全低变工艺运行浅论
2016-07-18王军喜山西阳煤丰喜肥业集团有限责任公司临猗分公司山西临猗044100
王军喜(山西阳煤丰喜肥业〔集团〕有限责任公司临猗分公司 山西临猗044100)
全低变工艺运行浅论
王军喜
(山西阳煤丰喜肥业〔集团〕有限责任公司临猗分公司 山西临猗044100)
1 全低变工艺流程及主要设备
1.1工艺流程
(1)气体流程。压缩机二段来的半水煤气(0.8 MPa,30℃)经气水分离器进入除油装置,过滤净化除掉油污后,从饱和塔底部进入,与塔顶来的约150℃热水逆流换热,增温后经预腐蚀器分离夹带的水滴进热交换器,与变换炉二段来的变换气间接换热,被加热至约250℃后进入净化炉,经除氧气后气体温度约300℃,进入水调温器与热水换热,温度降至180~200℃进入变换炉一段。变换炉一段出口变换气进热交换器与半水煤气换热至200℃,补加适量蒸汽后进入变换炉二段。变换炉二段出口变换气经二水加热器换热降温后进入变换炉三段,变换炉三段出口变换气温度为180℃左右,再经一水加热器加热来自热水塔的热水;经冷却后的变换气从热水塔底部进入与来自饱和塔的热水逆流接触,变换气被降温至80℃后进入冷却塔冷却,夹带的水蒸气被冷凝,经分离器分离后进入二次脱硫工序。
(2)热水流程。从热水塔底出来的热水经热水泵增压后送至第1和第2水加热器,依次被加热至150℃后进入饱和塔顶部与半水煤气逆流换热,从饱和塔底部出来经“U”形弯管进入热水塔,与第1水加热器来的变换气直接逆流换热,回收变换气余热,热水塔底部的热水又去热水泵循环使用。
1.2主要设备
全低变工艺主要设备见表1。全低变工艺主要温度指标见表2。
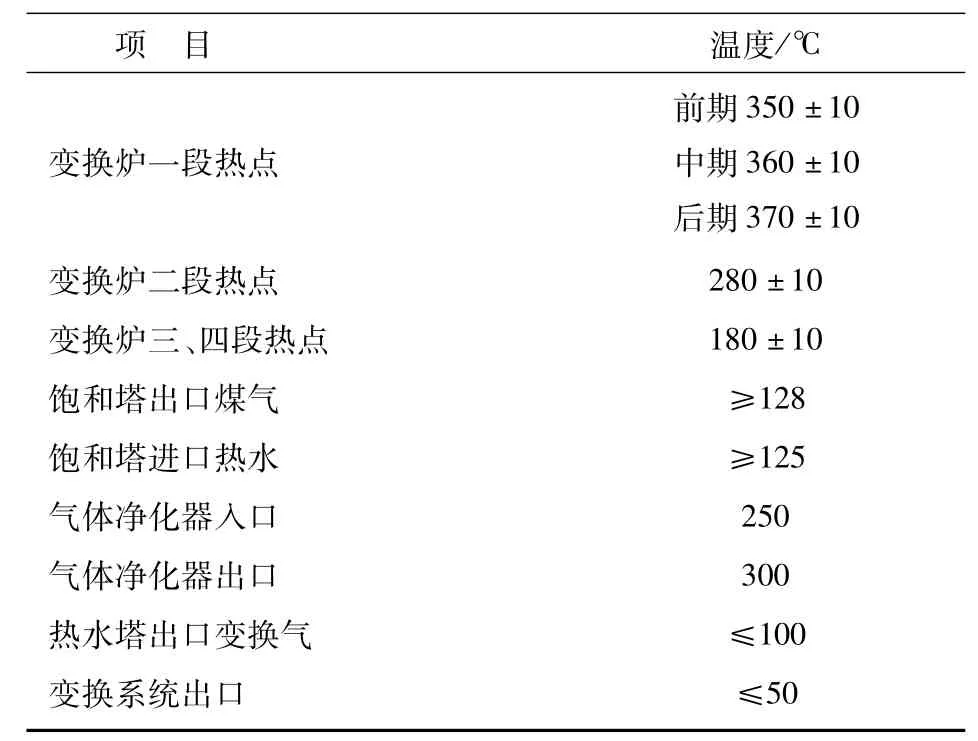
表2 全低变工艺主要温度指标
2 综合评价
2.1运行情况
目前系统运行正常,催化剂床层各点温度稳定,热点温度控制在360~380℃,变换率达95%以上,变换气中φ(CO)为2.5%。系统热水循环量控制在约60 m3/h,吨氨补加蒸汽260 kg。变换炉一段进口补加蒸汽,变换炉二段根据出口CO含量补加少量蒸汽。变换气进口硫化氢一般控制在100~150 mg/m3,基本上未出现过反硫化现象。由于气体净化程度较好,采用混床脱盐水,热水中总固体控制在500 mg/L以下,排放置换量较小,热量浪费也相对减少。催化剂床层阻力、设备阻力较小,全系统阻力约为0.07 MPa。系统投运初期,因气体净化程度差、脱盐水质不高,曾出现热水总固体含量高、床层阻力大、堵塞热交换器列管等问题。
2.2特点及应用效果
(1)流程简单,投资少。全低变流程简单,设备用量少。催化剂热点温度较中变工艺降低200℃左右,对设备材质要求降低,投资费用相对降低。
(2)节能降耗效果显著。低变炉各段进口气体温度均在200℃左右,床层温度比传统的床层温度下降100~300℃,有利于变换反应平衡。总汽气比降至0.36左右,吨氨蒸汽消耗在260 kg左右,在几种变换流程中消耗最低。
