用于三维编织可控增减纱的携纱器设计
2016-06-01董红坤贺辛亥郑占阳王俊勃
董红坤, 贺辛亥, 郑占阳, 钟 鹏, 王俊勃
(西安工程大学 机电工程学院, 陕西 西安 710048)
用于三维编织可控增减纱的携纱器设计
董红坤, 贺辛亥, 郑占阳, 钟 鹏, 王俊勃
(西安工程大学 机电工程学院, 陕西 西安 710048)
为减少三维编织过程中的人工参与,提高三维编织的自动化程度进而提高编织效率,通过介绍三维变截面预制件现有的行列单元增减纱工艺和整行、整列增减纱工艺以及自身可实现增减纱的携纱器设备,比较现有变截面编织工艺和设备的优缺点,在此基础上提出了一种可利用液氮的物理特性并结合刀片的剪切作用通过无线控制来实现自动增减纱的新型携纱器。详述了这种新型携纱器各功能模块的作用,并结合设计图描述了其增减纱的工作过程,举例说明了利用这种新型携纱器进行的编织工艺,认为利用这种新型携纱器,再结合编织工艺可大幅提高变截面编织的灵活性,具有较好的应用前景。
三维变截面编织; 增减纱技术; 液氮; 无线控制; 携纱器
三维编织复合材料是一种具有优良性能的新型材料,通过纤维三维空间交织形成的网状结构消除了传统层合复合材料易分层的缺点,具备高强度、高模量、结构易设计等优点[1-2]。用于织造三维编织复合材料的三维编织技术可净尺寸编织整体异形预制件,降低后续因加工而损伤材料特性,有效地保障了预制件的力学性能,因此受到航空航天、船舶、车辆等各领域的高度重视和青睐[3-4]。
在实际应用中三维编织复合材料大都是截面尺寸沿轴向方向变化的异形件,如宇航员所戴头盔中的骨架、风力发电机叶片、飞机上的旋翼桨叶和雷达罩、导弹壳体防热套等[5-6]。为保留三维编织复合材料较好的各项力学性能,避免使用传统方法在等截面复合材料基础上通过切削、打磨等后续加工对所得变截面异形件复合材料综合性能的破坏,其整体净形制备工艺和设备受到越来越多的关注。本文在分析变截面编织工艺及设备的基础上提出了一种新型携纱器,可通过自动改变纱线数实现预制件的变截面编织。
1 变截面三维编织技术
变截面三维编织技术就是运用工艺和设备上的各种技术手段,通过改变织入预制件中的纱线线密度或数量而得到变截面预制件的过程[7-8]。
1.1 变截面编织工艺
根据增纱单元或减纱单元在横截面内的排列形式,变截面预制件的净形编织工艺可分为行列单元增减纱以及整列、整行增减纱几种方法[9],如图1所示。
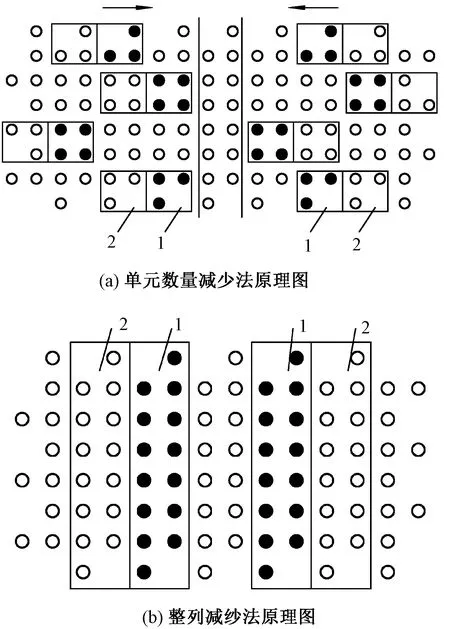
图1 单元数量与整列减纱法原理图Fig.1 Principle diagram of decrease in number of unit method(a)and whole column reduction method of yarn (b)
横向单元数量减纱原理如图1(a)所示。每行都有减纱单元1,并且每个减纱单元外侧都配有移纱单元2,这样在进行减纱操作后就可减小织物的厚度,增纱时纱线单元运动与减纱时相反。整列减纱原理如图1(b)所示。根据需要在横截面中有对应的减纱列1,并在相邻外侧配有移纱列2,进行列减纱操作后,可减小织物宽度,增纱时纱线单元运动与减纱时相反。纵向单元数量增减纱以及整行增减纱区别在于行、列的变换,虽然产生预制件横截面的变化效果不同,但在编织本质上是相同的。
1.2 变截面编织设备
李政宁[10]设计了一种主动携纱器设备。该携纱器既能独自运动,也能与其他携纱器配合实现整行、整列或指定数量单元的群体运动,并且可按要求决定进入编织区域的携纱器数量,进而改变横截面面积,该主动携纱器提高了编织过程的灵活度,适用于变截面预制件的织造,减少了编织过程中的人工参与,并促进现有三维编织工艺的改进,但是该携纱器仅改进了携纱器的控制方法,并没有解决单纯靠编织工艺实现变截面编织预制件中存在的起毛、断毛,预制件成型后期的人工参与等问题。
