镗铣加工中心进给系统热特性分析与实验研究*
2016-06-16秦显军钱彬彬
孙 军,秦显军,钱彬彬,黄 圆
(沈阳建筑大学 机械工程学院,沈阳 110168)
镗铣加工中心进给系统热特性分析与实验研究*
孙军,秦显军,钱彬彬,黄圆
(沈阳建筑大学 机械工程学院,沈阳110168)
摘要:对于精密机床,随着制造水平的提高,削弱了几何误差对加工精度产生的影响,但机床进给系统的热变形对加工误差的影响越来越大,因此研究进给系统热特性具有深远的意义。以TX1600G数控镗铣加工中心铣削部分的进给系统为研究对象。首先,利用ANSYS建立进给系统的简化三维模型,通过施加移动热源来模拟实际的加工条件,得到滚珠丝杠在5m/min的转速下的温度场分布。再次,并设计滚珠丝杠温度场实验方案,开发了温度测量系统来实现温度场数据采集。最后,将实验结果与有限元结果进行对比,对仿真结果的可靠性和精度进行验证。同时为热误差模型建立,提供必要的数据支持。
关键词:温度场;移动热源;实验方案;温度采集系统
0引言
滚珠丝杠副是TX1600G数控镗铣加工中心进给系统的关键部件,具有传动效率高、刚度和精度高、运行平稳、寿命长等特点,在各种工业设备和精密仪器中都得到了广泛的应用[1]但是其热变形严重影响机床的加工精度。为了保证机床的加工精度,需要对滚珠丝杠进行热误差补偿。利用ANSYS对在实际工况下的滚珠丝杠进给系统进行热仿真分析,为滚珠丝杠进给系统建立热误差补偿模型,提供理论依据。
国内外已对滚珠丝杠进给系统热分析进行很多相关的研究:Won Soo Yun[2]等研究滚珠丝杠进给系统中的关键部件,关键部件分为滚珠丝杠和导轨两部分,并把每一部分单独求解,估算由热膨胀引起滚珠丝杠的位置误差。通过使用修正集总电容方法(MLCM)和天才教育算法(GEA)分析确定滚珠丝杠的线性定位误差;应用有限元计算方法对导轨进行热特性,使用激光干涉仪证明了模型的有效性。杨建国2006年他对灰色理论做进一步的分析研究,利用灰色系统中的GM(1,1)模型[3]建立热误差补偿模型,并将免疫算法引入数控机床的热误差建模的研究中,提高了建模型的预测精度。天津大学岳红新[4]基于RBF神经网络方法辨识热变形误差参数,建立了滚珠丝杠热误差模。同时研发了在线检测软件,可以有效的检测丝杠热误差。在XHFA2420龙门加工中心和MAKNIO立式加工中心上进行试验并取得了满意的效果。浙江工业大学王金生[5]等人运用ANSYS软件分析数控铣床整机的热特性,研究冷却水的流量、预紧力的大小和水箱设计参数对主轴轴承温升的影响规律,为数控铣床的设计尤其是冷却系统的设计奠定了理论依据基础。
1滚珠丝杠进给系统热分析模型
在TX1600G数控镗铣加工中心的铣削部分的进给系统中,滚珠丝杠是需要用床身上的前后轴承以及其支架固定。电动机通过联轴器与滚珠丝杠联接,带动滚珠丝杠旋转;滚珠丝杠和螺母形成丝杠螺母副,从而驱使滚珠丝杠上的螺母运动;丝杠螺母与工作台连接,同时工作台与导轨上的滑块联接,螺母带动工作台沿滚珠丝杠的轴向方向运动。
滚珠丝杠进给系统中主要有三个热源[6]:其一,滚珠丝杠与螺母的摩擦生热;其二,滚珠丝杠与两端轴承结合面的摩擦热;其三为去电机的功率损耗生热。但是还有一部分热源是切削热,在机床进行工作时,切削热能够及时被切削和冷却液带走。此外滚珠丝杠与外界环境还存在热交换以及热对流,对滚珠丝杠的热特性产生影响。根据传热学理论[7],辐射散热的热量较少,故一般只考虑热传导和热对流。
1.1滚珠丝杠螺母发热量的计算
丝杠螺母的发热与摩擦力矩、转速成正比,公式为:
Q1=0.12πnM
(1)
式中:Q1-滚珠丝杠单位时间的发热量,单位为W;
M-螺母的摩擦力矩,单位为N·m;
