对称孔位置度三坐标测量方法的探讨
2016-06-27汤志钧汪海华
汤志钧 汪海华
(中车南京浦镇车辆有限公司 江苏 南京 210031)
对称孔位置度三坐标测量方法的探讨
汤志钧 汪海华
(中车南京浦镇车辆有限公司 江苏 南京 210031)
针对三坐标测量机在位置度测量中出现的误差,结合生产过程中出现的问题及生产经验,提出了一种切实可行的位置度测量方法。
三坐标测量机;位置度;坐标系建立
三维(以下简称3D)检测过程中经常会遇到高精度孔的位置度检测,只有孔的尺寸及位置度达到要求后才能满足产品的互换性要求。本文提出利用被测孔辅助构建局部坐标系来测量产品孔的位置度,试验对比证明此方法测量相对基准对称孔的位置度切实可行,不仅减轻了工作量,同时还可以对龙门加工中心附件头的精度进行监测。
1 位置度三坐标测量方法及误差来源
从测量原理上说,用三坐标测量机测量工件的位置度包含3步:第1步是按照产品加工基准建立1个三维工件坐标系。为减小采点误差对坐标系的影响并为3D自动检测做准备,需要通过产品已有的孔、面来构造初基准面,平行初基准面的方向线和原点三要素来初建坐标系,并在初坐标系下按加工基准要求构建产品工件坐标系。第2步在工件坐标系下测量被测元素孔、参考元素孔系及参考平面上的特征点坐标。第3步通过程序设置的最小二乘法和最大最小条件法模拟并计算出位置度[1-3]。
由此可见三坐标测量机位置度误差通常由坐标系的建立误差、被测元素的测量误差及算法计算误差三部分组成,其中三坐标系建立误差是位置度误差产生的主要来源。如果建立坐标系时基准面采点面积过小或基准面轴线相对被测孔轴线倾斜及距离放大,必然导致被测要素孔系局部坐标系相对工件坐标系出现平移和旋转,使位置度测量值偏大。
2 三坐标测量值位置度的问题分析
(1)测量实例。图1所示是铁路客车产品位置度用三坐标检测的1个典型实例。在三坐标测量机上按产品设计要求建立初坐标系和工件(基准)坐标系,数据采集时在ø80mm基准孔圆周上均匀分布取6个特征坐标点,在ø20mm被测孔圆周上均匀分布取4个特征坐标点,数据处理时以ø80mm孔模拟生成的圆心作为基准轴线,以ø20mm孔模拟生成的圆心作为被测元素,连续测量20个产品均出现位置度超差。从制造工艺上来说,只要加工设备精度满足要求就能保证ø20mm孔位置度符合工艺要求,但是如果因3D测量误差造成合格产品出现误判,必然造成严重的经济损失。
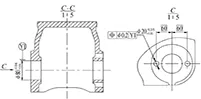
图1 产品位置度检测要求
(2)3D位置度测量值与实测位置度值的对比分析。为分析在工件坐标系下的3D位置度测量值与实测位置度值之间的误差,选择了1件产品的测量数据进行了对比和分析,测量结果如表1所示。
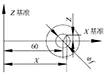
图2 实测位置度计算方法示意图

表1 工件坐标系下3D位置度测量值与实测位置度值的比较 /mm
从表1可以看出工件坐标系下三坐标测出的产品位置度数据均超差,其中最大测量值和最小测量值相差6倍以上且数值发散、无规律,而通过实测位置度公式计算的位置度值均满足工艺要求。由此可见在工件坐标系下测量ø20mm孔相对ø80mm孔位置度不可取,主要是因为工件坐标系相对ø80mm基准孔局部坐标系产生了平移和旋转,导致测量过程中位置度测量值误差被放大。
3 三坐标位置度测量解决方案
如果要消除工件坐标系平移和旋转对ø20mm孔位置度测量值的影响,必须以ø80mm孔创建局部坐标系来测量ø20mm孔位置度。通常创建1个坐标系需要3个要素:基准面、平行基准面的方向线和坐标系原点,通过ø80mm孔及外端面仅能确定基准面和坐标系原点,缺少平行于基准面的方向线。
(1)构造局部坐标系中平行于基准面的方向线
在ø80mm孔局部坐标系下共有2个ø20mm孔和1个ø80mm孔。构造方向线的方法有2种:一种是通过ø20mm孔和ø80mm孔心连线构造平行于基准面的方向线;另一种是通过2个ø20mm孔心连线构造平行于基准面的方向线。从产品设计角度来看,ø20mm孔相对ø80mm孔位置度控制主要是保证ø20mm圆销和ø80mm轴与图1中产品装配时在圆周方向不会窜动,确保定位牢固。也就是保证3孔在一条直线上且误差越小越好,而2个ø20mm孔圆心连线相对ø80mm孔圆心是否产生旋转对组装性能并没有影响。显然第1种方法测出的2个位置度一个值为0,另外一个值会非常大,是不可行的。第2种方法构造ø80mm孔局部坐标系方向矢量测量误差最小,可行性最好。
(2)构造ø80mm孔局部坐标系
①用三坐标测量机探头在ø80mm孔前后端圆周方向均匀取6个特征坐标点(共12个点)构造ø80mm圆柱孔轴线;②在节点座ø80mm孔外侧面取5个特征坐标点构造基准平面,ø80mm孔模拟生成的轴线与基准平面交于点O;③在2个ø20mm孔圆周方向分别均匀取4个特征坐标点(共8个点),通过模拟构造2个圆在基准面上的投影点来构造方向线,并将方向线平移到交点O处构造出ø80mm孔局部坐标系。
(3)产品测量结果验证
为了验证在ø80mm孔局部坐标系下ø20mm孔相对ø80mm孔位置度测量值的改善效果,与实测位置度进行了对比和分析,结果如表2所示。
由表2可以看出:在ø80mm孔局部坐标系下ø20mm孔位置度3D测量数值都合格,且数值与位置度实测数值相近。因此,以ø80mm孔建局部坐标系测ø20mm孔相对ø80mm孔位置度不仅可行,还可以对设备附件头的精度进行监测。

表2 局部坐标系下3D位置度测量值与实测位置度值比较 /mm
4 结束语
(1)测量孔系位置度时因受到零件采点面的大小、待采点孔和面加工误差的影响,所建立的工件坐标系产生平移和旋转会使测量的位置度误差值放大。
(2)在测量对称孔位置度时,在满足设计装配要求前提下用被测孔辅助构建局部坐标系的方法不仅可行,且操作简单方便,可减轻工作量,提高效率。
[1] 叶宗茂.位置度的三坐标测量方法[J].汽车工艺与材料,2005(04):30-32.
[2] 李洪全.实用坐标测量技术[M].北京:化学工业出版社, 2007.
[3] 李 梅.三坐标测量孔系位置度方法的实践[J].计量与测试技术,2008,35(12):27-28.□
(编辑:李琳琳)
2095-5251(2016)04-0050-02
2015-12-26
汤志钧(1984-),男,硕士研究生学历,工程师,从事铁路客车转向架工艺研究工作。
TG
B