贺辛亥[11]设计了一种在编织过程中自动实现增减纱的新型携纱器,为改变参与编织纱线束的数量,这种携纱器在编织过程中使辅助纱线持续与主纱线进行缠绕的状态,副纱线时刻待命。需要增纱时有关装置动作使副纱被绑在主纱线上实现增加织入纱线;需要减纱时用刀片自动割断被绑的副纱线实现减少织入纱线,这样携纱器的数量没有改变就完成了变截面预制件的编织。该功能携纱器能安装3个线圈的储纱装置,大大减少了携纱器数量,降低了携纱器群的控制难度,在一定程度上提高了预制件的编织效率。这种新型携纱器也存在着不足,譬如辅助纱线在进行编织开始就一直在主纱线上缠绕,这样不仅会影响纱线顺利进入预制件成型区,降低纱线体积百分率,而且对电源的续航能力也提出更高的要求。
2 新型携纱器
采用变截面编织工艺技术进行减纱时,没有参与编织的纱线在预制件编织中或最后都会通过剪断纱线实现整体净成型,这样得到的预制件易起毛、断毛,从而会降低织物整体的力学性能。采用变截面编织设备进行减纱时,自驱动的主动携纱器编织的预制件与变截面编织工艺编织出的预制件存在相似问题。自身装有增减纱装置的新型携纱器虽然解决了编织过程中需要人工参与才能完成变截面预制件的编织而造成的起毛、断线、强度降低等问题,但是却在增纱的过程中不断缠绕,这对辅助纱线的要求比较严苛,不宜适用于大型预制件的编织。针对上述不足,本文研究提出了一种能保持纱线完整性,可连续多次实现可控增减纱的变截面预制件编织设备新型携纱器。
2.1 新型携纱器的整体结构设计
新型携纱器的整体结构如图2所示。主要包括底座1和增减纱装置2。底座1在编织机底盘中做往复循环运动,可以是圆柱体或立方体,而立方体对中性好、方便纱筒的安装放置等一系列优势弥补了与底盘的接触摩擦面积较大的缺点[12],故本文研究底座选用立方体。底座1装有主纱筒和副纱筒,主纱线和副纱线选择性地进入编织,可实现改变编织纱线的束数来改变预制件截面面积。当携纱器从编织区内部往编织边缘移动时或从边缘往内部移动时,纱线的张力会发生变化,在纱线筒内端与涡卷弹簧相连,可控制纱线张力在小范围内变化,从而保证预制件力学性能的一致性。

注:1—底座; 2—增减纱装置; 3—立柱。图2 新型携纱器整体结构图Fig.2 Whole structure diagram of new yarn carrier
增减纱装置2通过立柱3与底座连接,其各机械装置是基于液氮能够使液体迅速凝固的物理特性和配合无线控制机械机构动作,实现纱线束数的增加和减少而设计的。其中,无线模块可实时接收主机发出增减纱的信号,然后有序控制相关电动机动作,辅助完成纱线束数的增加或减少。无线模块的使用避免了预制件编织过程中的人工参与,使三维编织机实现完全自动化编织成为可能。纱线通过支架上的导纱孔进入编织,导纱孔限制了纱线在垂直于纱线平面上的两个移动自由度,为主副纱线顺利进入固结点提供了保障。
2.2 增减纱装置的设计
增减纱装置的结构如图3所示。

注:1—有边齿条; 2—不完全齿轮; 3—推动电动机; 4—电源及控制集成模块; 5—偏心轮; 6—副纱线; 7—偏心轮驱动电动机; 8—U形弹簧片; 9—刃指驱动电动机; 10—夹纱器; 11—刃指; 12—刃口; 13—主纱线; 14—导纱孔; 15—收纱舌; 16—喷液装置; 17—导流孔; 18—导向杆; 19—弹簧; 20—导液管; 21—独轮触发器; 22—液氮枪; 23—保温软管; 24—多功能滑块; 25—凸块; 26—橡胶垫。图3 增减纱装置图Fig.3 Diagram of device for increasing or decreasing yarn
