钛合金整体壁板T型接头双作用激光焊接系统设计*
2016-06-16徐志刚侯雯中郑帅超王亚军
徐志刚,岳 超,2,侯雯中,郑帅超,2,王亚军,3
(1.中国科学院 沈阳自动化研究所, 沈阳 110179;2.东北大学 机械工程与自动化学院, 沈阳 110819;3.沈阳理工大学 机械工程学院, 沈阳 110159)
钛合金整体壁板T型接头双作用激光焊接系统设计*
徐志刚1,岳超1,2,侯雯中1,郑帅超1,2,王亚军1,3
(1.中国科学院 沈阳自动化研究所, 沈阳110179;2.东北大学 机械工程与自动化学院, 沈阳110819;3.沈阳理工大学 机械工程学院, 沈阳110159)
摘要:为了提高飞机壁板结构的蒙皮和加强筋之间的焊接质量,减少蒙皮的焊接变形,设计了钛合金整体壁板T型接头双作用激光焊接系统。系统采用标准工业激光焊接机器人,双光束激光焊接方法并辅以外部纵向水平驱动轴机构的方案,结构简单,成本较低,可有效的提高焊接质量和速度。通过对工艺参数分析并进行实验,得到了良好的焊接样品,满足了飞机蒙皮焊接的质量要求,有效提高了飞机的隐身和降噪性能,完善了国内双激光焊接平台焊接长桁蒙皮结构机身壁板的技术。
关键词:焊接质量;T型接头;激光焊接;钛合金
0引言
目前,钛合金材料以其优越的物理化学和机械加工性能在航空方面特别是飞机体结构上已得到了广泛应用[1]。钛合金在高温环境下晶粒极易发生畸变,进而影响焊接区域的韧性和塑性[2]。传统激光焊接方式因其自身工艺特征也导致激光焊接金属材料产生气孔和裂纹等缺陷[3]。壁板结构的蒙皮也会因受热而产生变形。
为了实现壁板结构的蒙皮和加强筋之间良好的焊接质量,双作用激光焊接系统采用双机器人同步施焊于T型接头的两侧,解决了加强筋和蒙皮之间的焊接变形问题。双作用的激光焊接机理比单作用的焊接机理更加复杂,它采用两面对称的焊接轨迹,从T型端部两侧同时进行施焊,可以形成更大焊接熔池,加大了深熔焊顶端小孔的开口,有利于焊缝内气体在焊接过程中顺畅的逸出,增强了焊接的稳定性,从而有效减少了气孔率、增加焊接过程的稳定性,最大程度减小了焊接过程产生的不利变形,控制了蒙皮的外型面形状误差[4]。进而提高了飞机的隐身性,并且起到了良好的降噪效果。因此,双作用激光焊接技术得到了国外航空制造领域的青睐[5]。
1系统组成及工作原理
