是以PX为原料,在高温、高压下,通过催化剂提高反应速度和空气中的氧气进行化学作用生成TA[3],其主要反应方程式为:
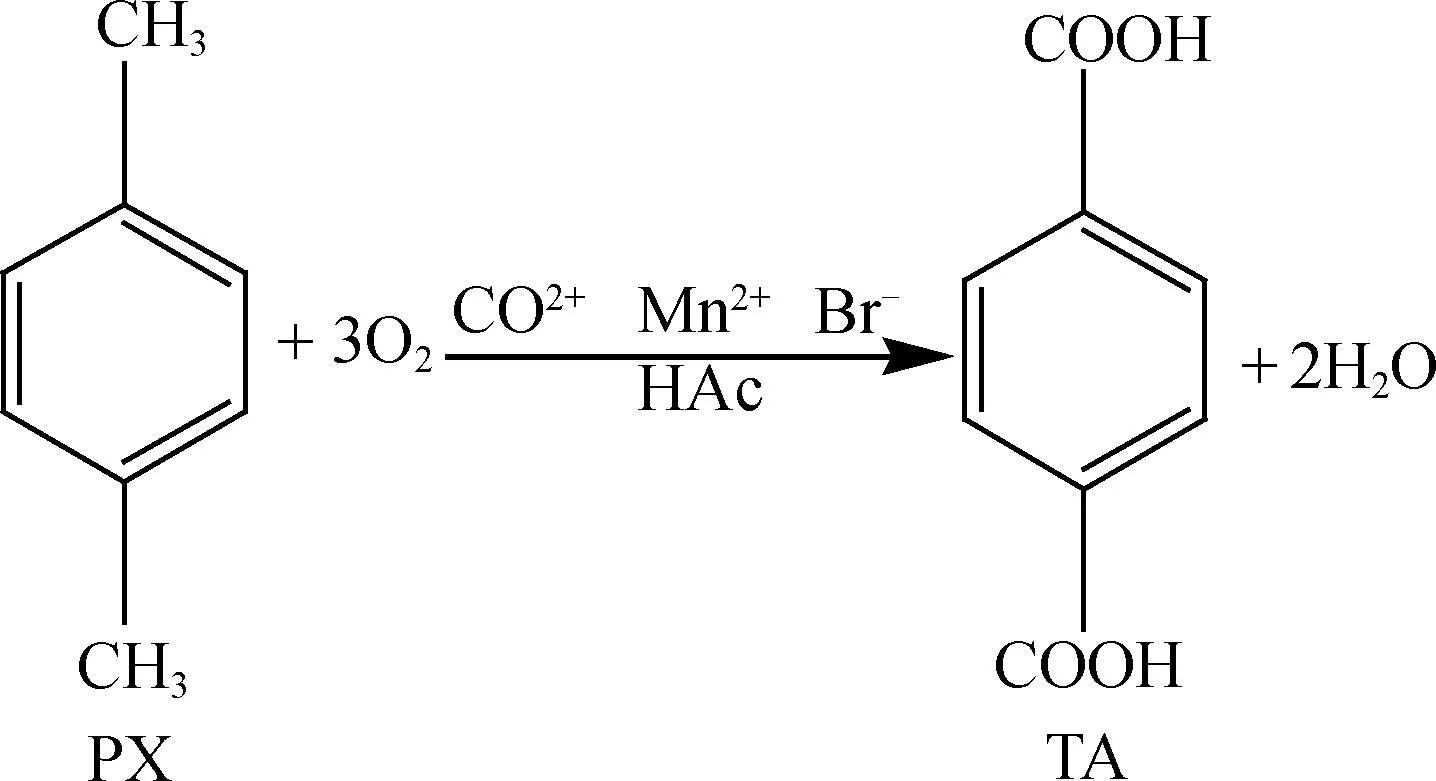
从反应方程式中可以看到参与化学反应的是PX和氧气。该反应为强放热反应,生产中通过溶剂的汽化和冷凝来移去反应放热,部分冷凝液排去,以控制反应器中水的浓度,其余冷凝液回到反应器。
1.2富氧技术介绍
PX氧化反应是在高温高压下进行的,反应速度快,易燃易爆,若增加氧气浓度,将进一步加速反应速度,这无疑会对安全造成一定的危险性,因此PTA装置氧化反应使用的气体中氧浓度增幅不能太大,从安全角度来说,采用的技术措施有:
(1) 严格控制富氧气体中氧气浓度,氧浓度不高于24%;
(2) 将氧气引入PTA装置的空气压缩机入口,提前降低反应器空气进料量,避免在氧气投用的过程中氧浓度快速升高;
(3) 为富氧技术应用配套设置了多组联锁回路,确保安全。
改造系统图如图1所示。
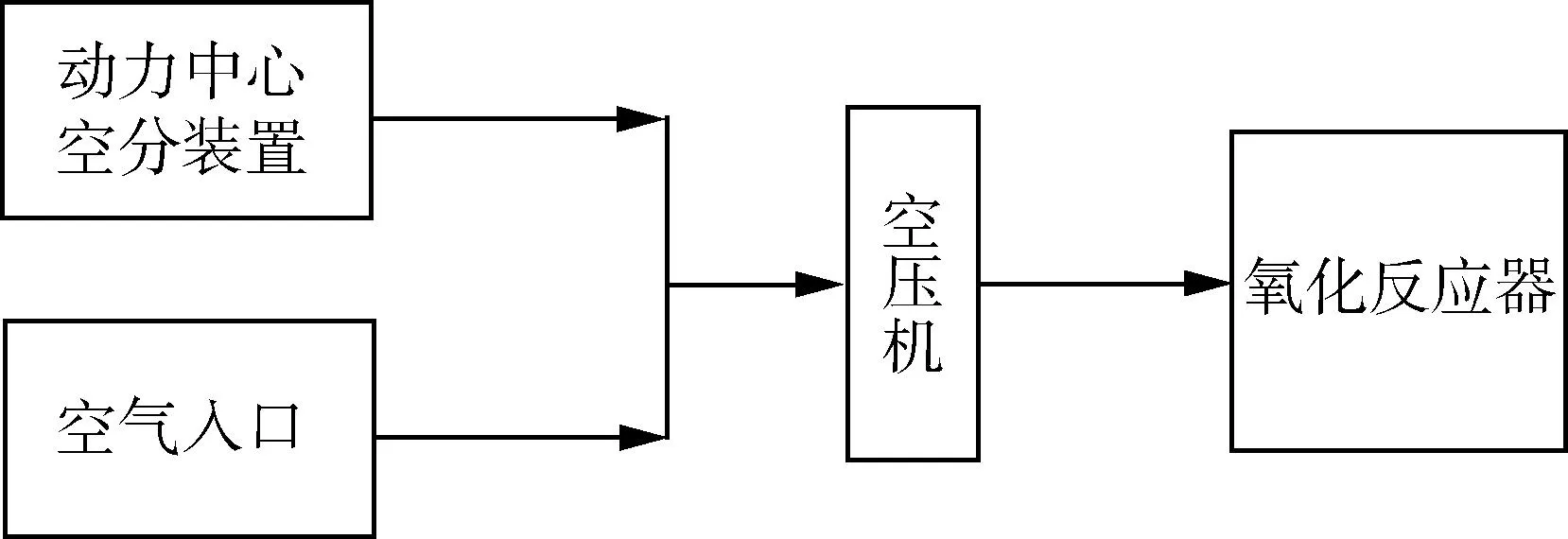
图1 PTA富氧混合工艺流程图
氧气的来源:空气分离装置的氧气,体积浓度>99.6%(其余组分主要为氮气)。
正常情况下,氧化反应器中,氧气体积浓度为21%。改造后将一定量的氧气引入空压机入口,在维持氧化反应器相同负荷下,入口混合气体的氧气体积浓度将上升到23.1%。
2使用富氧技术对PTA氧化反应系统和产品质量的影响