整个全低变系统阻力为0.07 MPa左右,阻力小,降低了压缩机电耗。系统压力低,热水泵作功相对减少,变换系统吨氨电耗为2.5 kW·h。
(3)硫含量要求不高。对半水煤气硫含量的要求相应降低,煤气总硫含量要求>150 mg/m3,否则极易会起催化剂反硫化,因此原料煤的含硫量可以适当放宽。有机硫转化率高达98%~99%,有利于铜洗系统操作、降低铜耗、稳定生产。
(4)系统阻力低。与高变催化剂相比,催化剂用量减少一半左右,降低了变换床层阻力,空速为800 h-1左右。变换炉床层温度整体较低,外加蒸汽量小,设备体积较中串低工艺缩小25%。
避免了中串低工艺喷水冷激而造成的喷头堵塞和催化剂粉化结块现象。全低变系统阻力比较稳定,催化剂使用寿命在4年内,除设备问题而引起的阻力增大,催化剂床层阻力增加很少。
(5)余热回收效果好,变换率高。催化剂段间换热用水加热器逐级回收、逐级加热饱和热水塔循环热水,出饱和塔半水煤气的温度及饱和度高,出热水塔变换气温度可降至100℃以下;变换气中φ(CO)可降至1%以下。
3 系统存在问题及操作中关键控制点
3.1使用选择性能良好的除氧剂
O2进入抗氧层会发生强烈的放热反应,一般半水煤气中φ(O2)每增加0.1%,温升为15℃。因此,半水煤气中φ(O2)必须<0.4%。当φ(O2)>0.8%时,必须大幅度减少半水煤气的进入量,相对减少了进入系统的氧含量,防止催化剂床层温度暴涨;当φ(O2)>1.0%时,压缩机必须切气,以防止催化剂层超温烧坏催化剂。一旦催化剂床层温度超过550℃,即会生成硫酸盐而使催化剂永久失活。正常生产中使用催化剂,应每班定时分析热交换器出口变换气中CO含量,如果热交换器泄漏量大,出口气体中CO含量会增加明显;当泄漏量小时,半水煤气中的O2会进入变换炉二段,也会使催化剂不同程度的失活。因此,在装填催化剂时,二段催化剂表面也要装填适量的抗氧剂。
3.2催化剂硫化质量对系统的影响
高质量的耐硫变换催化剂不一定就具有好的变换活性,关键在于催化剂的硫化。实践表明,尽管CS2易燃并有一定毒性,但是目前最好的硫化剂。硫化成功必须具备3个条件:①要有足够高的硫化温度,一般在400℃以上;②要有足够的硫化时间,一般要求超4 h;③强制硫化时,原料气中的H2S含量越高越好,一般不低于15 g/m3。硫化时应防止催化剂超温,超过550℃会对催化剂造成危害,但短时间超温对催化剂活性影响不是很大。应安排专人记录和分析CS2的使用量、气体中的H2S量;并保证每段催化剂的硫化时间,对硫化前期、中期、后期时间和温度绘制硫化曲线,科学判断是否硫化彻底。
非原始开车进行催化剂硫化时,最好在反应器入口补充一些新的变换催化剂或氧化铝球,否则CS2会在硫化时将起不到显著复活的作用,因为除氧剂或耐硫变换催化剂在使用一段时间后,其CS2加氢活性会显著丧失,硫化时加入的CS2无法转化为H2S来硫化催化剂,而是吸附在催化剂上或者带入后系统设备造成设备的腐蚀。