整台设备使用西门子PLC模块进行信号采集与整体控制,焊接过程由双激光器在光纤耦合器中同时产生等功率激光,再通过激光光纤传输到IPG激光焊接头中进行焊接。双焊接机器人及同步轴通过焊点示教进行轨迹规划并完成焊接,系统集成控制送丝机、气体保护系统及激光器同时协调运行,完成焊接过程。采用机器人控制系统的示教功能,满足焊接轨迹生成的要求[6]。钛合金整体壁板双用激光焊接设备由五个系统构成。如图1所示。
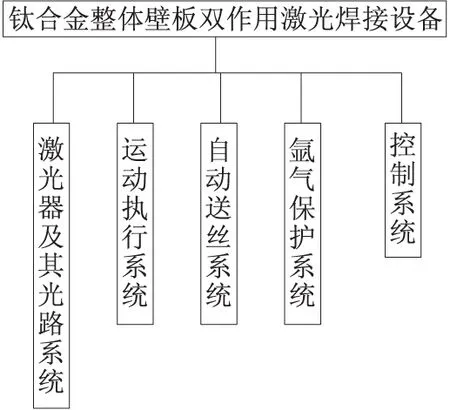
图1 双作用激光焊接系统结构
系统整体布局图如图2所示。
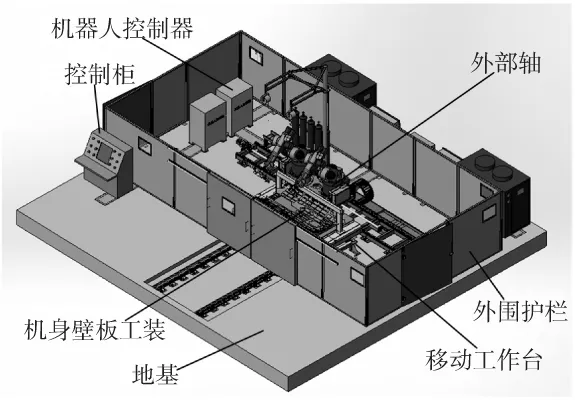
图2 系统整体布局图
1.1运动执行系统
运动执行系统包含双激光机器人及外部轴,可实现钛合金壁板T型接头双侧同步激光焊接。整体壁板T型接头双作用激光焊接设备本体采用纵向水平驱动平台和工业机器人相结合的机构方式来完成,实现机器人末端激光焊接头的六自由度运动。纵向(即与焊接方向平行的X轴方向)驱动平台采用伺服电机、辅以丝杠、导轨驱动,如图3所示,平台滑板上固定两个机器人。该平台的驱动电机控制可作为机器人的一个外部轴,实现和机器人同步的路径轨迹规划[7]。

图3 壁板T型接头激光焊接设备整体效果图
外部轴为纵向水平安装,采用丝杠、导轨的方式传动,采用伺服电机进行驱动,以保证机器人焊接运动时系统的精度与稳定性,并与机器人自身的六自由度进行同步协调插补驱动控制,以满足机器人焊接在X轴方向的行程要求。焊接机器人采用标准工业六自由度机器人,末端安装激光焊接头和送丝机构。机器人的运动精度和负载符合激光焊接的需求。两台机器人共同安装在X轴的滑板上。两台机器人的安装位置距离要适当,在考虑焊接行程的基础上,避免出现干涉情况[8],效果图如图4所示。

图4 焊接机器人整体布局效果图
1.2自动送丝系统
自动送丝系统安装在外部轴工作台上。在调试过程中,主要完成了焊机安装与联调,加载阻尼设置,前后焊丝轮同步调试,自动回丝,以及送丝位置校准等工作。送丝过程中,焊丝与激光的位置精度是填丝成功的关键。自动送丝机构调试过程中,需进行焊丝与激光位置的校准工作,通过激光头上的调整机构,以激光器引导光源为基准,调整填丝位置与焊接位置一致。校准工作如图5所示。

图5 送丝机构送丝准确度校准示意图
1.3气体保护系统
由于钛合金焊接时需要严格的焊接保护方式,钛合金整体壁板T型接头双作用激光焊接设备采用具有同轴吹保护气的焊接保护气嘴配焊接保护气托罩的保护方式。已完成焊时与焊后气体保护装置的试验,并针对T型接头设计了背部保护气输送装置。试验结果表明保护气系统可以有效的对激光焊接试件进行保护,满足焊接要求。
1.4控制系统
