PLC和触摸屏在多自由度气动机械手系统中的应用*
2016-04-15王小娟
王小娟,胡 兵
(新疆工程学院a.基础部;b.电气与信息工程系,乌鲁木齐 830011)
PLC和触摸屏在多自由度气动机械手系统中的应用*
王小娟a,胡兵b
(新疆工程学院a.基础部;b.电气与信息工程系,乌鲁木齐830011)
摘要:针对生产线中搬运站对搬运气动机械手的要求,提出触摸屏作为上位机,PLC作为控制器,电磁阀、气缸作为驱动设备的气动机械手控制方法。重点介绍了系统气动原理、硬件构成、软件编程和触摸屏的设计,经过调试试验和应用,系统满足控制要求,具有安全性高、可靠性和稳定性好的优点。
关键词::PLC;机械手;触摸屏;多自由度
0引言
随着社会的进步、经济的发展和人们生活水平的提高,人们对生产自动化的要求越来越高,尤其在易燃、易爆、高温、高压、高强度等人不能接受的特殊场合,迫切需要生产自动化,机械手具有灵活的运动性,运行的平稳性和操作简单性,能够适应特殊场合的生产自动化,广泛应用于工业、农业、食品加工业等领域[1-2]。气动设备采用洁净空气作为传动介质,具有安全性好,成本低的特点,结合现代传感器技术、PLC技术、伺服驱动技术,能够实现控制灵活、定位精确、运动可调节的功能[3]。触摸屏具有实时监控、灵活修改参数及报警显示等等特点,与PLC结合控制机械手,能够使机械手操作方便,运行可视化。
目前,工业生产中气动机械手主要由PLC控制,实时监控和可视化效果欠缺,为此,本文综合气动机械手、PLC技术和触摸屏技术的特点,以生产线搬运站为载体,提出PLC和触摸屏控制多自由度机械手的方法,期望做到安全可靠,减小劳动强度和提高生产效率,为实际生产和教育教学提供参考。
1系统控制要求
生产线由加工站、搬运站和装配站组成,加工站完成对工件的加工后,发出完成信号,由搬运站气动机械手将工件从加工站搬运到装配站,由搬运站完成对工件的装配,并且由触摸屏监控程序运行状况,其中搬运机械手有左偏转、右偏转、伸出、缩回、上升、下降、夹紧、放松多个自由度[4],分别由相应的气缸、电磁换向阀、磁性开关结合PLC完成控制任务,具体控制要求为:
(1)为了便于调试和检修,要求系统能够就地手动控制。
(2)触摸屏切换到主控画面窗口后, 搬运气动机械手首先检查系统是否处于初始状态,初始状态是指:①加工站是否完成加工,处于等待搬运状态,否则机械手上红色警示灯闪烁,系统不允许运行。②检查机械手气动执行元件是否处在最左端,缩回,最上端位置,手抓是否处在放松状态,若否,则机械手上的黄色警示灯闪烁,系统不允许自动运行,需要手动运行,使机械手处在最左端,缩回,最上端位置,手抓处于放松状态。若上述条件满足,机械手黄色警示灯常亮,表述机械手准备就绪。
(3)搬运站气动机械手初始状态就绪后,系统可以进行单周期运行和自动运行选择,在单周期运行或自动运行状态,按下触摸屏上启动按钮,系统启动,绿色灯常亮,表示系统正在运行,搬运站气动机械手需要完成左偏转-伸出-下降-夹紧-上升-缩回-右偏转-伸出-下降-放松-上升-缩回-左偏转整个工作过程,在触摸屏中能够监控此工作过程[5]。
2系统气动原理