硫化结束放硫时,应严格按要求操作,控制催化剂温度、气体空速、放空气中H2S含量。临猗分公司装填新催化剂后,曾为节省时间,缩短了放硫时间,导致反应不完的二硫化碳积存在催化剂内部,在开车时投入半水煤气起压过程中,催化剂床层温度达200℃左右时,二硫化碳发生氢解反应放出大量的热,使催化剂床层温度陡然剧升达600℃左右,造成催化剂失活。
3.3杂质对催化剂的影响
低温下,压缩机油和煤焦油会吸附在催化剂上,堵塞孔道,使催化剂丧失比表面积;高温下,部分催化剂脱氢成胶状物,沉积在催化剂上使催化剂活性大为降低。对压缩机二段来的气体中夹带的杂质对催化剂影响也很大。2000年前,临猗分公司在变换系统进口设有焦炭过滤器过滤气体,因其空隙大,机油、焦油、固体微粒杂质会带入饱和热水塔水中,造成热水中总固体含量1 000 mg/L以上,一段催化剂表面结垢严重,床层阻力增大必须停车检修。2000年后,对过滤器进行了改造,气体上进下出,将原来的焦炭改为除油剂,使用后效果明显好转;热水中不溶性总固体含量下降400 mg/L左右,热水中总固体控制在500 mg/L以下,一段催化剂上层无结垢、结皮现象,床层阻力很稳定。
砷对催化剂有很强的毒性,蒸汽及饱和塔气体中的钙镁离子会造成低变催化剂的低温活性丧失,其含量在0.5%(体积分数)以上就会有显著的影响。蒸汽或原料气中磷也会造成低变催化剂的快速失活,其体积分数在0.3%以上就会使催化剂的活性迅速下降。原料气中的氨对低变催化剂的活性无明显影响,但在较高的压力下(>2.0 MPa)会加速氧化铝载体转型为AlOOH,从而使催化剂受到损害,催化剂的比表面积下降。变换气中夹带的硫酸根对低变催化剂造成的损害极大,与催化剂中的钾反应生成硫酸钾,使催化剂有效组分流失,快速失活。氯及氯化物不是低变催化剂的毒物,HCN对催化剂的活性也没有影响,原料气中的羟基铁和羟基镍会在除氧剂上分解,致使除氧剂堵孔而失活,但不会降低催化剂的活性。
3.4催化剂床层带水对催化剂的影响
原料气中的雾化水和工艺有问题带水都造成低变催化剂不可逆失活,无法再生。不管是催化剂硫化还是正常生产过程中,都应避免该现象的发生。产生雾化水的可能因素有蒸汽带水、饱和塔带水、喷水带液、调温水加热器设计不当引起冷凝带液和硫化带水等。失活机理是雾化水导致低变催化剂中的钾从催化剂内部迁移到表面,导致有效成分流失,起不到催化作用;同时,也会堵塞催化剂的表面孔道,致使反应气无法进入催化剂中,使催化剂失活而且无法硫化再生。
系统开停车时,应及时排放冷凝水,防止水被带入变换炉,造成催化剂粉化、粘连。系统加减量也要求控制适当空速,防止人为控制不当带水。
3.5控制半水煤气中的总硫
