M250内圆磨床液压站的改造
2016-06-27伏宇璐宗建军
伏宇璐 宗建军
(中车戚墅堰机车车辆工艺研究所有限公司 江苏 常州 213011)
M250内圆磨床液压站的改造
伏宇璐 宗建军
(中车戚墅堰机车车辆工艺研究所有限公司 江苏 常州 213011)
M250内圆磨床是齿轮精加工的重要设备,由于机床的液压系统故障导致设备无法加工出满足要求的齿轮零部件,通过改造,使液压系统与床身独立,并设计、制作了新的液压站,改造后效果良好。
M250内圆磨床;液压站;参数;改造
M250内圆磨床主要用于加工高铁、动车以及地铁车辆上的齿轮箱齿轮,由于其液压元件全部安装于床身内,长时间使用后可能产生自激振荡,液压系统的不稳定使工件表面出现了直波纹,影响了加工精度。由于液压系统与床身是一体的,简单的修复无法彻底解决这个问题,必须把液压系统与床身分离开来,重新设计制作新的液压系统才能保证齿轮的加工精度。
液压系统主要完成以下动作:(1)工作台连续往复运动,速度可无级调整;(2)砂轮的液压修整;(3)工作台油缸的排气;(4)工作台液动和手动之间的液压联锁;(5)床身导轨利用液压系统的压力润滑油;(6)开关阀处于“关”的位置时,分配阀移向右端,使油缸两腔连通,并接通压力油,这样可以保证空气不会进入油缸,因油缸两腔承压面积相等,故轴向力平衡,手摇工作台时轻巧。此机床利用床身底腔作为液压油池,加油时可打开床身后门,换油时用油泵把旧油吸出,油池经清洗再注入新油。
1 机床的配置参数
(1)机床的液压系统压力:10kg/cm2。
(2)润滑系统压力:1kg/cm2。
(3)工作系统压力:10kg/cm2。
(4)液压泵的流量:25L/cm2。
(5)冷却泵的流量:45L/cm2。
(6)液压电机型号:JO212-4型(功率0.8kW) 。
(7)机床外形尺寸:3 760mm×1 650mm×1 830mm。
(8)砂轮转速: 2 450r/min、4 200r/min。
2 液压传动系统的设计计算
2.1 确定液压系统的主要参数
液压系统的主要参数有压力和流量,根据原来机床的液压配置选择合适液压泵[1]。
(1)确定液压泵的最大工作压力Pp
Pp≥P1+∑ΔP
式中:P1为液压缸或液压马达最大的工作压力,MPa;∑ΔP为从液压泵出口到液压缸或液压马达入口之间总的管路损失。∑ΔP的准确计算要待元件选定并绘出管路后才能执行,初算时可根据经验数据选取:管路简单、流速不大的,取∑ΔP=(0.2~0.5)MPa;管路复杂的、进口有调速阀的,取∑ΔP=(0.5~1.5)MPa。
(2)确定液压泵的流量Qp
多液压缸或液压马达同时工作时,液压泵的输出流量为:
Qp≥K·∑Qmax
式中:K为系统泄漏系数,一般取1.1~1.3;∑Qmax为同时动作的液压缸或液压马达的最大总流量,m3/s,可根据标准查得。
(3)选择液压泵的规格
根据以上求得的Pp和Qp值按系统中拟定的液压泵形式,从产品样本或手册中选择相应的液压泵,考虑到一定的压力储备,所选的泵一般要比最大工作压力大25%~60%[2]。
2.2 根据散热和储油量要求计算油箱容量
原机床的床身储油量为160L,新油箱容量要根据原储油量来制定,一般油面的高度是油箱高h的0.8倍[2],V=0.8abhcm3。式中:V为油箱的有效容积,cm3; a为油箱的宽度,cm;b为油箱的长度,cm; h为油箱的高度,cm。