控制系统主要完成壁板T型接头的双作用焊接,包括两台机器人的轨迹生成及同步交互控制,外部轴的驱动控制,工作台的定位与夹紧及运动控制, 激光器出光及功率设置、气体保护装置启停及送丝机构启停等集成控制。通过德国西门子公司先进PLC系统控制、采集和数据处理并显示两台机器人运动信息及激光器状态信息,实现壁板T型接头的激光焊接,同时完成PLC系统与两台机器人控制器、激光控制器、测量传感器之间的无缝连接。系统采用德国SIEMENS的PLC系统作为控制核心,实现两台六自由度机器人的运动控制和同步控制。采用labVIEW软件进行人机交互,编制整体化操控界面。
系统根据机器人示教结果,形成加工工件轨迹,从而实现焊缝的高效焊接,控制系统结构图如图6所示。
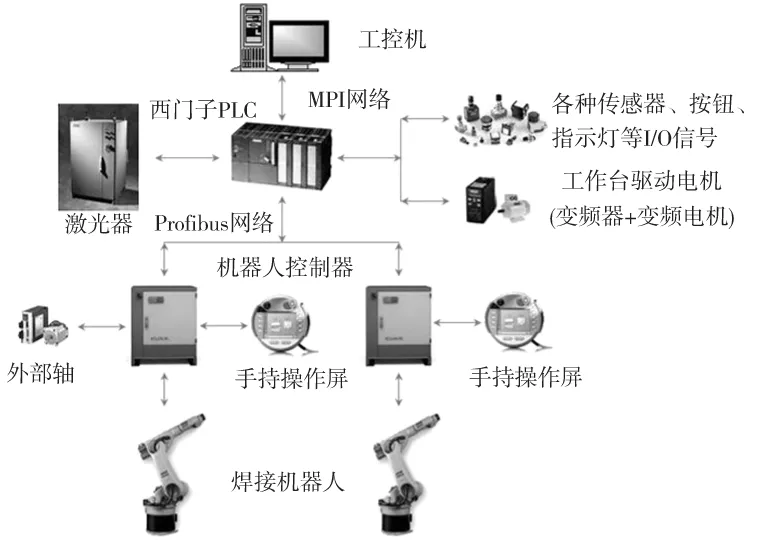
图6 控制系统结构图
2工艺分析和生产流程
2.1工艺分析
钛合金整体壁板T型接头双作用激光焊接工艺主要包括两方面内容:机器人示教[9]与焊接工艺参数。实验对象是厚2mm的钛合金T型板材。
2.1.1机器人示教
针对焦距为300mm激光头,设计如图7所示示教工装。便于示教时指示焊接焦点。工装顶尖与焊接工作点位置相同,工装在轴向上可在一定范围内调节,径向保持与激光器激光光束同心。图7所示为示教过程,对于直线度良好的试件,使用KUKA示教器分别示教T型接头的起始点与终止点,即可完成机器人示教。示教结束后,使用引导光进行精调,保证示教准确性。

图7 焊接示教T型接头示意图
2.1.2焊接工艺参数研究
影响焊接质量的关键影响因素有焊接速度、激光功率、离焦量、激光束入射的角度、送丝速度。离焦量控制在0.4mm时能够达到最好的焊接效果,保持离焦量为0.4mm不变[10]。焊接功率考虑变化范围为2600W~3000W,间隔200W,以获得功率较大范围内焊接装备焊接能力情况;焊接速度选取1m/min,3m/min,6 m/min,考虑焊接功率和焊接速度综合作用下对焊缝质量的影响如表1所示。
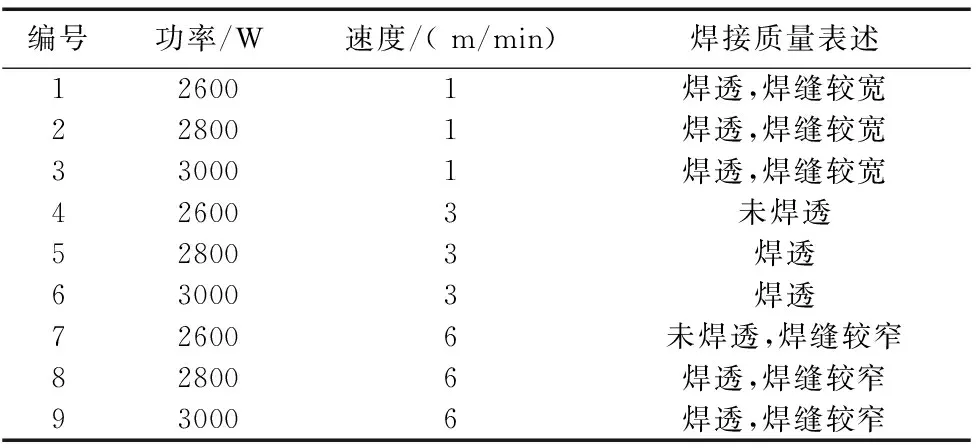
表1 功率和速度正交实验表
从表1可以看到随着功率的提高,各个速度下焊缝焊头能力逐渐提高;相同功率下,速度较小时焊透能力较强。此外,速度较低时,焊缝较宽,热影响区较大;速度较高时,焊缝较窄,热影响区较小。而热影响区对于焊接组织有较大影响,应尽量控制。因此可以得出结论,低速度与大功率有助于焊透能力的提高,但是为了控制焊接过程中的热影响区,提高焊接的总体性能,应适当提升焊接速度,减少热作用时间。可以看出功率为2800W焊接速度为6m/min时焊接效果较好(焊透充分,热影响区小)。
