固结磨料抛光LBO晶体非水基抛光液优化*
2016-05-17宋龙龙王文泽胡章贵朱永伟左敦稳
宋龙龙,李 军,王文泽,胡章贵,朱永伟,左敦稳
(1. 南京航空航天大学 机电学院, 南京 210016;
2. 中国科学院理化技术研究所 功能晶体与激光技术重点实验室,北京 100190)
固结磨料抛光LBO晶体非水基抛光液优化*
宋龙龙1,李军1,王文泽1,胡章贵2,朱永伟1,左敦稳1
(1. 南京航空航天大学 机电学院, 南京 210016;
2. 中国科学院理化技术研究所 功能晶体与激光技术重点实验室,北京 100190)
摘要:三硼酸锂(LBO)晶体是优良的非线性光学晶体材料,抛光后晶体表面水份残留导致晶体潮解,影响器件的使用性能。采用非水基抛光液固结磨料抛光LBO晶体,降低水含量,研究非水基抛光液中去离子水、乳酸、双氧水等含量对材料去除率和表面粗糙度的影响,并综合优化得到高材料去除率和优表面质量的抛光液组分。研究表明,抛光液中去离子水浓度16%、乳酸22%、双氧水5%为最优抛光液组分,采用优化的抛光液固结磨料抛光LBO晶体的材料去除率达到392 nm/min,表面粗糙度为0.62 nm,实现了LBO晶体表面的高效高质量抛光,同时避免了抛光过程中水的大量使用。
关键词:固结磨料抛光;非水基抛光液;材料去除率;表面粗糙度
0引言
三硼酸锂(LiB3O5、LBO)晶体是具有优良性质的非线性光学晶体材料,其因透光范围宽、损伤阈值高、接受角大、倍频转换效率高等特点,在近红外、可见光和紫外波段高功率激光的倍频、和频、参量振荡和放大器件以及腔内倍频器件等领域中有着广泛的应用[1-2]。LBO晶体属于软脆材料,莫氏硬度为6,脆性大,在抛光过程中晶体表面易产生崩碎现象,且晶体硬度低,表面易产生划痕和凹坑。晶体表面质量直接影响器件的质量和使用寿命,LBO晶体超光滑表面的获得至关重要[3]。
目前,由于LBO晶体具有极高的科研和商业价值,国内外对LBO晶体的加工研究日益增多。Prochnow等[4]采用手工精密抛光LBO晶体,获得表面平面度为λ/10,粗糙度为1 nm RMS的表面。李军等[5-8]采用游离磨料抛光LBO晶体,系统地研究了材料去除机理、抛光液的pH值与材料去除率和表面粗糙度的关系,在抛光液pH值=4条件下抛光(001)晶面,获得了表面粗糙度为0.197 nm RMS的表面。李军等[9]将抛光液的化学作用和抛光粉及抛光垫的机械作用相结合,先后采用1 μm氧化铈(CeO2)和纳米级胶体二氧化硅(SiO2)进行抛光,获得表面粗糙度<0.2 nm RMS,表面平面度<λ/10(λ=633 nm),微观损伤少的晶体表面。李军等[10]报道了无磨料碱性抛光液在乙二胺调节作用下pH值=11,采用固结磨料抛光法可获得LBO晶体(110)晶面Sa=1.94 nm的无损伤表面。Liao等[11]发明了一种具有预压力的夹持隔膜装置,可以减小抛光垫弹性变形造成的边缘应力集中现象,获得平面度P-V值低于λ/8,RMS约为0.68 nm的表面质量。李军等[12]采用基体硬度适中和150%浓度抛光粉优化了固结磨料抛光垫(FAP)抛光LBO晶体(110)晶面,获得最大材料去除率为71.4 nm/min,优化的表面粗糙度Sa=0.657 nm。李军等[13]研究了4种有机酸作为溶质的水基抛光液对LBO晶体特定晶面(θ=90°,φ=13.8°)进行抛光,最终筛选出溶质为柠檬酸pH值=5的抛光液,获得了材料去除率为366 nm/min,表面粗糙度Sa=0.32 nm的表面。
上述方法虽然得到了LBO晶体较好的表面质量,但抛光液均以水为溶剂,加工中有大量水参与,容易导致晶体潮解;为了降低抛光中水的大量使用,采用以无水乙醇为溶剂的抛光液,开展非水基抛光液固结磨料抛光LBO晶体研究。正交实验优化去离子水、乳酸、双氧水等抛光液各组分参数,分析各工艺参数对工件材料去除率、表面粗糙度以及表面形貌的影响,得到了固结磨料抛光LBO晶体的非水基抛光液最优抛光液组分。
