出口斯德哥尔摩地铁车辆铝合金侧墙焊接变形控制
2016-06-27王永刚
张 旭 朱 丹 王 钊 王永刚
(青岛四方庞巴迪铁路运输设备有限公司 山东 青岛 266111)
出口斯德哥尔摩地铁车辆铝合金侧墙焊接变形控制
张 旭 朱 丹 王 钊 王永刚
(青岛四方庞巴迪铁路运输设备有限公司 山东 青岛 266111)
通过描述车体组成大部件侧墙的焊接结构,分析单双丝MIG焊接的优缺点,并根据理论计算,最终确定工装上蘑菇头的反变形量,有效控制了侧墙的焊接变形。
地铁车辆;铝合金侧墙;焊接变形;焊接工艺
青岛四方庞巴迪铁路运输设备有限公司生产的出口瑞典斯德哥尔摩的地铁车辆车体是庞巴迪轨道运输集团设计的新一代车体。因为侧墙平面度控制的好坏直接决定了车体外轮廓的美观程度,为了保证侧墙焊接后的变形控制在标准的范围内,就需要合理安排焊接工艺及焊接顺序,同时在工装上设置相应的反变形量,最终满足产品的质量要求。
1 侧墙焊接结构
该地铁车辆的侧墙焊接结构由5根铝型材构成(见图1),总长度为17 m。焊接原材料为拉伸型材6005A-T6,根据图纸设计要求,焊缝质量等级为CPC2,焊缝主要形式为4V,焊接坡口角度为70°,拉伸型材带有1 mm钝边,2个插接型材上自带拉伸永久垫板,焊接位置主要为平对接位置。

1—侧墙上边梁;2—窗上型材;3—窗间板;4—窗下型材;5—窗下边梁。图1 侧墙焊接结构图
2 焊接工艺确定
2.1 焊接方法及焊接规范选择
轨道车辆中长大型材通常采用MIG焊接机械手进行焊接,为了更好地控制变形,针对4V焊缝,工艺上分别采用单丝MIG以及双丝MIG对4V的6005A焊接试板进行焊接试验来确定采用何种焊接方式,焊接填充气体采用99.999%的高纯氩,焊接间隙为0~1 mm,坡口准备形式如图2所示,2种焊接手段的焊接规范如表1所示。

图2 侧墙坡口示意图
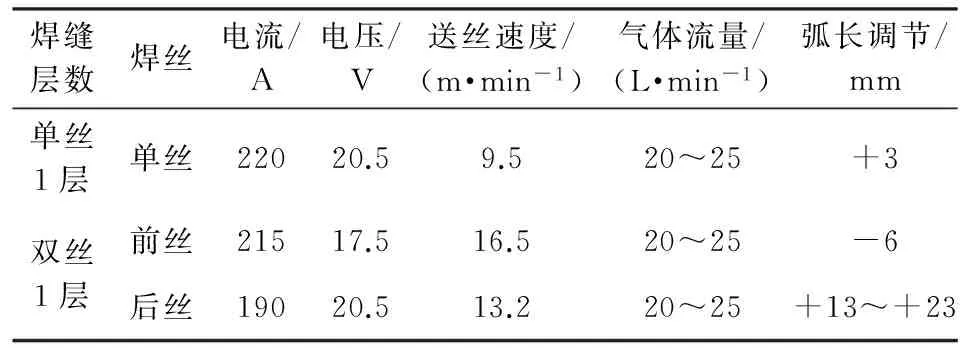
焊缝层数焊丝电流/A电压/V送丝速度/(m·min-1)气体流量/(L·min-1)弧长调节/mm单丝1层单丝22020.59.520~25+3双丝1层前丝21517.516.520~25-6后丝19020.513.220~25+13~+23
焊接完成后分别从2种焊接方法的焊件中截取3个试件进行拉伸试验,结果如表2所示,单、双丝焊接的试件焊缝强度基本相同,但由于单丝焊接的送丝速度明显低于双丝焊,所以造成单丝焊接的对接焊缝变形角度明显大于双丝焊接,为了减小焊接变形,最终选取双丝MIG自动焊接的方法。
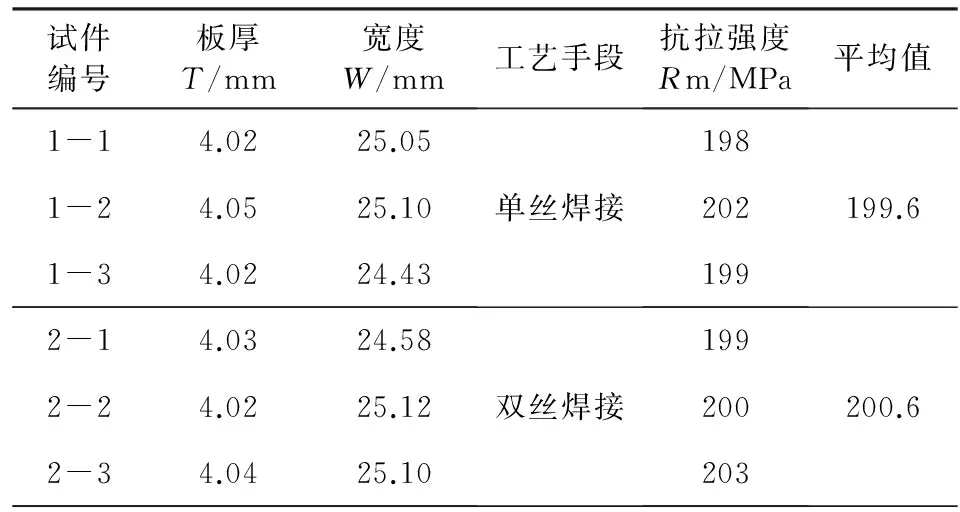
表2 单/双丝焊接接头拉伸试验结果
2.2 组焊顺序
良好的组焊顺序可以有效减少焊接变形,该侧墙由5根型材组成,焊缝有8条,分布在侧墙两侧,采用双丝双枪MIG焊接,一面侧墙仅需要2轮焊接就可以完成,焊接顺序如图3所示。

