差速器壳体镗孔夹具设计
2016-06-16徐春华任小中
徐春华,任小中
(1.郑州工业应用技术学院 机电工程学院,郑州 451150;2.河南科技大学 机电工程学院, 河南 洛阳 471003 )
差速器壳体镗孔夹具设计
徐春华1,任小中2
(1.郑州工业应用技术学院 机电工程学院,郑州451150;2.河南科技大学 机电工程学院, 河南 洛阳471003 )
摘要:镗床夹具是镗孔加工中常用的辅助装置。针对差速器壳体上两组相互垂直孔的加工,设计了专用的镗孔夹具。鉴于差速器壳体的结构特点和镗孔工序要求,采用一面两孔定位,并确定了满足定位精度要求的定位销尺寸。接着,确定了可靠的工件夹紧方案,并设计了油缸以及相关的夹紧装置。最后介绍了该夹具的结构组成及其特点。
关键词:差速器壳体; 镗孔夹具; 一面两孔;夹紧装置
0前言
组合镗床是由大量通用部件和少量专用部件组成,能从多面、多工位、多轴对一个或几个工件同时进行加工的一种机床[1]。与一般机床相比,具有自动化程度高、加工效率高、加工质量稳定等优点;与加工中心比,具有机床成本低、加工效率高的优点,是大批量生产的常用设备。
差速器壳体是汽车、拖拉机驱动系统总成的重要零件,不仅孔本身的精度要求高,而且孔与孔的同轴度、垂直度要求也很高,其加工精度直接影响汽车、拖拉机行走机构的使用寿命和行驶的安全性[2]。国内企业加工差速器壳体所使用的夹具多采用直接吊装到位、手动夹紧,极易碰伤工件和定位元件,工人劳动强度大。因此设计适用于差速器壳体大量生产的组合镗床夹具很有必要。
1镗孔方案的确定
图1所示为某汽车差速器壳体的零件简图。其中2个φ140孔为联接左右半轴孔,φ136孔和φ80孔为支撑汽车传动轴所用。为保证两组孔各自的同轴度以及垂直度要求,拟采用在同一刚性镗杆上安装两个镗刀进行镗孔的加工方案。为保证两组孔的垂直度要求,利用卧立双面组合镗床一次安装同时镗削两组相互垂直的孔 。
2工件的定位
2.1定位基准的选择
因为差速器壳体主体为球体结构,所以,选择壳体中间结合的表面作为主要定位基面。为保证孔的位置精度,还需选择该结合面上两个相距较远的孔作为定位基准,即采用一面两孔定位[3],限制工件的六个自由度。采用双孔定位时常采用的定位元件是一个短圆柱销和一个短菱形销[4]。差速器壳体镗孔的定位方案如图2所示。
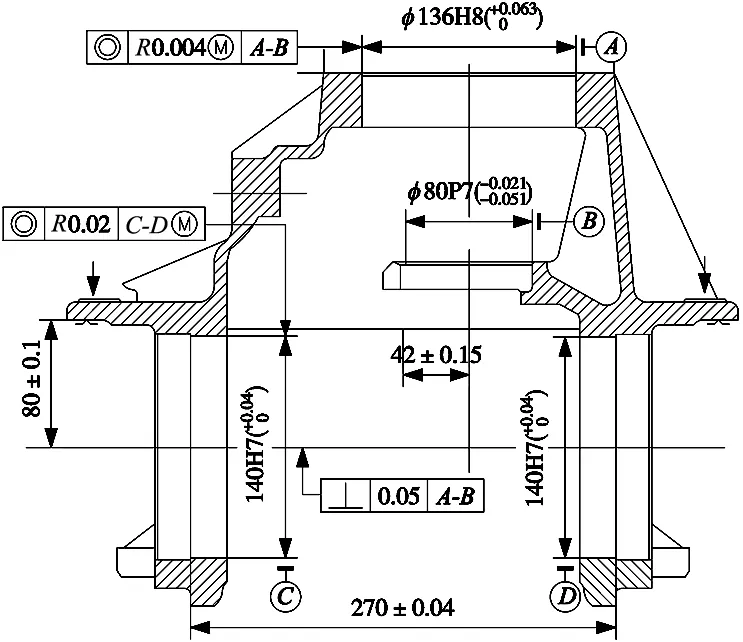
图1 汽车差速器壳体零件简图
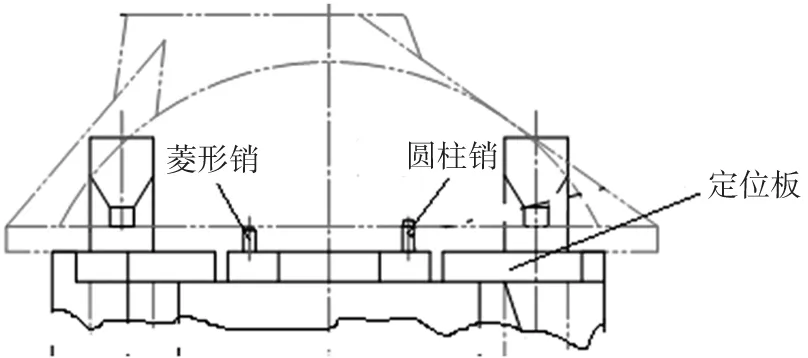
图2 镗孔定位方案简图
2.2定位误差分析与定位元件的确定
一面两销定位时基准位移误差包括两类[5]:即平面内任意方向移动的基准位移误差Δy和转角误差Δθ。其中,Δy取决于圆柱孔和圆柱销的最大配合间隙。最大转角发生的条件是:两孔直径最大,两销直径最小,两孔(销)中心距应取最小相等值(一般取中心距的基本尺寸)。然后按以下顺序对所使用的定位销进行设计。
(1)确定定位销中心距及尺寸公差。定位销中心距为105.6±0.0033mm。
通过计算定位误差,该定位方案能够满足本工序的加工要求。
3工件的夹紧
3.1夹紧力的确定原则
(1)夹紧力作用点的确定应遵循以下原则[6]:
①夹紧力应作用在工件的定位支撑面之上,或落在由诸支承块所连成的面积范围内,以保证工件在夹紧后定位稳定。
②夹紧力应作用在工件刚性好的部位,以减小工件的夹紧变形。
③尽量对工件实施多点夹紧,以使工件夹紧的比较稳固。
(2)夹紧力的方向应朝向工件在夹具上定位时的主要基准面。