1实验
抛光实验采用Nanopoli-100环抛机,加工对象是33 mm×32 mm矩形LBO晶体特定晶面(θ=90°,φ=13.8°)。采用固结磨料抛光垫[14-16],抛光垫磨料为1 μm的CeO2,抛光液溶剂为无水乙醇,溶质由去离子水、乳酸和双氧水组成。实验中主要研究去离子水、乳酸和双氧水浓度对材料去除率和表面粗糙度的影响。每个因子都有3个水平,各因子的水平设计见表1。选用L9(34)作为实验的正交表,共有9组实验。
表1LBO晶体抛光工艺参数及水平
Table 1 Process parameters and levels for polishing of LBO

水平因素A去离子水浓度/vol%-B乳酸浓度/vol%C双氧水浓度/vol%水平18-182水平212-225水平316-268
抛光材料去除率(MRR)采用赛多利斯BS224S精密分析天平测重并计算,利用式(1)计算
(1)
式中,MRR为材料去除率,nm/min;Δm为LBO晶体抛光加工前后的质量差,g;h0为LBO晶体的初始厚度,mm;M0为LBO的原始质量,g;t为抛光加工的时间,min。采用MITUTOYO(MF型)工具显微镜观察显微形貌,本原CSPM4000扫描探针显微镜的原子力显微镜(AFM)模式分析测量粗糙度和表面三维形貌。
2结果与讨论
2.1实验结果
按照正交表L9(34)进行实验,正交实验的材料去除率和表面粗糙度结果如表2所示。从表中可以看出,第9组实验材料去除率最高,第1组实验材料去除率最低;第9组表面粗糙度最好,第5组表面粗糙度最差。

表2 正交实验方案与结果
2.2抛光液各组分对材料去除率和表面粗糙度的影响
抛光液各组分参数对材料去除率的影响如图1所示,每点的坐标值大小为水平重复3次的平均值。

图1 各水平对材料去除率的影响
Fig 1 The effect of each level on the material removal rate
(a)线代表去离子水对材料去除率的影响趋势图,随着去离子水浓度的增加,水的电离作用增强,其促进乳酸释放腐蚀性离子作用增强,生成的变质层被金刚石磨粒迅速去除,材料去除率增大。(b)线代表乳酸浓度对材料去除率的影响趋势图,随着乳酸浓度的增加,材料去除率先增大后减小。随着乳酸浓度的增加,腐蚀性离子增加,磨粒切入较软的变质层,迅速磨削,材料去除率增大;当浓度继续增加时,腐蚀加大导致表面变质层增加而难以除去,变质层材料逐渐积累粘附在磨粒上,磨粒磨削能力降低,材料去除率减小。(c)线代表双氧水对材料去除率的影响趋势图,随着双氧水浓度的增加,促进乳酸腐蚀性增强,材料去除率先增大,随着浓度的继续增加,晶体表面生成致密的氧化膜,磨粒难以切入晶体表面,材料去除率下降。
抛光过程中抛光液各组分参数对表面粗糙度的影响如图2所示。图2中(a)线为去离子水浓度与表面粗糙度的影响趋势图。随着去离子水浓度的增加,表面粗糙度Sa值先升高后略微降低。随着水浓度的增加,其促进乳酸释放腐蚀性离子增多,化学作用超过机械作用,表面变质层变厚,腐蚀残留使表面质量变差;随着水浓度的继续增加,存在一个稳定的电离平衡点,乳酸释放腐蚀性离子趋于稳定,表面质量趋于稳定,表面粗糙度值出现波动,略微降低。(b)线为乳酸浓度与表面粗糙度的影响趋势图。随着乳酸浓度的增加,表面粗糙度值先降低后升高。乳酸浓度升高后,其释放离子和腐蚀性增强,表面质量变好,继续增大浓度,表面变质层增加,难以去除且粘附在磨粒上,表面质量变差。(c)线为双氧水浓度与表面粗糙度的影响趋势图。双氧水浓度的增大促进化学作用与机械作用的平衡,继续增加导致生成的氧化膜难以去除,故随着双氧水浓度的增大,表面质量是先变好后变差。