全低变工艺中的硫主要从2个方面考虑,一是低变催化剂的反硫化,决定硫的下限;二是设备的腐蚀,决定着硫的上限。低变催化剂的反硫化由以下4个因素决定:温度、总硫浓度、水汽比和催化剂。高温和高水汽比利于低变催化剂的反硫化,低变催化剂不同,在同种工艺条件下,反硫化趋势不同,总硫浓度越低,催化剂越易于反硫化。工业经验值为出饱和塔的半水煤气中的总硫含量不宜小于100 mg/m3。原料气中的硫含量高易造成设备的严重腐蚀,饱和热水塔、换热器和调温水加热器是易于被腐蚀的设备,特别是饱和热水塔,高浓度的硫化物易形成大量的硫酸根,造成总固体升高,硫酸根带入变换炉易使除氧剂失活。对于低变催化剂来讲,硫化物对其活性的影响分为2个阶段,试验结果表明,原料气中的硫化物含量越高,低变催化剂的活性越高,在某一硫化含量之下,低变催化剂反硫化造成的活性下降;而在这一含量之上,低变催化剂的活性会发生变化,而这一硫化物的含量是随低变催化剂的不同而改变的。因而结合生产实践对于间歇造气全低变工艺的合适硫化物含量建议为130~1 000 mg/m3,在这一范围内,尽量提高硫化物含量,以利于催化剂活性的发挥。
3.6催化剂的热点温度控制
正常情况下,全低变催化剂一段的热点温度是全系统中温度的最高点,其温度由7个因素决定,分别为:原料气中的氧含量、一氧化碳含量、硫化物含量、水汽比、低变催化剂种类、催化剂装填量及反应器的高径比。半水煤气中的氧含量越高,热点温度就越高,φ(O2)每增加0.1%,温升为15℃。水汽比在一定范围内能提高热点温度,催化剂装填量越多,越利于热点温度的提高;反应器的高径比越大,反应热点就越高。高的热点温度易造成催化剂的反硫化和烧结。一般热点温度不宜超过400℃,严禁超430℃,正常运行时以360~380℃为宜。
3.7系统阻力
从生产实践来看,造成全低变系统阻力上升的主要原因有以下2点。
(1)由设备因素造成。如折流板换热器易造成阻力上升,板式换热器易引起阻力增大,设备尺寸偏小等等。同样,篦子上的丝网也是引起阻力上升的原因,由于气体的冲刷作用,催化剂粉尘向下移动,如果丝网目数太大或层数太多,粉尘积聚于此,造成阻力上升。热交换器煤气相也是阻力增大的一个因素,饱和塔出口煤气中夹带的杂质会在此积存,造成上半段堵管严重。
(2)由催化剂及填料造成。特别是除氧剂,由于国内部分企业生产的除氧剂的强度、磨耗还不尽人意,容易在使用过程中引起粉化而造成阻力上升。催化剂中含有13%(质量分数)左右的K2CO3在遇到雾化水时,由于钾的迁移易造成结块,引起阻力上升。由于煤气净化效果不佳,大量的焦油进入饱和塔,吸附在饱和塔的填料上,也会使阻力增大。
3.8催化剂床层偏流问题
全低变系统催化剂床层的偏流对正常生产危害极大,通常会造成催化剂床层局部过热或者局部穿透,致使检修停车。特别是除氧剂床层的偏流,会造成一段催化剂快速失活。形成偏流的主要原因有:①催化剂装填不均匀,没有按要求装填,人不能直接踩踏在催化剂上,一定要放块木板。②气体分布器设计不合理,有的厂家进口管直接伸到床层上方,造成运行过程中催化剂床层表面变形,形成锅底状或蘑菇云状偏流。③保温层质量不合格,出现裂缝或离壁,气体从裂缝中沿反应壁偏流。④低变催化剂结块造成偏流,冷激段脱盐水质量差或不能均匀汽化,又造成杂质在催化剂表面积存,催化剂带水结块,其典型症状是床层阻力上升的同时,出口气体中CO含量上升。