n-丝杠转速,单位为r/min;
由于丝杠轴与螺母间的摩擦热量分配于滚珠、螺母和丝杠轴,其中摩擦热量43%是经过滚道面传导到丝杠轴上,那么热流密度q2可由下式计算得到:
(2)
1.2丝杠与轴承间的热源分析
滚动轴承的摩擦热[8]主要是在摩擦力矩作用下生成的,那么发热量计算公式为:
Q2=nM/9550
(3)
式中:Q2-单位时间内轴承发热量,单位为W;
M-摩擦力矩,单位为N·m;n-轴承转速,单位为r/min。
发热量Q2是无法直接加载到有限元模型上,必须转换成热流密度形式,其计算公式如下:
(4)
其中,S-热源面积,mm2。
1.3滚珠丝杠副的对流换热
滚珠丝杠副表面与流体接触的过程中,会发生热量的交换。对流换热是滚珠丝杠副的主要的散热形式。流体介质流动主要分为两类,一种是由于流体内部的密度差,称为自然对流换热,例如丝杠停止旋转时空气冷却。另外一种是由于外部动力源所引起的,称为强制对流换热,例如冷却液流经中空丝杠。
牛顿冷却公式是表达对流换热现象的基本计算式,公式如下:
q=h(Mw-Mf)
(5)
式中:h-对流换热系数,单位为W/(m2·K);Mw-丝杠的避免温度,单位为℃;Mf-稳定流体温度,单位为℃。
牛顿冷却公式只不过解释了对流换热系数,未说明对流换热系数与相关物理量之间的内在关系。所以在此基础上,进一步提出努谢尔特准则:
(6)
式中,Nu-努谢尔特数,k-流体的热传导系数,W/(m2·k);L-特征长度,mm。
(1) 自然对流换热[9]
对于进给系统来说,机床固定表面属于自然对流换热,其标准方程式为:
(7)
式中,C,n—常数,根据热源以及流体选取,Gr—格拉晓夫准数;Pr—普朗特数。
(2) 强迫对流换热
滚珠丝杠旋转时,会带动周围空气加速运动,从而形成强迫对流换热。此时努谢尔特准则方程为[10]:
(8)
(9)
式中,Re为空气的雷诺系数;ω为丝杠轴的角速度,rad/s;d0为丝杠轴的公称直径,mm。
2滚珠丝杠副有限元模型及热性分析
2.1滚珠丝杠副建模及网格划分
TX1600G数控镗铣加工中心是在现有龙门式镗铣加工中心技术和卧式镗铣加工中心技术为基础之上,面向箱体类零件加工的一台精密加工设备。在总体结构上,根据产品的结构形式与精度特点,将整机结构可视为单龙门立卧式结构组成,可划分为铣削加工部分和镗削加工部分。铣削部分采用高速电主轴,用于面向以铝合金为代表的有色金属高速加工。机床的结构如图1所示。
采用Solidworks软件绘制TX1600G镗铣加工中心进给系统的实体模型,并导入到ANSYS软件中。由于进给系统结构复杂,若直接导入到ANSYS中,往往容易导致出现各种错误,无法创建正确的有限元模型,所以需对其结构进行适当的简化。在不对仿真结果产生影响的前提下需要对模型进行简化,本文中模型的简化应遵循有如下几点准则:
(1) 对于滚珠丝杠而言,把丝杠上的螺纹、退刀槽、倒角等细小模型特征去掉从而简化为光杆;去掉一些对丝杠温度场分析影响很细小的结构,如丝杠端部的螺栓孔、与螺母联接用的螺纹等,以便利于模型网格划分,提高运算速度。
(2) 在丝杠螺母副和前后轴承座,去掉一些不必要的孔、倒角。
(3) 轴承简化为套圈,其尺寸与内外径以及宽度与实际轴承尺寸相同。
(4) 本文进给系统是为轴对称结构,只需创建1/2模型进行分析。

1.卧式镗床2.镗床立柱3.刀库4.镗轴箱5.工作台6.工作台支座
本节采用10节点四面体单元SOLID90进行网格划分,其等效结构单元类型为SOLID186。
2.2滚珠丝杠副的移动热载荷