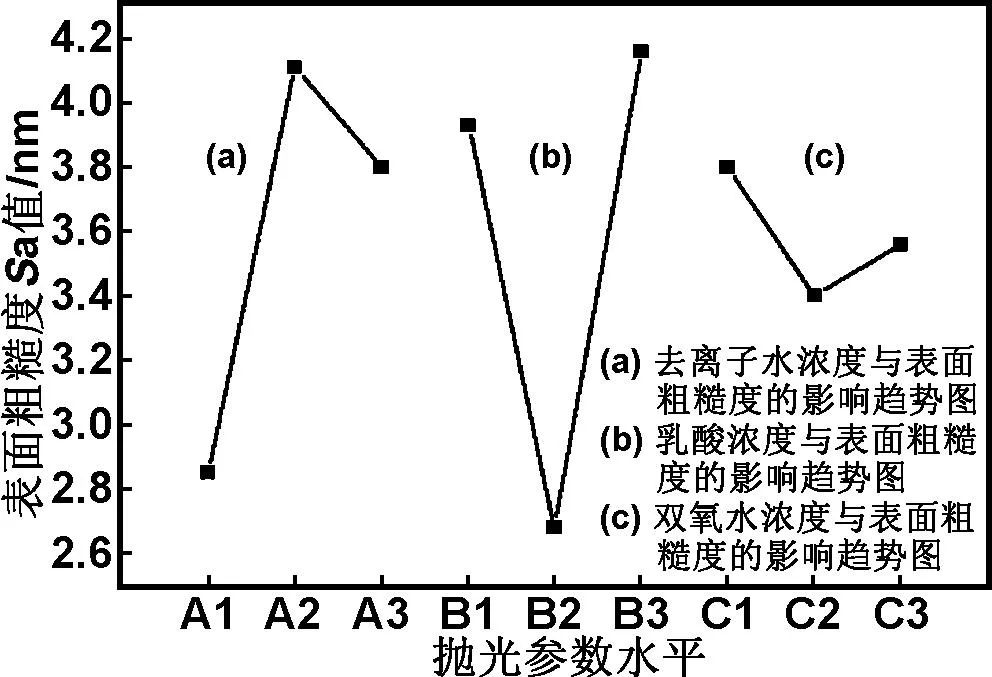
图2 各水平对表面粗糙度的影响
2.3综合优化
表3,4分别为材料去除率和表面粗糙度的正交极差分析结果。图3为非水基抛光液抛光LBO的表面形貌图。
表3材料去除率的正交实验极差分析
Table 3 Orthogonal experiment range analysis of MRR

水平因素材料去除率/nm·min-1A-BCK1279-291251K2285-348336K3348-274326R69-7485
表4表面粗糙度的正交实验极差分析
Table 4 Orthogonal experiment range analysis of surface roughness

水平因素表面粗糙度/nmA-BCK12.85-3.933.80K24.11-2.683.40K33.80-4.163.56R1.26-1.480.40
从表3中可见,各个因素对材料去除率影响大小顺序依次为双氧水、乳酸、去离子水,材料去除率是越大越好,最佳实验组合方案为A3B2C2,即去离子水为16%、乳酸为22%、双氧水为5%;同理可得,各个因素对表面粗糙度影响因素的大小依次为乳酸、去离子水、双氧水,表面粗糙度是越小越好,最佳实验组合方案为A1B2C2,即去离子水为8%、乳酸为22%、双氧水为5%。

图3 非水基抛光液抛光LBO的表面形貌图
Fig 3 Polishing of LBO crystal using non-water based slurry surface topography
根据表面粗糙度的趋势图,乳酸的作用最为明显,双氧水的作用不明显,选择B2C2为最优组合;而水的浓度因其对表面粗糙度的影响没有对材料去除率的影响大,且其作用主要是促进乳酸等释放腐蚀性离子,故将其设定为较高浓度A3,得出最优方案为A3B2C2:去离子水16%,乳酸22%,双氧水5%。按照优化的抛光液各组分参数进行验证实验,非水基抛光液对LBO晶体固结磨料抛光的材料去除率为392 nm/min,表面粗糙度为0.62 nm,图3为LBO晶体优化实验抛光后的表面形貌图。优化实验在保证抛光效率的同时又保证了表面质量,是在兼顾材料去除率和表面粗糙度两项工艺指标下的最优工艺参数组合。
3结论
(1)非水基抛光液固结磨料抛光LBO晶体随着去离子水浓度的增大,材料去除率增大;抛光液中乳酸和双氧水的浓度增大使LBO晶体去除率先增大后减小。各因素对材料去除率影响大小顺序依次为双氧水、乳酸、去离子水。
(2)非水基抛光液固结磨料抛光LBO晶体随着去离子水浓度的增大,表面粗糙度值先增大后减小。各因素对表面粗糙度影响因素的大小依次为乳酸、去离子水、双氧水。
(3)综合优化的非水基抛光液组分为去离子水16%,乳酸22%,双氧水5%,采用优化的非水基抛光液固结磨料抛光LBO晶体的材料去除率达到392 nm/min,表面粗糙度为0.62 nm。
本文优化实验得到了非水基固结磨料抛光LBO晶体的高效高质量抛光液组分参数,同时水作为添加剂含量较少,减少了水的大量使用,对易潮解晶体材料的抛光研究具有指导和借鉴意义。
参考文献:
[1]Chen C T,Wu Y C,Jiang A D,et al. New nonlinear-optical crystal:LiB3O5[J]. Journal of the Optical Society of America,1989,(B6):616-621.