图3 侧墙组焊顺序图
3 焊接变形控制分析
由于侧墙采用的是长大型材插接后进行焊接的工艺,所以在焊接完成后,侧墙就会产生2个方向的变形:纵向收缩引起的挠曲变形以及横向收缩引起的挠曲变形,通过计算侧墙的焊接变形,可以得出最终侧墙工装上的反变形量,从而有效控制侧墙焊接变形。
3.1 纵向收缩挠曲变形
为了计算侧墙的焊接变形,首先将侧墙型材的焊接简化成箱体构件模型,如图4所示。

图4 侧墙截面示意图
由于侧墙单侧焊缝为4V的截面形状,那么纵向收缩引起的挠曲变形可用下列公式近似计算[1]:
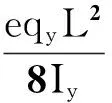
式中:f—构件的纵向挠度变形量,mm;e—焊缝中心到截面的中心轴距离,此处为2cm;qy—焊接线能量,此处为2 625J/cm;L—构件长度,此处为1 700cm;Iy—截面惯性矩,此处为256cm4。
经计算f=6.37mm,所以,对于17m的侧墙来说,整个纵向在自由状态下由于纵向收缩发生的挠曲变形大约为6.37mm。
3.2 横向收缩挠曲变形
侧墙在焊接过程中还会受到横向的焊接收缩引起挠曲变形(见图5),对于横向的挠曲变形主要考虑焊接过程中2个型材产生的角变形情况。
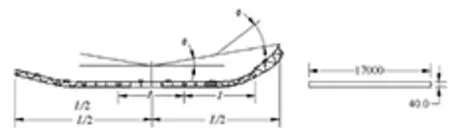
图5 焊缝横向收缩引起变形的示意图
由于侧墙由4条焊缝组成,将侧墙简化为箱体结构进行计算,则焊缝横向收缩引起的挠曲变形可用下面公式进行近似估算[2-3]:
f=2øl+øl=3øl

最终计算出侧墙的横向变形f约为7.2 mm。
3.3 工装设计
通过上述理论计算,得出侧墙在整个焊接过程中可能产生的纵向及横向的挠曲变形,下一步根据变形情况,对侧墙工装进行反变形量设置以获得最佳的防止焊接变形效果。由于纵向的挠曲变形为6.37 mm,而纵向长度为17 m,且是在自由状态下,实际焊接过程中,侧墙通过液压装置全程被压紧,所以纵向焊缝收缩引起的挠曲变形在实际焊接过程中可以忽略不计。
而对于横向收缩引起的挠曲变形,在侧墙工装设计中则需要进行反变形量设置(见图6),侧墙焊接前的反变形可以通过调节工装上的蘑菇头进行控制。通过调节蘑菇头的螺栓,蘑菇头就可以上下移动,这样可以相应抵消由于焊接收缩产生的变形,通过多次试验焊接并进行测量,就可以摸索出最终侧墙的反变形曲线(见图7)。
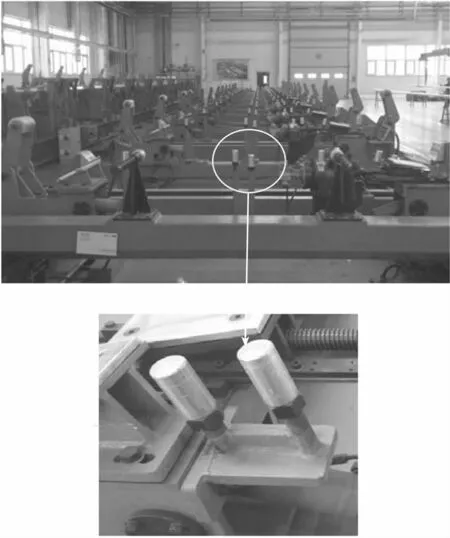
图6 侧墙反变形调节蘑菇头

图7 侧墙反变形量最终设置情况
4 侧墙焊接后质量检验
通过以上措施,有效减小了侧墙的焊接变形,侧墙制作完成后进行轮廓度检验(见图8),整体轮廓度可以控制在2 mm以内。

图8 侧墙外轮廓检测示意图
5 结论
通过上述方法,最终确定了工装上蘑菇头的反变形量,从而达到了控制侧墙焊接变形的目的,缩短了工艺试验的周期,为项目节省了大量工期,提高了经济效益。且由于此种方式有效保证了侧墙外轮廓度的要求,从而更好地满足了车体油漆外观的要求,得到了客户的高度评价。
[1] 中国机械工程学会焊接学会编.焊接手册[M].北京:机械工业出版社,2007.
[2] 田锡唐. 焊接结构[M].北京:机械工业出版社, 1993.
[3] 钱庆峰. A型地铁车地板焊接变形控制[J]. 机车车辆工艺,2009(3):22-23.□
(编辑:李琳琳)
欢迎投放广告!欢迎订阅!欢迎投稿!文章编号:2095-5251(2016)04-0020-03
2095-5251(2016)04-0017-03
2015-11-04
张 旭(1984-),男,本科学历,工程师,从事轨道车辆车体焊接技术研究工作。
U270.6
B