3个驱动电动机均由电源及无线控制模块4进行供电控制,为降低重心,该模块经过集成后整体镶嵌在增减纱装置的底盘上;推动电动机3带动不完全齿轮2,由齿轮齿条的啮合推动多功能滑块24移动;多功能滑块上配有夹纱装置、剪纱装置以及可供液体凝结的导流孔;夹纱装置由偏心轮5和U形弹簧片8配合使用,当需要松开纱线时,偏心轮5旋转到接触点离轴心最远处使夹纱器10张开,需要夹紧纱线时,偏心轮5旋转到接触点离轴心最近处,U形弹簧片提供弹力使其回复并夹紧;剪纱装置中的刃指11下端面与收纱舌15上端面紧贴形成剪切口,并在指定位置开刃口12,需要减纱时刃指把副纱线6带到导流孔17内并在此处将其剪断;多功能滑块24上的收纱舌15内表面涂有疏水基材料,防止在固结主副纱线时液体与多功能滑块接触而冻结在一起,导致增纱不能顺利进行;喷液器16中使用的液体是水,在预制件成型后,水分挥发不影响预制件的性能,对后期的树脂传递模塑成型(RTM)工艺的进行也不会产生影响,这样就大大扩展了本新型携纱器的使用范围;由于液氮在常温很难维持液态,故用保温软管作为输送渠道。
2.3 多功能滑块的设计
多功能滑块是整个装置的核心部件,其结构如图4所示。多功能滑块的功能是使主副纱线在固结区2由水珠固结在一起。为固定纱线的垂直状态而又不锁死纱线,导流孔1下端设计成倒圆锥孔,上端是半径为2 mm直孔,随喷液孔引导水进入导流孔接着流入固结区形成半径约为3 mm的水珠,这时液氮从液氮孔4喷入。水珠遇到液氮时由外向内逐渐形成冰层,而液氮孔没有设计成通孔,目的是使液氮部分回流,这样就避免了水珠因四周同时冻结到内部时造成的内应力而使冰滴炸裂的可能,但是,不同的纱线类型和不同纱线张力用冰滴固结时所需的形成条件不同,即喷液氮及喷水的时间和用量不同,因此使用不同纱线和要形成纱线方向角时所需的不同纱线张力,其形成条件要做相应改变,需要不断的调试、实验、优化才能达到较理想的效果。

注:1—导流孔; 2—固结区; 3—喷液孔; 4—液氮孔。图4 多功能滑块图Fig.4 Diagram of multifunctional slider
2.4 增减纱线的工作过程
本文结合图3来说明增减纱线的工作过程。
1)增纱。预制件截面需要增大时,主机发出增纱指令,推动电动机3通过不完全齿轮2有齿部分和有边齿条1啮合来推动多功能滑块24运动,当主纱线与初始状态由夹纱器10夹持的副纱线6相遇时触发喷液装置16,相继触发液氮枪22,由于液氮的迅速制冷特性使液体将主副纱线固结在一起,偏心轮5旋转,在偏心轮接触点按一定规律推动夹纱器一端,松开副纱线使其进入编织,不完全齿轮2脱离啮合,由弹簧19提供回复力使多功能滑块24迅速复位,橡胶垫26 为其减震,偏心轮5旋转复位,夹纱器10由U形弹簧片8提供弹力闭合,这样就完成了增纱过程。
2)减纱。预制件截面需要减小时,主机发出减纱指令,偏心轮5旋转打开夹纱器10,推动组件中推动电动机3通过不完全齿轮2有齿部分和有边齿条1啮合来推动多功能滑块24运动,当主纱线与副纱线再次相遇时触发喷液装置,相继触发液氮枪,由于液氮的迅速制冷特性使液体将主副纱线固结在一起,不完全齿轮2退出啮合区,弹簧19弹力使多功能滑块迅速复位,橡胶垫26为其减震,刃指11旋转带动副纱线进入导流孔17时偏心轮5旋转复位,U形弹簧片8的弹力使夹纱器夹持纱线,刃口12在此处剪断副纱线,刃指旋转复位,就完成了减纱过程。
2.5 新型携纱器的编织工艺
由于该新型携纱器是基于传统三维编织机用携纱器设计的,因此适用于利用四步法和两步法编织立体织物。以下继续以横截面为矩形的立体编织物的变截面编织为例。图5示出四步法编织的4×8织物的矩形截面。该新型携纱器携带的纱线可根据需要灵活地单独实现增减纱,因此在织物需要变截面时只需按规律对已经编号的部分纱线或所有的携纱器发出增减纱信号,即可实现织物渐变横截面或突变横截面的编织。图中内部纱线构成了在 2个相互垂直方向上的许多纱线层,无量纲化的编织物边长Wk为编织物边长除以纱线直径d[8],可看出Wk为