[2]Tan Tianya,Huang Jianbing,Zhan Meiqiong,et al. Design of 1064 nm,532 nm,355 nm frequency-tripled antireflection coating for LBO[J]. Acta Optica Sinica,2007,27(7):1327-1332.
谭天亚,黄建兵,占美琼,等. 三硼酸锂晶体上1 064 nm,532 nm,355 nm三倍频增透膜的设计[J]. 光学学报,2007,27(7):1327-1332.
[3]Chu Xiangfeng,Tang Lijuan,Dong Yongping,et al. The application of chemical mechanical polishing in the processing of optical crystal[J]. Diamond & Abrasives Engineering,2012,1: 006.
储向峰,汤丽娟,董永平,等. 化学机械抛光在光学晶体加工中的应用[J]. 金刚石与磨料磨具工程,2012,32(1):23-28.
[4]Prochnow E,Edwards D F. The precision hand polishing of BBO and LBO[J]. Applied Optics,1998,37(34):8130-8131.
[5]Li Jun,Zhu Yong,Chen Chuangtian. Mechanism of super smooth surface polishing for LBO crystal[J]. Journal of Synthetic Crystals, 2007, 36(1): 18-21.
李军,朱镛,陈创天. LBO晶体超光滑表面抛光机理[J]. 人工晶体学报,2007,36(1):18-21.
[6]Li J,Zhu Y W,Zuo D W,et al. Influence of slurry pH on material removal rate and surface roughness of super-precision polishing of LBO crystal[C]//Chengdu: 4th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies. International Society for Optics and Photonics,2009.728209-728209-5.
[7]Li J,Zhu Y W,Zuo D W,et al. Optimization of polishing parameters with Taguchi method for LBO crystal in CMP[J]. Journal of Materials Science & Technology,2009,25(5):703-707.
[8]Zhu Y W,Zhu Y,Chen C T,et al. Effect of anisotropy on chemical mechanical polishing of LBO crystal[J]. Key Engineering Materials,2010,431:33-36.
[9]Li Jun,Zhu Yongwei,Zuo Dunwen,et al. Ultra-precision machining of LBO crystal[J]. Journal of Functional Materials,2008, 39(12): 2088-2090.
李军,朱永伟,左敦稳,等. LBO晶体的超精密加工工艺研究[J]. 功能材料,2008,39(12):2088-2090.