PTA装置富氧的投用,提高了反应器中氧的相对浓度,氧浓度的提高首先加快了PX氧化反应速率,氧气与PX反应生成PTA的过程中,氧气在气泡中的分压与空气氧化比较,保持在较高的水平,增加了氧气进入液体进行反应的传质速率,从而增加了总反应速率。
2.1富氧对氧化反应温度的影响
氧化反应是强烈的放热反应,尤其是完全氧化反应,特别是在目前氧化反应速率提高的情况下,释放热量比部分氧化反应大得多,投用富氧后,氧化反应器进气量和蒸发量必然会减少,氧化反应系统的热不能及时移走,氧化反应器的温度必然会上升。图2显示了装置在负荷保持稳定的前提下,富氧投用前后10天反应器温度变化的趋势。
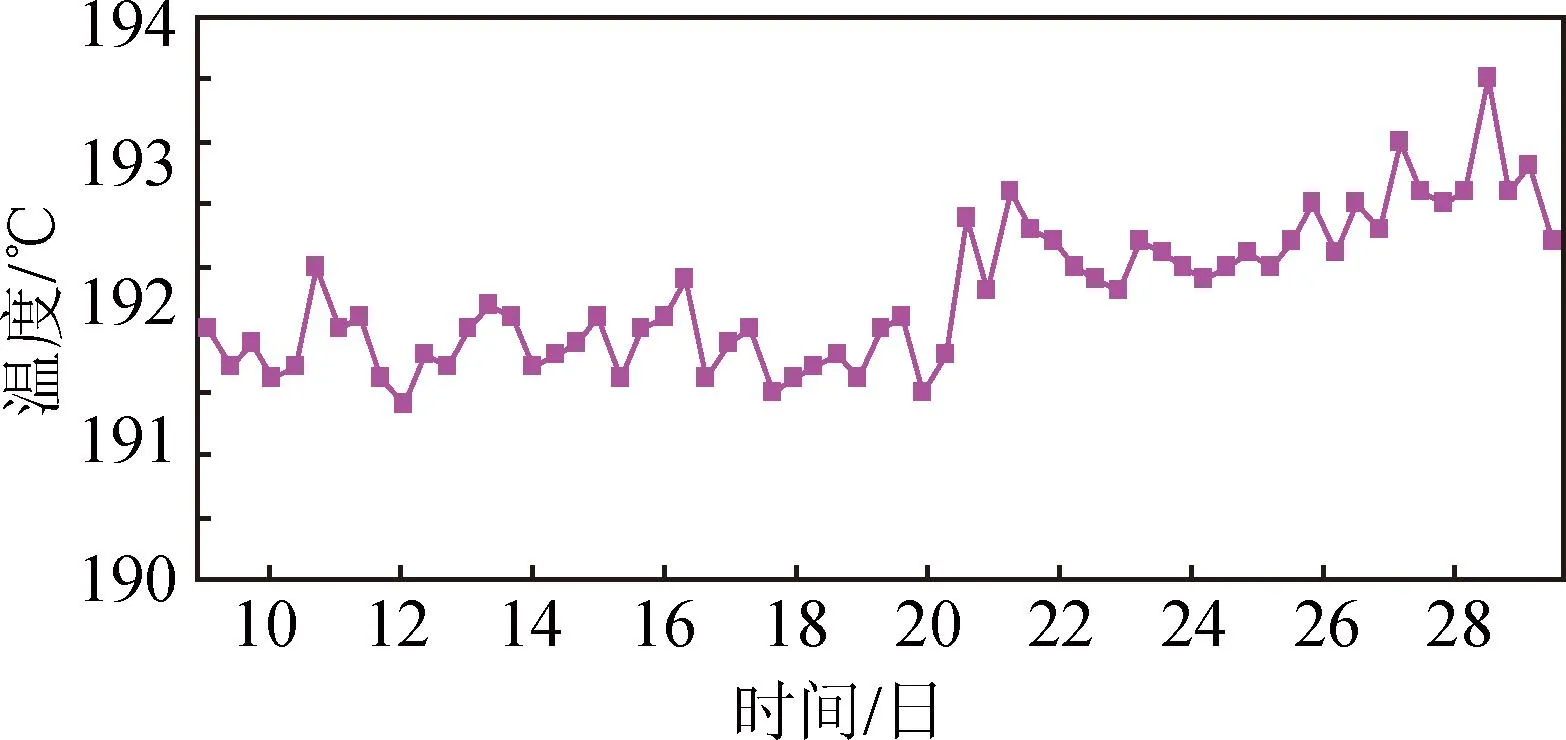
图2 投用富氧前后反应温度变化
从图2可以看出,富氧投用后,氧化反应器温度与富氧投用前温度明显上升。
2.2富氧对醋酸溶剂单耗的影响
PX氧化成TA需在有机溶剂中进行,溶剂采用低碳(C2-C4)酸。Amoco工艺采用醋酸作溶剂。溶剂的作用主要是使PX在反应体系中有效分散,有利于体系的传质、传热,促进中间产物如对羧基苯甲酸(PT酸)、对羧基苯甲醛(4-CBA)进一步深度氧化为TA。同时,反应体系靠醋酸溶剂的蒸发及时移走反应放出的大量热量,避免局部过热和飞温。
富氧技术投用后,氧化反应系统温度升高,在这过程中必然会伴随着部分降解氧化反应的发生,造成醋酸溶剂燃烧,无形中增加醋酸溶剂的消耗。
据报道,从氧化反应所含CO2的分析数据统计出,CO260%是来自HAC的燃烧,在醋酸的燃烧中生成了CO2和H2O的比例约为3∶4。有文报道[4]醋酸燃烧程度与反应器温度上升的对应关系,见表1。