式中k为编织物某边上主体部分的纱线根数。由上式可知,当编织物边长很大时,编织纱线根数增大1倍,编织物整体尺寸也会相应约增大1倍,因此织物的边长尺寸可在Wk~2Wk之间变化。

图5 四步法(4×8)的外形和尺寸Fig.5 Boundary dimension of four-step approach(4×8)
图6示出4×8织物进行编织时的立体图。编织开始时纱线按照织物横截面的纱线排列固定,且每个携纱器引出2根纱线。当编织渐变横截面织物(如图6(a)所示)时,编织A部分织物过程中控制已编号的部分携纱器依次减纱,编织B部分织物过程中通过控制携纱器,使得纱线依次增加。当编织突变横截面织物(如图6(b)所示)时,编织A—C部分控制所有携纱器同时减纱,根据设计编织一定距离后控制所有携纱器同时增纱,就能获得突变截面织物。在此只列举了编织物从2倍最小尺寸开始编织的例子,根据需要在编织伊始可选择1~2倍最小尺寸的纱线根数进行固定,随后需要增减纱时对携纱器的控制与上述类似。增减纱时携纱器中各零件的工作原理如2.4中所述。
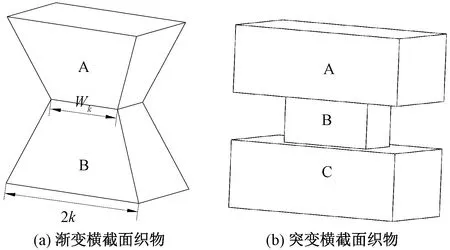
图6 4×8立体织物进行编织时的立体图Fig.6 Three-dimensional garment knitting of 4×8.(a)Fabric of gradient in cross section; (b) Fabric of mutations in cross section
在立体织物整体编织过程中要不断地从编织机底部向上吹冷风,可减缓冰珠的融化,保证辅助纱线顺利进入织物完成编织。冷风量视织物尺寸而定。由于每次增减纱过程中都会引入冰珠,但冰珠融化后的水量相对织物的含纱量较小,能满足织物纱线回潮率的要求,再加上空气流动也有助于水分的蒸发,因此避免了融化后的水对设备造成影响。
3 结 语
基于变截面纱线编织原理提出一种新型携纱器,为变截面编织提供了一种新的方法。液氮与水的配合使用不仅使得变截面预制件实现了清洁编织,避免了后续加工时降低预制件的力学性能,而且增减纱实时使用的灵活性在大型复杂预制件的编织中更加实用。该新型携纱器的使用一方面可实现变截面编织时不会引入杂质,预制件在进行后期处理成型后保持了预制件的整体力学性能;另一方面可通过无线接受主机信号即可实现连续多次的增减纱动作,避免了变截面编织过程中的人工参与或特意改变某些携纱器的运动轨迹,会显著提高编织效率,具有广阔的应用前景和实用价值。
[1] 陈光伟,陈利.三维多向编织复合材料T型梁抗弯应力分析[J].纺织学报,2009,30(8):54-58. CHEN Guangwei, CHEN Li. Study on flexural stress of T beam of 3-D multidirectional braided composites[J]. Journal of Textile Research 2009,30(8):54-58.
[2] 杨灵敏,焦亚男.三维编织复合材料低速冲击试验与分析[J].纺织学报,2009,30(5):63-67. YANG Lingmin, JIAO Yanan. Low-velocity impact experiment and analysis of 3-D braided composites[J]. Journal of Textile Research, 2009,30(5):63-67.