工艺试验已经确定了焊接的离焦量,速度,功率等相关参数, 由以上参数再确定激光束入射角度。由于双机器人运动时的干涉等因素影响,角度参数控制在15°~35°之间,同时进行自动送丝运动。采样选用焊接角度为20°和35°两种情况。所得金相宏观图8所示。
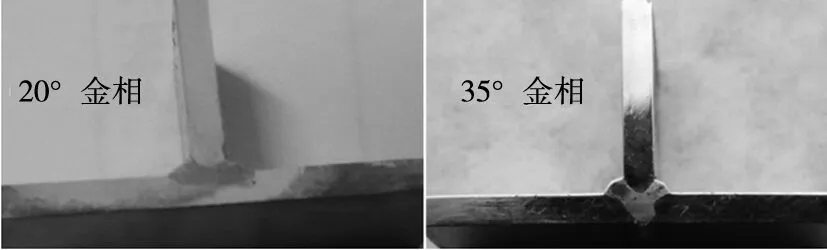
图8 金相组织宏观图
由宏观图8可以看出两种角度下焊缝均被焊透,表明焊接质量均满足要求,但35°角焊缝透过底板,相对的20°焊缝组织相互之间融合的更好,对底板焊接影响较小。因此得出结论:双作用激光焊接应减小焊接角度,在双机器人运动不干涉的情况下选用焊接角度为20°。
由以上实验数据实施送丝速度的研究,改变送丝速度,对结果进行分析。可以得出当送丝速度为焊接速度的1/2时,填丝焊缝质量良好,外观符合要求,低于1/2焊缝较扁,不饱满;高于1/2则过于饱满。因此得出结论,焊接过程中在填丝工况中,应满足送丝速度为焊接速度的一半。
综上实验,由以上数据对钛合金T型接头进行焊接,所得结果如图9所示。

图9 钛合金双侧焊接结果图
2.2生产流程
钛合金整体壁板T型接头双作用激光焊接系统在实际试验中工作状态如图10所示。其生产流程如下:

图10 焊接系统工作状态示意图
(1)人工上料:人工首先利用夹具将要焊接的一根长桁和壁板机械固定,利用吊具把壁板放置到移出工作区间外的工作台上,进行装夹。
(2)点动控制将工作台移至焊接工作区,采用激光点焊定位。
(3)人工对双机器人进行焊接轨迹示教,疏密程度根据工艺要求进行。
(4)根据焊接轨迹,进行双作用激光焊接。
(5)自动焊接:按示教路径程序自动完成产品焊接。
(6)拆卸长桁固定夹具,对其长桁进行装夹,重新循环,继续焊接。
3结束语
本文介绍了钛合金整体壁板T型接头双作用激光焊接系统的组成及工作原理,通过对工艺参数分析和实验,得到了理想的焊接金相组织。提高了飞机壁板结构蒙皮和加强筋之间的焊接质量,减少了蒙皮的焊接变形。实验结果表明系统可焊钛合金材料厚度不小于2mm,验证了钛合金整体壁板T型接头双作用激光焊接系统的可行性。
[参考文献]
[1] STALEY J T, LIU J, H J, WARREN H. Aluminum alloys for aerostructures[J]. Advanced Materials and Processes, 1997, 152(4): 10-17.