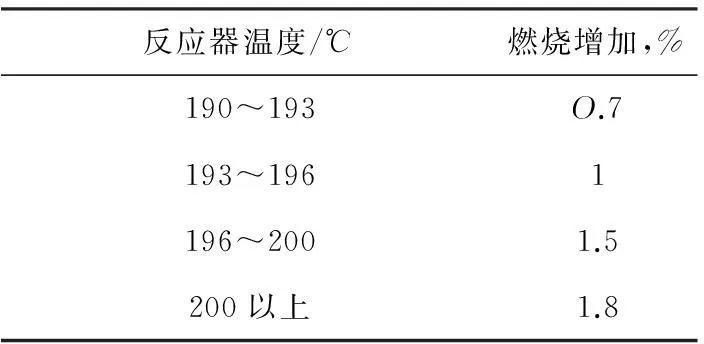
表1 醋酸燃烧程度与反应器温度上升的对应关系
从表1可以得知,随着反应器温度的升高,醋酸溶剂的消耗也相应的增加。
图3为在装置负荷一定的情况下,富氧投用前后各5个月,每个月平均每吨PTA产品消耗醋酸量。
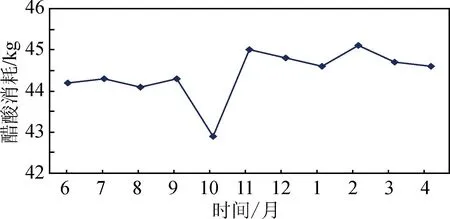
图3 投用富氧前后单位PTA产品的醋酸消耗量
从图3可以看出,富氧技术投用后,醋酸溶剂的消耗有所增加。这可能是由于氧化反应系统温度提高,醋酸的燃烧加剧。
2.3富氧对氧化反应器系统水浓度的影响
PX氧化生产TA的副产物是水,1kg的PX氧化将产生0.3kg的水。有文报道[5],水是PX氧化反应的失活剂,水增加导致氧化速率的降低,水对氧化反应的反应速度有很大的阻碍作用,这是因为水分子是极性分子离解后,能在原料分子周围形成“屏障”阻滞氧分子及其它自由基对原料分子的进攻。实验表明:当体系中水质量分数高于13%时,会使反应不能进行,甚至可能发生逆反应,水质量分数超过18%,还可能发生反应中止现象。
反应器中的水含量取决于再循环溶剂和母液的量,取决于溶剂比和冷凝液的抽出量。投用富氧后,氧化反应器进气量减少,导致蒸发量必然减少,氧化反应器抽出水量也会相应减少,反应系统中的母液水浓度必然会提高。通过对PTA装置负荷一定条件下,投用富氧技术前后母液系统水浓度数据进行跟踪分析,结果见图4。
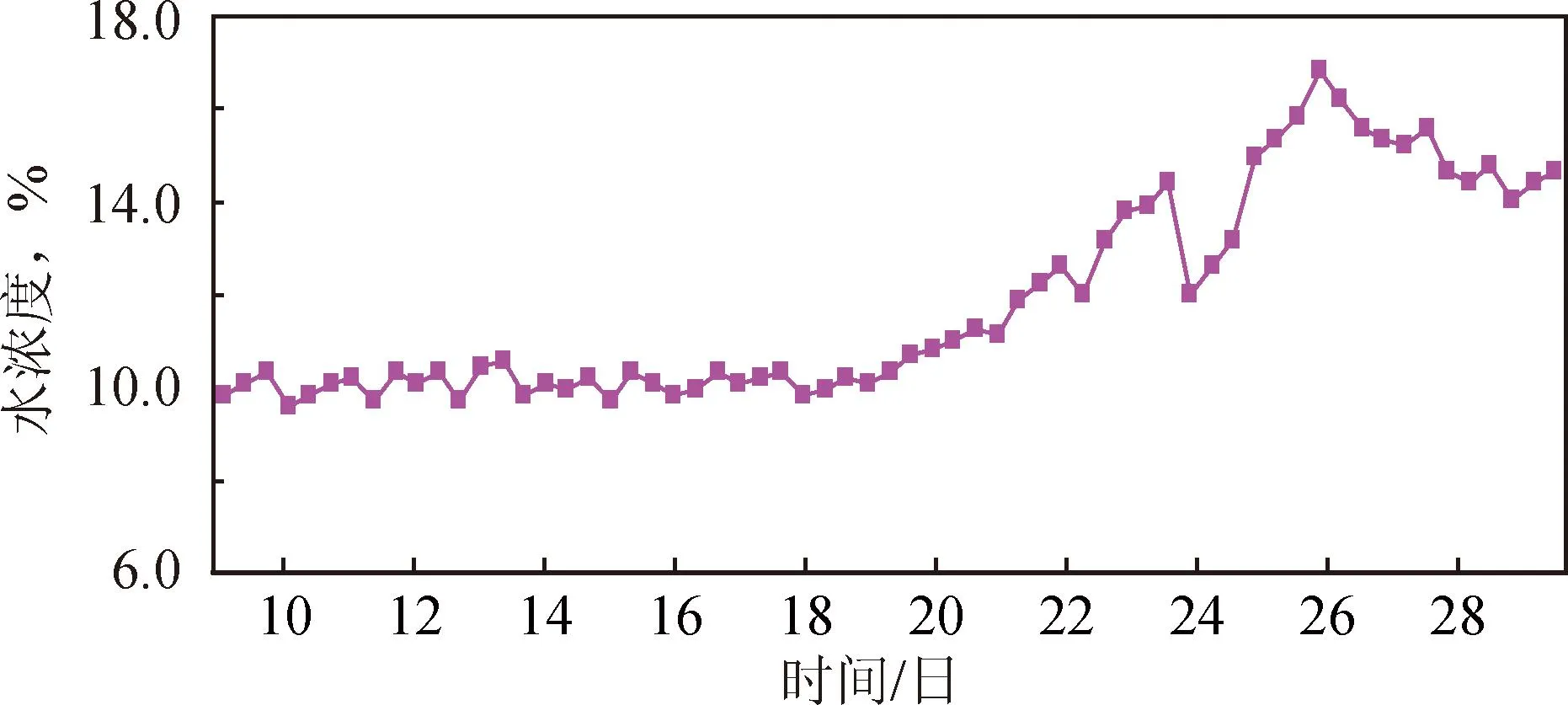
图4 投用富氧前后单位PTA产品的醋酸消耗量