3.9设备腐蚀原因
全低变工艺的设备腐蚀程度比较严重,其腐蚀类型:①钾富集Cl-引起的腐蚀,Cl-主要来自于循环热水、蒸汽和催化剂,钾主要来自低变催化剂。②硫酸根引起的腐蚀,主要来自于饱和塔、增湿器和热水塔,由H2S的氧化产生。③露点腐蚀不可避免,但在正常生产中要保证催化剂床层进口气体温度高于露点温度。热水pH低也不能忽视,临猗分公司有1套装置变换炉一段和二段间采用喷水工艺,变换炉二段和三段间采用热交换器换热,因喷水而省去1台水加热器,导致热水温度低,出饱和塔热水温度只有45~50℃,在热水塔吸收大量的CO2气体,热水pH为5左右,造成饱和热水塔塔体、饱和塔出口气水分离器及相连接管道腐蚀严重,多次发生泄漏事故,给安全生产带来很大隐患。大修期间,把段间喷水改为水加热器,热水温度达155℃,饱和塔出口水温度达82℃,pH为7.3。
3.10控制脱盐水质量
补进系统的软水质量也同样影响全低变工艺装置的稳定运行,临猗分公司在全低变工艺装置刚投入运行初期,软水质量较差,为保证饱和热水塔热水总固体含量小于500 mg/L,热水塔需要经常更换,循环水温小于105℃,饱和塔出口半水煤气温度仅为100℃,这需消耗大量蒸汽来提高热水温度,所以生产稍有波动就会造成变换气CO含量超标,不但浪费蒸汽,还对催化剂造成一定损坏。采用段间喷水冷却工艺对催化剂影响更为明显,喷水后催化剂表层结盐、结垢现象严重,停车疏通后不到60 d床层阻力又开始上升。每次疏通还会造成盐类等杂质随气体下行,影响整个床层催化剂活性。为了不使催化剂和冷激塔填料结盐,增加混床脱盐水系统深度处理脱盐水,控制水质电解度<5 μs/cm,悬浮物<1 mg/L。
3.11防止催化剂反硫化
造成催化剂反硫化的条件是煤气中H2S含量低、催化剂温度高、蒸汽添加过量。因此,在生产过程中,必须严格控制煤气中H2S含量,一般以50~100 mg/m3为宜。当催化剂床层温度因氧含量高而超温时,应减少蒸汽进量,减负荷运行,尽快将温度降到指标范围内。同时,必须避免冷激塔出现断水情况又突然送水而造成催化剂床层温度突然下降,使蒸汽瞬间过量引起反硫化;应逐渐将变换炉二段和三段进口温度调整至指标值。若催化剂发生短时间的反硫化现象,应及时提高煤气中的H2S含量,使其逐步恢复正常。
4 结论
全低变工艺流程很好地解决了中串低变换工艺中的许多问题,更加体现了全低变技术的优点,增产节约、运行安全可靠、节能降耗效果明显,经济效益显著。临猗分公司全低变工艺装置运行多年来,工艺稳定,操作简洁,节约蒸汽明显,催化剂能稳定运行4年以上。与传统的中串低工艺装置相比,以80 kt/a合成氨计算,因蒸汽添加量减少可节约烟煤费用500多万元,取得了良好的经济效益。
收稿日期(2014-09-16)