(3)夹紧力的大小主要取决于切削力和重力的大小和方向。夹紧力大小的确定与选择的夹紧机构和动力传动装置有密切的关系。对于多面多刀加工的组合机床,为了保证夹紧可靠,应选择加工过程中最不利的情况来确定所需的夹紧力[7]。
3.2夹紧力大小的确定
根据前述的夹紧力大小确定原则以及镗孔方案,首先利用切削力计算公式分别计算镗削φ136孔和φ80孔的切削力以及镗削2个φ140孔的切削力。本例中,夹紧力的方向与镗削φ136孔和φ80孔的轴向切削力和工件重力的方向一致,而与镗削2个φ140孔的切削力方向垂直。工件在切削力的作用下有产生平移、转动和颠覆的趋势,因此应该按这三种情况分别计算所需的夹紧力[8],然后取其中的最大值作为设计夹紧装置的依据。计算结果表明,为防止工件平移所需的夹紧力最大。
3.3夹紧机构工作原理
为了夹紧可靠、省力,利用液压油缸作为动力,在工件上靠近加工且刚性好的部位,使用四个压板同时对工件进行夹紧。其夹紧机构工作原理如图3所示。
设液压缸活塞杆的推力为P,BD、BC为两个不相等力臂,在推力P作用后,作用于B受力点的合力矩为0,所以每根杠杆的实际作用力为:
(1)
式中,P—液压缸活塞杆的推力;
Q—铰链杠杆产生的作用力;
LBC—BC段的臂长;
LBD—BD段的臂长;
η—机械效率,η=0.97。
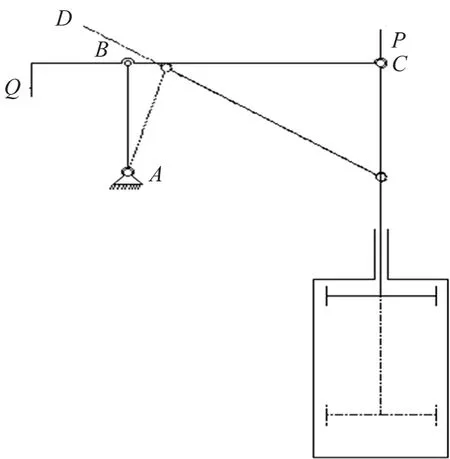
图3 夹紧机构工作原理
显然,图3所示夹紧机构是一个增力机构。根据所需要夹紧力的大小和铰链杠杆的臂长分配,可以根据式(1)求出液压缸活塞杆的推力。由于该油缸以活塞杆推力工作,那么,可由公式(2)求出油缸直径D。
(2)
式中,p—油缸工作压力。
本夹紧机构采用法兰式油缸,油缸的缸径最终定为90mm,活塞杆直径为45mm。
4夹具结构组成及特点
图4所示为镗孔夹具结构简图。由图4可以看出,该夹具主要由夹具体、定位装置、夹紧装置和上下料输送装置组成。工件采用一面两销定位,利用4个铰链压板把工件可靠夹紧在定位板上[9]。动力部件采用液压驱动,主要有4个夹紧油缸、1个中间用于升降工件的油缸。升降油缸通过齿条—齿轮—齿条传动机构可将工件托起和落下。为了保护定位板和定位销,先把工件放在已预先抬起的导轨上,由人工把工件推到规定位置,然后升降油缸缓慢后退,使工件落到定位元件上。夹具定位销头部采用圆锥形,以保护定位销免遭损坏。为了保证工件顺利装卸和可靠夹紧,设计了带有铰链机构的铰链压板[10]。

图4 镗孔夹具结构简图
5结论
基于工件加工要求,本着定位可靠、夹紧省力、高效、安全的原则,设计了一套在组合镗床上同时精镗两组相互垂直的轴承孔的专用夹具。工件采用一面两孔定位,定位方便、迅速;采用液压4点同步夹紧,夹紧省力、可靠。该夹具已被应用于生产实际。使用效果表明,该夹具的刚性好、精度保持性好。该夹具的设计思路与方法对于其它镗床夹具以及类似零件加工的夹具设计具有一定的参考价值。
[参考文献]
[1] 大连组合机床研究所.组合机床设计[M]. 北京: 机械工业出版社,1975.
[2] 郑鹏伟,徐军升,宇金金. 差速器壳体工艺改进[J]. 拖拉机与农用运输车,2014,41 (5): 52-54.
[3] 彭小敢.一种卧式加工中心机床夹具的设计及应用[J]. 制造技术与机床,2013 (9):147-148.
[4] 吴拓. 现代机床夹具设计[M].北京:化学工业出版社,2009.
[5] 任小中. 机械制造技术基础[M]. 北京: 科学出版社, 2012.
[6] 秦国华,张卫红. 机床夹具的现代设计方法[M]. 北京:航空工业出版社,2006.