从图4可以看出,富氧使用后母液系统中水浓度明显升高,装置通过调整氧化反应系统抽出水量和母液抽出量等方法,保持氧化反应器内水浓度和母液中的水浓度保持在正常范围内。
2.4富氧对TA中杂质4-CBA含量的影响
氧气作为PX氧化反应的氧化剂参与反应,所以氧浓度是一个关键参数。氧浓度的高低可直接关系到产品质量的好坏。氧浓度低则物料不能充分与氧分子接触。且气体在液体中的传质困难,有可能使反应处于扩散控制阶段,导致PX转化生成TA不充分,中间反应产物增多,尤其是使得TA中主要杂质4-CBA的含量增加,由此造成最终产品PTA的质量下降,所以必须使TA中4-CBA含量得到最佳控制和最小波动。在实际反应中,PX的氧化反应是比较复杂的化学反应,反应步骤如下:
各步的反应速度各不相同,在相同浓度时以K4相对应的反应速度最慢,原因为羧基的共轭作用使醛基不易被氧化,所以由4-CBA进一步氧化成对苯二甲酸的反应便成为整个反应的控制步骤。4-CBA为氧化部分的主要副产物。
富氧的加入,提高了进料空气中的氧浓度,使物料与氧分子更加充分的接触,缩短了本体反应的诱导期,在规定的停留时间内,使氧化反应能够尽快进行,使原料PX向目的产物TA的转化率升高,中间产物,尤其是4-CBA的含量,并没有因为体系中水浓度的提高而增加,相反维持在投用富氧之前的水平。图5为在装置负荷保持不变的情况下,投用富氧前后10天,TA中4-CBA含量变化曲线。
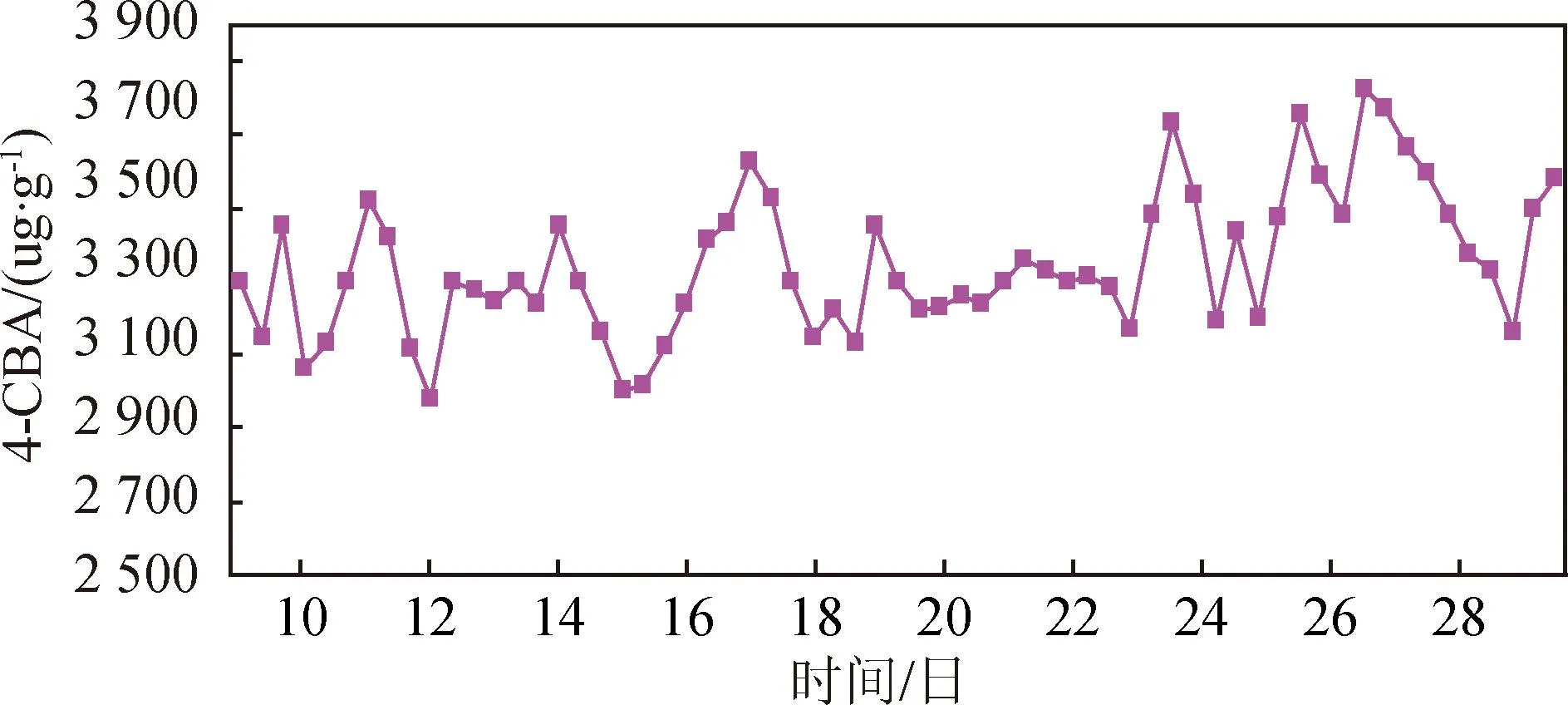
图5 投用富氧前后4-CBA变化