滚珠丝杠副是通过螺母在丝杠上往复移动,实现运动和力的传递。在实际的工作中,滚珠丝杠螺母处于往复运动的状态,不能一直保持在某一位置,会造成丝杠上热源也随着移动,因此施加在丝杠表面的热载荷应为移动热载荷。应该将螺母流入丝杠的热流密度作为移动载荷施加,它可以通过ANSYS中的APDL语言来实现。
在ANSYS中通过APDL语言,采用ANSYS中DO循环实现丝杠螺母(热源载荷)的移动,用IF语句判断丝杠螺母是否到达丝杠有效行程的一端而进行反向运动,通过嵌套的DO循环语句来实现丝杠螺母在丝杠上的往复循环运动。对流系数与热流密度同时加载在同一位置时只默认读取最后施加的边界条件。通过丝杠的转速,计算出热源的移动速度和螺母副在丝杠上运行一个丝杠工作行程所需要的时间。每次施加一个载荷步,每一个载荷步都走一个螺母长度(300mm),每走一步,都应该先删除丝杠螺母与丝杠、轴承与丝杠接触处的对流系数,然后将热流密度施加到丝杠上进行求解。
2.3滚珠丝杠热特性分析
本文研究的是TX1600G数控镗铣加工铣削部分进给系统的滚珠丝杠,模拟丝杠空运行的加工条件,当丝杠转速为250r/min,即螺母的移动速度为5m/min时,丝杠的有效工作行程为1600mm,因此往复运动一个有效工作行程的时间为38.4s,根据公式计算出对流换热系数和热流密度,基于上述边界条件对滚珠丝杠表面温度场和进给方向热变形情况进行分析。
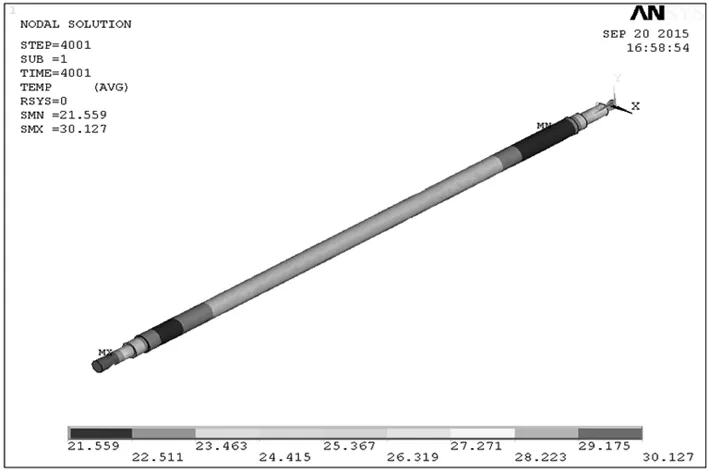
图2 滚珠丝杠进给系统温度分布

图3 进给系统的温升曲线
由图2和图3可知,在未通冷却液的情况下,进给系统转速为250r/min,滚珠丝杠热平衡时间是3000s,热平衡温度是25.8 ℃。由图3可以看出滚珠丝杠螺母副在丝杠上循环移动温度随时间的变化情况。在前2000s时温度变化较快,呈快速上升趋势。此后,温度变化趋势较为缓慢,可以认定为基本达到稳态。也可以得到前后轴承上的节点温度,前轴承热平衡时间是2800s,在前1500s温度变化比较大,其平衡温度是26.4 ℃。后轴承热平衡时间是2500s,后轴承其平衡温度是28.4 ℃。
整个丝杠在工作时将会受三个热源的作用,分别是左右两端轴承处和丝杠螺母在丝杠有效行程的表面。其中后轴承的温升是最大的,这是由于后轴承内圈和丝杠的接触面积大,产生的热流密度多。但丝杠的有效工作行程处温度分布比较均匀,可以看出左右两端的升温不一样,这是由于两端轴承结构决定的。
3滚珠丝杠温度场实验设计及数据分析
3.1实验目的
本文的研究对象是TX1600G数控镗铣加工中心。但是其中的Y向滚珠丝杠进给系统的运动特性较为复杂,针对滚珠丝杠有限元分析,所以设计丝杠的热特性实验,通过实验采集滚珠丝杠的热特性数据。对TX1600G数控镗铣加工中心进行温度场与热变形实验,主要目的:实验结果与有限元结果进行对比,从而验证仿真结果的可靠性。
3.2进给系统温度检测实验
3.2.1温度测量系统
TX1600G数控镗铣加工中心进给系统的温度场数据采集是通过温度测量系统来实现的。温度测量系统是由温度传感器,温度变送器以及温度数据采集系统等组成。
(1) 温度传感器
本文中采用是STT-F系列温度传感器,温度传感器方便取下且重复利用,其型号:
STT-F-A1-B1-E4F2G1H1-L2-PA-T2-W0-S0,采用表面测量方式,传感器类型为PT100,具体参数如下表1所示。

表1 传感器参数
(2) 温度采集系统
打开温度数据采集系统界面需要设置以下步骤才能实现温度的采集,那么温度采集系统界面如图4所示。
第一步:在温度监测的主页面下的温度值及安装位置,设置温度采集通道及初始值。
第二步:打开软件,在设置中进入温度采集配置页面。
第三步:在温度采集配置中,将温度硬件采集设定为有线数字485SP-D,在串口配置中VISA资源名称中设置为COM9,其他参数值为默认值。并点击测试,测试通过后点击确定。