[2]Iwase T, Shibata K, Sakamoto H, et al. Real time X-ray observation of dual focus beam welding of aluminum alloys[C].Proceedings of the International Congress on Applications of Lasers and Electro -optics : ICALEO.Springer-Verlag,2000: 200026.
[3]王晶,王俊恒,林久,等,激光焊接技术的发展及研究现状[J].东方电气评论,2013,27(4):21-26.
[4]杨静,程东海,黄继华,等. TC4 钛合金激光焊接接头组织与性能[J].稀有金属材料与工程,2009,38(2):259-262.
[5]巩水利, 张 燕, 柴国明. 高能束流焊接技术的发展及其在航空领域中的应用[J]. 国防制造技术,2009(3):12-15.
[6]王军义,徐志刚,辛立明.基于焊缝碾压预成型的长焊缝激光拼焊系统设计[J].机械设计与制造,2010(1):51-53.
[7]刘成良,张凯,Jay Lee.双机器人协调作业下碰撞算法及仿真研究[J].机器人,2003,25(2):167-171.
[8] Brenner B,Standfuss J,Dittrich D,et al.Laser beam welding of aircraft fuselage structures [C]. ICALEO 2008 Congress Proceeding Proceedings. USA, 2008:838-845.
[9]赵凤申,焊接机器人手部示教控制方法研究[D].杭州:浙江大学, 2006.
[10]李亚江, 李嘉宁.激光焊接、切割、熔覆技术[M]. 北京:化学工业出版社,2012.
(编辑赵蓉)
The Design of T-joint Double-acting Welding System for Titanium Alloy Integral Wall Board
XU Zhi-gang1,YUE Chao1,2, HOU Wen-zhong1,ZHENG Shuai-chao1,2,WANG Ya-jun1,3
(1. Shenyang Institute of Automation, Chinese Academy of Sciences, Shenyang 110179,China;2. College of Mechanical Engineering and Automation, Northeastern University, Shenyang 110819,China)
Abstract:In order to improve the quality of the weld between aircraft-panel-structure skin and stiffener,and reduce welding deformation of the skin,we devise a welding system named after overall panels made of titanium alloy dual role of T-joint laser welding system.The system,simultaneously supplemented by external longitudinal horizontal drive shaft mechanism,is composed of standard industrial laser welding robot and Dual-beam laser welding method. The system is simple, low cost, which can effectively improve the welding quality and speed. Through analysis of the process parameters and trail and error,we obtain favorable welding samples,which is satisfied with the quality requirements of welding aircraft skin,and effectively improves the noise reduction and stealth performance of the aircraft,therefore,the system consummates an important engineering technology that is applying dual-beam welding platform to the weld of the fuselage panels of stringer skin structure in domestic.
Key words:the quality of the weld; T-joint; laser welding; titanium
文章编号:1001-2265(2016)05-0100-03
DOI:10.13462/j.cnki.mmtamt.2016.05.027
收稿日期:2015-06-02;修回日期:2015-06-23
*基金项目:“高档数控机床与基础制造装备”国家科技重大专项—04专项(2013ZX04001041)
作者简介:徐志刚(1971—),男,沈阳人,中科院沈阳自动化研究所研究员,博士,研究方向为机器人机构学、危险品防爆智能装备及航天器物理仿真装备;通讯作者:岳超(1990—),男,河南桐柏人,中科院沈阳自动化研究所硕士研究生,研究方向为激光焊接与机器人机构学,(E-mail)yuechao@sia.cn。
中图分类号:TH122;TG506
文献标识码:A