[7] 王正刚,王福元. 气缸体三面精镗组合镗床总体布局及夹具结构设计[J]. 组合机床与自动化加工技术, 2011 (3):73-77.
[8] 李吉, 赖玉活, 丁刚强. 发动机汽缸体液压专用夹具设计[J]. 制造技术与机床,2013 (4):140-142.
[9] 王辉. 汽车主减速器壳体精加工组合机床夹具的设计[J]. 组合机床与自动化加工技术, 2001 (6):55-56.
[10] 冯新安.机械制造装备设计[M].北京:机械工业出版社,1999.
(编辑赵蓉)
Design of the Boring Jig for Differential Housing
XU Chun-hua1,REN Xiao-zhong2
(1.School of Mechatronic Engineering, Zhengzhou University of Industrial Technology, Zhengzhou 451150, China; 2. School of Mechatronic Engineering, Henan University of Science & Technology, Luoyang Henan 471003, China)
Abstract:The fixture of boring machine is a common used auxiliary device in boring operation. In view of the machining of two groups of holes in differential housing, a special purpose boring fixture is designed. Considering the structure of differential housing and boring operation requirements, one plane and two holes are used to be the location surfaces, and the dimensions of location pins are determined so as to meet the location accuracy. Next, a reliable clamping plan is determined, and the hydraulic cylinder and relevant clamping devices are designed. The components and characteristics of the fixture structure are introduced finally.
Key words:differential housing; boring fixture; one plane and two holes; clamping device
文章编号:1001-2265(2016)05-0120-03
DOI:10.13462/j.cnki.mmtamt.2016.05.033
收稿日期:2015-07-13
作者简介:徐春华(1970—),女,江苏常州人,郑州工业应用技术学院副教授,硕士,研究方向为机电一体化、CAD/CAM/CAE,(E-mail) zhizaosuo@163.com;通讯作者:任小中(1957—),男,河南焦作人,河南科技大学教授,博士,研究方向为先进制造工艺与装备技术,(E-mail) ren_xiaozhong@126.com。
中图分类号:TH132;TG577
文献标识码:A