一般机床的液压系统正常工作温度是30~55 ℃,最高允许温度为55~70 ℃。
2.3 计算液压系统的冲击压力
(1)当迅速打开或关闭液流通路时,在系统中产生的冲击压力[2]:
直接冲击(即t<τ)时,管道内压力增大值ΔP=αρΔν;
间接冲击(即t>τ)时,管道内压力增大值P=αρΔν(τ/t)。
式中:α为管道内液流中冲击波的传播速度,m/s;ρ为液体密度,kg/m3;Δν为关闭或开启液流通道前后管道内流速差,m/s;τ=2 L/α,τ即管道长度为L时,液流往返所需时间,s; t为关闭或打开液流通道的时间,s。
(2)急剧改变液压缸运动速度时,由于液体及运动机构的惯性作用而引起的压力冲击,其压力增大值为[2]ΔP=(∑LiΡA/Ai+M/A)Δν/t。
式中:∑Li为液体在第i段管道内的长度,m;Ρ为液压油密度,kg/m3;A为液压缸活塞面积,m2;Ai为第i段管道内的截面积,m2;M为与活塞连动的运动部件重量,kg;Δν为液压缸的速度变化量,m/s;t为液压缸速度变化Δν所需时间,s。
计算得出冲击压力小于初始设计压力,符合机床要求。由此计算出所需液压站的大小及各项液压参数。
3 改造前后效果对比
改造前,机床的液压电机、液压泵全部安装固定于床身上(见图1),液压油路走线都在床身内,长期使用后,液压的自激振荡、液压油液的温度、电机的振动、工件的直波纹等都是精加工时需要克服的问题。由于加工时需要用切削液冷却,有时切削液泄漏会进入液压油使液压油变质,频繁更换液压油带来了更多的使用成本,而设备的维修也使设备停机时间延长,影响生产。
改造后,液压系统与床身脱离,共设置有3个电机:1个主液压电机,1个液压油循环电机和1个液压油冷却电机(见图2)。对液压油加装了油冷却系统,使液压油保持恒温;床身作为一个中间过渡油箱,当床身的液压油达到设定的液位时,液位感应开关发送信号,抽油泵开始抽油回主液压箱,主液压电机以此循环工作;对床身实行全密封处理,杜绝冷却液漏进液压油的可能,使设备更加高效稳定地工作。
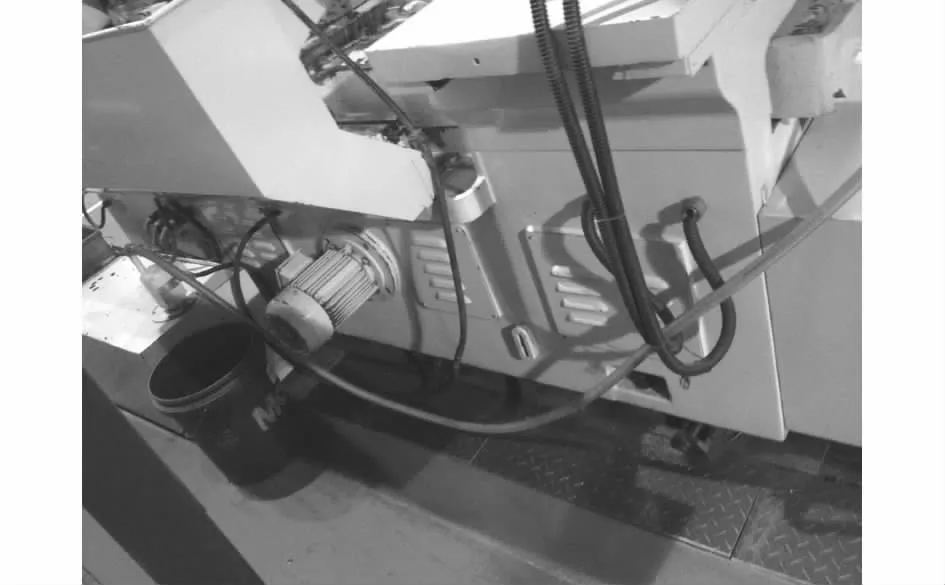
图1 改造前的液压系统结构
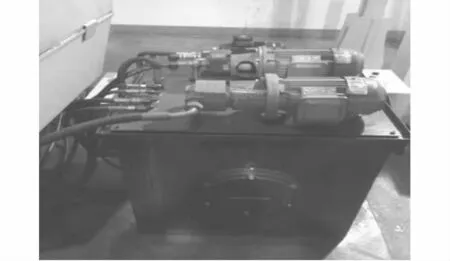
图2 改造后结构
4 结论
改造后的液压系统与床身各自独立,避免了因长期使用所带来的液压泵或电机的自激振荡及液压不稳定现象,使机床运行更平稳,延长了使用寿命。现在齿轮加工精度能达到0.002mm,远远超过了要求的加工精度,有效保证了高速列车的安全有效运行,也大大减少了停机时间,保证了生产效率和产品质量。该设计已取得实用新型专利,具有推广价值。
[1] 宋军民,周晓峰.液压传动与气动技术[M].2版.北京:中国劳动社会保障出版社,2009.
[2] 吴宗泽,罗圣国.机械设计课程设计手册[M].2版.北京:高等教育出版社,2003.□
(编辑:林素珍)
2095-5251(2016)04-0039-02
2015-06-11
伏宇璐(1988-),男,大专学历,技师,从事设备维修工作。 专利申请:一种内圆磨床的液压站外置(实用新型专利,专利号:ZL201320886164.X)
TG
B