富氧投用后,TA中杂质4-CBA含量维持在一个正常范围内,产品质量并没有发生明显波动,完全可以控制。
3使用富氧技术对PTA装置产能和能耗的影响
装置正常情况下,富氧投用前,氧化反应器进料空气中氧气体积浓度为21%。如果将一定量的纯氧引入空压机入口,氧气体积浓度由21%升到23.1%,在空压机相同的能力以及相同的尾氧条件下,可以多生产PTA0.820t/h。以时间8 000h计算,每年可多生产6 560吨,年创造经济效益152.2万元。
装置现有一台大空压机(蒸汽驱动)和两台小空压机(电驱动),在冬季一般一大一小运行,在夏季一大两小运行。富氧接入系统后,大空压机高压蒸汽的用量降低了2t/h,小空压机电流降低了20A,每天节约高压蒸汽48t、节电约4 800kW,按公司高压蒸汽成本价140元/t和电价0.4元/kW计算,一天就可节约费用近万元。
从投用富氧且连续稳定生产情况来看,装置运行稳定,在气温较高季节,装置的高负荷生产得到保证,降低装置蒸汽及电能消耗,增加了产能。在装置增产的情况下,富氧工艺具有一定的效益。
4结论
a) 投用富氧技术,对PX氧化反应有影响,氧化反应器的温度明显升高,反应速度加快。母液系统中的水含量明显升高,但由于反应温度的提高,水含量的升高并没有影响反应速度。
b) 投用富氧技术,产品中的主要杂质4-CBA没有增加,对产品质量没有负面影响。
c) 投用富氧技术,氧化反应器温度提高,由此造成溶剂醋酸的单耗提高。
d) 投用富氧技术,装置的能耗降低,产能提高,尽管溶剂醋酸的单耗提高,但综合经济效益明显,可以在PTA装置安全使用富氧技术。
参考文献:
[1]美国普拉塞尔技术有限公司.对苯二甲酸的生产[P]:中国,94117004.7,1999-07-21.
[2]美国普拉塞尔技术有限公司.用纯氧氧化对二甲苯制备优异光学性质的对苯二甲酸[P]:中国,94123483.0,2002-02-06.
[3]李希,谢刚,华卫琦.PTA技术国产化中的主要化学工程问题及其研究思路[J].聚酯工业,2001,14(1):l-7.
[4]顾祥万.PTA生产降低醋酸单耗的技术[J].聚酯工业,2003,16(4):36-38.
[5]PartenheimerW.Methodologyandscopeofmetal/bromideautoxidationofhydrocarbons[J].CatalysisToday,1995,23:69-158.
Appilcation of rich-oxygen technolygy in PTA process
XiaoZenghao
(PTA Production Center of Sinopec Yizheng Chemical Fibre L.L.C.,Yizheng Jiangsu 211900,China)
Abstract:Rich-oxygen technology applied in PTA manufacture process was illustrated in this work, which led to excellent funtions. The effects of rich-oxygen technology on oxidized system equipments and product quality were researched. It indicated that the application of rich-oxygen technology not only increased the production capacity, but also reduced the energy-consumption considerably. In addition, product quality did not change obviously. Although, acetic acid consumption was increased a little, energy consumption of compressors was decreased greatlly. As a result, considerable economic benefits were achieved with safe and efficient appilcation of rich-oxygen technolygy in PTA process.
Key words:rich-oxygen technology; PTA; application
收稿日期:2016-01-12
作者简介:校增浩(1982-),江苏泰州人,工程师,长期从事PTA生产管理工作。
中图分类号:TQ241
文献标识码:B
文章编号:1006-334X(2016)02-0043-04