[3] MOURITZ A P, BANNISTER M K, FALZON P J, et al. Review of applications for advanced three-dimensional fibre textile composites[J]. Composites Part Applied Science and Manufacturing, 1999,30(12): 1445-1461
[4] 杨佳,放大新,张志勇.编织结构复台材料制作、工艺及工业实践[M].北京:科学出版社,1999:10-20. YANG Jia, FANG Daxin, ZHANG Zhiyong. Fabrication, Technology and Industrial Practice of Weave Structure Compound Materials[M]. Beijing: Science Press, 1999:10-20.
[5] 肖丽华,李嘉禄.异型整体结构复合材料预成型件的编织技术[J].产业用纺织品,1994,12(4):25-27. XIAO Lihua, LI Jialu. Weaving technology of heterotypic structure composites pre von berg sysotem[J]. Technical Textiles, 1994,12(4):25-27.
[6] LI W, HAMMAD M, EISHIEKH A. Structural analysis of 3-D braided performs for composites, part I: the 4-step performs[J].Journal of Textile Institute, 1990,81(4): 491-514.
[7] 胡芳.三维编织技术新进展[J].非织造布,2013(5):94-98. HU Fang. Progress of 3-D weaving technology[J]. Nonwovens, 2013(5):94-98.
[8] 道德锟,吴以心,李兴国.立体织物与复合材料[M].上海:中国纺织大学出版社,1998:62-170. DAO Dekun, WU Yixin, LI Xingguo. Three-dimensional Fabric and Composite Materials[M]. Shanghai: China Textile University Press, 1998:62-170.
[9] 程灿灿.变截面三维编织复合材料的减纱工艺及弯曲性能研究[D].上海:东华大学,2012:14-19. CHENG Cancan. Research on yarn-reduction techniques and bending properties of tapered three-dimensional braided composites[D]. Shanghai: Donghua University, 2012:14-19.
[10] 李政宁.一种三维编织机主动携纱器的驱动研究与设计[D].武汉:武汉纺织大学,2013:50-58. LI Zhengning. Study and design on active yarn carrier′s drive applied in 3-D braiding machine[D]. Wuhan: Wuhan Textile University, 2013:50-58.
[11] 贺辛亥.一种可实现增减纱的携纱器装置:中国,ZL201420492121. 8[P].2015-01-07. HE Xinhai. A can realize increase or decrease in yarn of yarn carrier device: China, ZL201420492121.8[P]. 2015-01-07.
[12] 朱建勋.三维编织机锭子,轨道及锭槽结构尺寸的选择[J]. 宇航材料工艺,1998,28(3):49-53. ZHU Jianxun. A selecting of the structure and dimension tracks and columns in 3-D braiding of carries mach-ine[J]. Aerospace Materials & Technology, 1998,28(3):49-53.
Design of yarn carrier with controllable yarn number used in 3-D braiding
DONG Hongkun, HE Xinhai, ZHENG Zhanyang, ZHONG Peng, WANG Junbo
(CollegeofMechanical&ElectricalEngineering,Xi′anPolytechnicUniversity,Xi′an,Shaanxi710048,China)
This paper introduced the existed technology of ranks unit increase or decrease yarn and the entire line or the whole column increase or decrease yarn and the machine equipment which can realize increasing or decreasing yarn in the 3-D variable cross-section prediction braiding for reducing the three-dimensional braiding human involvement in the process, improving the degree of automation and the three-dimensional woven weave efficiency. The advantages and disadvantages were compared in existing variable cross-section weaving technology and equipment. This paper put forward a new yarn carrier which can automatically achieve increasing or decreasing yarn using the physical property of liquid nitrogen and combining with the blade shearing action through wireless control. This paper described the function of various functional modules and the working process of increasing or decreasing yarn combined with the design drawing and illustrated the use of the new type carrier for weaving process. In addition, it pointed out that the application of this new type yarn carrier and the weaving process could greatly improve the flexibility of variable cross-section weaving which has broad application prospects.
3-D variable cross-section braiding; yarn increase or decrease technology; liquid nitrogen; wireless control; yarn carrier
10.13475/j.fzxb.20150203005
2015-02-16
2015-07-12
陕西省科学技术研究发展计划项目(2013K07-20); 陕西省产业用纺织品协同创新中心科研资助项目(2015ZX-02);中国纺织工业联合会科技指导项目(2015116);西安工程大学博士科研启动基金项目(BS1302)
董红坤(1988—),男,硕士生。研究方向为三维织物设备设计与研发。贺辛亥,通信作者,E-mail:hexinhai@xpu.edu.cn。
TS 103
A