[10]Li Jun,Li Biao,Hu Zhanggui,et al. Optimization of fixed abrasive polishing slurry for LiB3O5crystal[J]. Journal of the Chinese Ceramic Society,2013, 41(6): 789-796.
李军,李标,胡章贵,等. 固结磨料抛光LiB3O5晶体的抛光液优化[J]. 硅酸盐学报,2013,41(6):789-796.
[11]Liao D F,Xie R Q,Hou J,et al. A polishing process for nonlinear optical crystal flats based on an annular polyurethane pad[J]. Applied Surface Science,2012,258(22):8552-8557.
[12]Li J,Li B,Hu Z G,et al. Optimization of FAP in nano machining process[J]. Integrated Ferroelectrics,2014,152:43-50.
[13]Li J,Wang W Z,Wang H M,et al. Influence of acid slurries on surface quality of LBO crystal in fixed abrasive CMP[J]. The International Journal of Advanced Manufacturing Technology. 2015,78 (1): 493-501.
[14]Ye Jianfeng,Zhu Yongwei,Wang Jun,et al. Influence of the rised pattern of FAP on its performances[J]. Diamond & Abrasives Engineering,2010,30(6):8-12.
叶剑锋,朱永伟,王俊,等.固结磨料抛光垫的凸起图案对其加工性能的影响[J].金刚石与磨料磨具工程,2010,30(6):8-12.
[15]Li Suozhu,Zhu Yongwei,Li Jun,et al. Study on matrix properties and machining performance of fixed abrasive pad[J]. Laser & Optoelectronics Progress,2011,48(1):109-115.
李锁柱,朱永伟,李军,等.固结磨料抛光垫基体性能与加工性能的实验研究[J].激光与光电子学进展,2011,48(1):109-115.
[16]Li Mao,Zhu Yongwei,Ye Jianfeng,et al. Removal mechanism in fixed abrasive lapping process[J]. Diamond & Abrasives Engineering, 2010, 30(04):1-6.
李茂,朱永伟,叶剑锋,等. 固结磨料研磨中去除机理探索[J]. 金刚石与磨料磨具工程,2010,30(04):1-6.
Optimization of non-water based slurry in fixed abrasive polishing of LBO crystal
SONG Longlong1, LI Jun1, WANG Wenze1, HU Zhanggui2,ZHU Yongwei1, ZUO Dunwen1
(1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics,Nanjing 210016, China;2. Key Laboratory of Functional Crystals and Laser Technology, Technical Institute of Physics and Chemistry, Chinese Academy of Sciences, Beijing 100190, China)
Abstract:Lithium triborate (LBO) crystal was an excellent nonlinear optical crystal material. The residual water on crystal surface results in crystal deliquescence after polishing, which affects the use of the device. In this article, fixed abrasive polishing of LBO crystal using non-water based slurry was used, which reduced the water content. The influence of the concentration of deionized water, lactic acid, hydrogen peroxide on material removal rate and surface roughness were investigated. And the slurry components was optimized to achieve high material removal rate and good surface finish. The results show that deionized water 16%, lactic acid 22%, hydrogen peroxide 5% in non-water based slurry are the optimal combination. In this case, material removal rate achieves 392 nm/min and surface roughness is 0.62 nm in fixed abrasive polishing of LBO crystal. The high efficiency and high quality polishing method for LBO crystal comes true, which avoids to use a lot of water at the same time.
Key words:fixed abrasive polishing; non-water based slurry;material removal rate; surface roughness
DOI:10.3969/j.issn.1001-9731.2016.02.011
文献标识码:A
中图分类号:O786;TG356.28
作者简介:宋龙龙(1990-),男,江苏徐州人,在读硕士,师承李军副教授,从事精密超精密加工研究。
基金项目:国家自然科学基金资助项目(51175260);中国博士后科学基金资助项目(2014M551586);江苏省博士后科研计划资助项目(1302069B)
文章编号:1001-9731(2016)02-02051-04
收到初稿日期:2015-04-15 收到修改稿日期:2015-07-31 通讯作者:李军,E-mail: junli@nuaa.edu.cn