第四步:设置温度数据保存位置以及文件名,点击开始采集,实现温度数据的采集。

图4 温度数据采集系统界面
3.2.2温度传感器安装
在本实验中,综合上章ANSYS仿真结果、工程经验得到的机床温度场分布,确定基本的热源位置。此方案中使用了6个温度传感器,分别用于测量丝杠螺母端面(T1)、后轴承座(T2)、前轴承座(T3)、床身底座(T4)、右导轨上表面(T5)、左导轨上表面和(T6)。在加工过程中,仅考虑进给方向(Y向)热误差,测量Y向热变形。传感器安装位置如下表2所示。施工现场温度采集现场布局图,如图5所示。

图5 温度采集现场

温度测点编号位置功能T1丝杠螺母端面测量螺母温度T2后轴承座测量后轴承温度T3前轴承座测量前轴承温度T4下导轨表面测量下导轨温度T5上导轨表面测量上导轨温度T6机床床身表面测量室温
3.3温度场数据分析
根据实验目的,所以本文的实验方案是滚珠丝杠在空载荷的状态下,丝杠螺母以5的进给速度运动来回往复运动,丝杠在空载的状态下运转,每隔7s采集一次。所得温度曲线见图6。

图6 Y轴测温点温度变化图
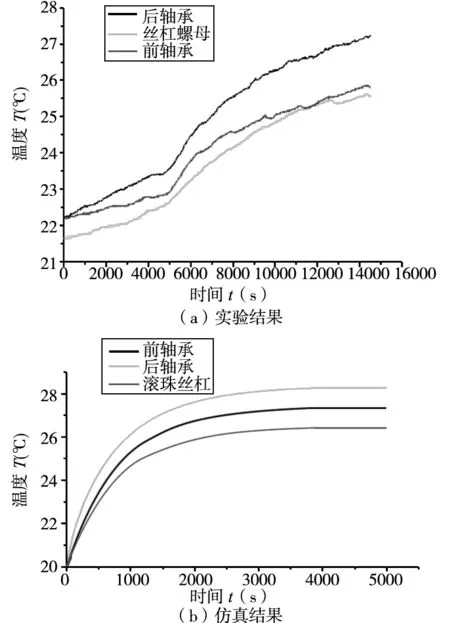
图7 仿真与实验温度场对比图
如图所示,在Y轴进给系统中上导轨表面T4,下导轨表面T5以及机床T6的温度变化趋势类似,进给系统运转4个小时后,其温度变化缓慢,变化量仅为1.5 ℃,可认为其达到了热平衡状态。但是丝杠螺母T1,前轴承T3以及后轴承T2的温度变化量较大,其中前轴承的温升是最大的,热平衡的温度是27.22 ℃,从测温点的温度变化图可以看出:在机床的运行过程中,在一开始各个热敏感点的温度上升较快,在机床运行大约3小时之后,机床的温度趋于稳定,各个测温点的温度变化较小。
通过实验曲线可知,Y轴进给系统中导轨上下表面和机床的温度变化不明显,所以选取T1,T2以及T3的温度测点测量值与仿真值的进行对比。从图7可知,测温点的数据变化与仿真值的变化趋势一致,前轴承和后轴承的实验数值略高于仿真数据,但是实验中丝杠热平衡时间比仿真中的热平衡时间长。分析造成误差的原因,有以下几点:
(1) 使用ANSYS进行仿真模拟时,对流换热只考虑滚珠丝杠旋转时引起的空气换热,但是在实验过程中,空气的自热流动也产生对热换热,带走其中一部分的热量;
(2) 温度传感器只能贴在丝杠螺母,前轴承以及后轴承的外表面,未能测量到内部热源的温度值,出现偏差;同时温度传感器受到环境的影响比较大,造成测量结果精度受到影响;
(3) 在仿真计算中,为了提高运算速度,对滚珠丝杠副进行了简化,并与实际的模型存在差异,影响了进给系统的温度场分布。
4结论
本文的实验对象是TX1600G数控镗铣加工中心进给系统,使用温度采集系统系统来检测进给系统的温度场,合理的布置温度传感器。设定了进给速度为5 m/min的工况下,得到随时间变化的铣削部分进给系统测温点的温度变化曲线,对实验的结果进行分析研究。并得到以下结论:
(1) 通过滚珠丝杠的温度场和热变形的仿真和实验结果的对比分析,验证了滚珠丝杠进给系统有限元模型分析的理论正确性。
(2) 整个丝杠在工作时主要受三个热源的作用,分别是左右两端轴承处和丝杠螺母在丝杠有效行程的表面,其中每个部位的温升不同。
[参考文献]
[1] DuDaoshan,LiuYadong,YanCun liang,et al.An Accurate Adaptive Parametirc Curve Interpolator for NURBS Curve Interpolation.[J].In AdvManuf Technol ,2007,32:999-1008.
[2] YANG J, NI J. Thermal error mode analysis and robust modeling for error compensation on a CNC turning center [J]. International Journal of Machine Tools and Manufacture,1999,39(9):1367-1381.
[3] 杨建国, 薛秉源.CNC车削中心热误差模态分析及鲁棒建模[J].中国机械工程,1998,9(5):37-41.
[4] 岳红新, 章青, 潘平平.基于RBF神经网络的丝杠热误差模型研究[J].机械设计与制造,2011(2):128-129.
[5] 王金生, 翁泽宇, 姚春燕, 等.ANSYS 在数控铣床热特性分析中的应用[J].浙江工业大学学报,2004,32(3),255-259.
[6] 徐旬,宋殿忠,孙军,等.基于STEP-NC数控铣削最优化系统[J].沈阳建筑大学学报(自然科学版),2009,25(5):987-992.
[7] 王大伟, 刘永红.基于有限元法的滚珠丝杠传动过程中的温度场和热变形仿真[J].计算机辅助工程,2009,18(2):29-33.
[8] 董香龙, 程寓, 何博侠, 等.基于ANSYS的滚珠丝杠热平衡分析[J].组合机床与自动化加工技术,2014(2):49-51,56.
[9] 孙军,田龙,刘伟,等.XY平台伺服系统交叉耦合自适应[J].沈阳建筑大学学报(自然科学版),2013,29(4):733-738.
[10] 钱华芳.数控机床温度传感器优化布置及新型测温系统的研究[D].杭州:浙江大学,2006.
(编辑赵蓉)
The Thermal Characteristics Analysis and Experiment Research of Feed System of CNC Boring and Milling Machining Center
SUN Jun,QIN Xian-jun,QIAN Bin-bin,HUANG Yuan
(College of Mechanical Engineering,Shenyang Jianzhu University,Shenyang 110168,China)
Abstract:For precision machine tools, with the improvement of manufacturing level, weaken the impact of the geometric error on machining precision, but the influence of the thermal deformation of machine tool feed system to processing error become more bigger, so the thermal characteristics of feed system has far-reaching significance. Taking the feed system milling machining center of TX1600G milling boring as the research object. First of all, using ANSYS to establish a simplified three-dimensional model of the feed system, by applying moving heat source to simulate the actual processing conditions, get the ball screw temperature field distribution under the speed of 5m/min. Again,design ball screw temperature field experiment and scheme of temperature measuring system to collection the temperature field data. Finally, the experimental results compared with the finite element results, to verify the the reliability and accuracy of simulation results. For thermal error model was established, at the same time provide the necessary data to support.
Key words:temperature field; moving heat source; experimental scheme;temperature acquisition system
文章编号:1001-2265(2016)05-0046-05
DOI:10.13462/j.cnki.mmtamt.2016.05.013
收稿日期:2015-11-18;修回日期:2015-12-17
*基金项目:辽宁省自然科学基金(2013020035);辽宁省科技计划项目(2013220017)
作者简介:孙军(1963—),男,辽宁大连人,沈阳建筑大学教授,硕士生导师,研究方向为先进数控理论与应用技术,数字化制造应用技术,(E-mail)sunjun589@126.com。
中图分类号:TH16;TG65
文献标识码:A