搬运站气动机械手需要完成左偏转、右偏转、伸出、缩回、上升、下降、夹紧、放松多个自由度的工作,分别由旋转气缸,直线气缸和夹爪气缸驱动机械臂动作,在气缸的表面刻有端槽,用于安装磁性开关来对气缸限位,气动原理图如图1所示,其中旋转气缸用于左右偏转,转动角度为180°,其动作由一个三位五通电磁阀控制,且在左右偏转的极限位置安装有机械阻尼装置,以减小偏转时的冲击力,两个直线气缸用于上下运动和收缩控制,由两个两位五通电磁阀控制,夹爪气缸用于夹紧和放松,由一个两位五通阀控制,与气缸连接的气管上安装有节流阀,控制气缸运行的速度和平稳性[6]。

图1 机械手气动原理图
3气动机械手电控系统
3.1系统硬件构成
气动机械手电控系统由触摸屏、PLC、气缸、电磁阀和传感器构成,其结构原理图[7]如2所示。

图2 气动机械手结构原理图
通过对控制系统要求和气动控制原理的分析,系统均为开关量控制,共有8个输入和11个输出,从满足系统要求和简单经济的角度出发,选用西门子S7-200PLC CPU224作为控制器,该控制器本身带有14路的开关量输入和16路开关量输出,能够满足系统控制对I/O点数的要求,具备两个通信端口prot0和prot1,prot0通过PPI电缆与PC相连,完成程序的编制和下载,prot1通过RS485电缆与触摸屏相连[8];上位机选用MCGS的TPC1162Hi触摸屏作为组态监控设备,该触摸屏为嵌入式一体化触摸屏,具有很强的数据处理、图像显示和传输反应能力,能够在线和离线组态,通过RS485电缆与PLC通信端口连接,完成参数设置、命令输入、运行监控、报警报表输出等任务;PLC的输入接8个控制按钮,控制设备就地手动运行,用于设备调试和检修,输出接8个电磁换向阀和3个指示灯用于系统控制和工作状态指示。
3.2系统PLC编程
在气动机械手控制系统中,PLC既是I/O接口,也是控制器,系统的控制任务由PLC来完成,由于该气动机械手有就地手动和触摸屏控制两种方式,就地控制需要有8个按钮手动控制,8个按钮直接控制输出的电磁换向阀,用于手动调试和检修,不占用PLC的输入端口,但4个气缸限位需要用到8个磁性开关,所有需要8个数字量输入端口,触摸屏控制方式下有单周期运行和自动运行选择,由于PLC的输入只能读取,不能写入,触摸屏与PLC控制时需要通过在触摸屏中设置软开关来实现控制,在触摸屏中点击软开关,对PLC辅助继电器M发布启停控制命令,即可控制PLC中输出线圈的变化,应用系统选用M10.1作为单周期运行和自动运行选择软开关对应的PLC地址,M10.2作为系统复位软开关对应的PLC地址,M10.3作为系统启动软开关对应的PLC地址,M10.0作为等待搬运状态对应的PLC地址,此信号由加工站通过网络通信控制,上述分析确定气动机械手系统的PLC I/O分配如表1所示。
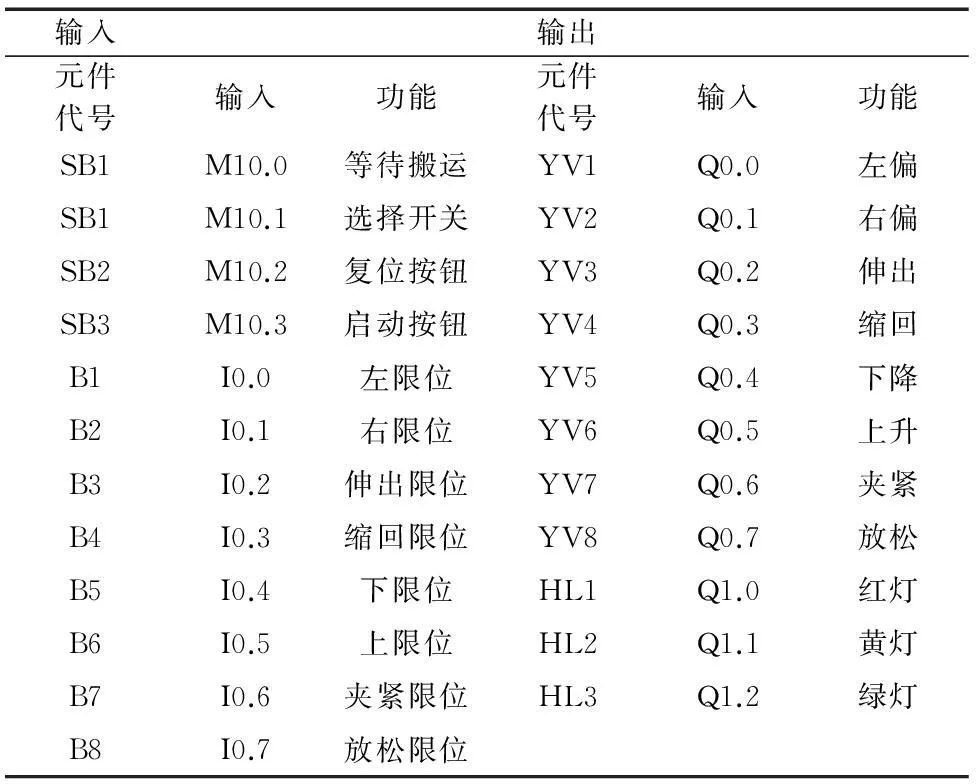
表1 机械手搬运系统PLC I/O点分配表
根据控制系统的要求,当气动机械手初始化完成,在单周期运行或自动运行条件下,按下启动按钮,机械手需要完成左偏转、右偏转、伸出、缩回、上升、下降、夹紧、放松多个自由度的工作,确定机械手搬运系统的功能流程图如图3所示。
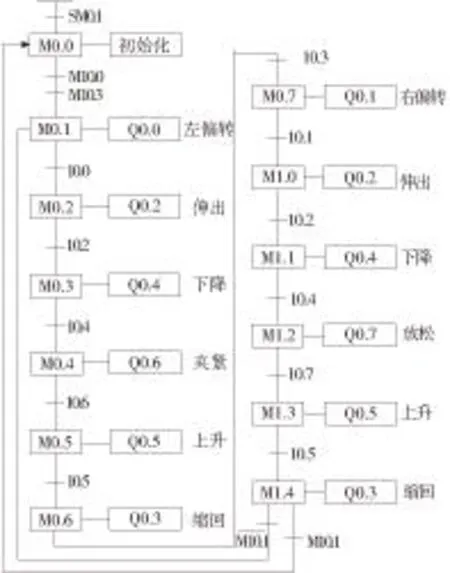
图3 机械手搬运系统控制功能流程图
3.3系统触摸屏设计
系统选用MCGS的TPC1162Hi触摸屏作为组态监控设备,触摸屏中控制系统的组态需要在MCGS组态软件下组态,在MCGS组态界面要完成气动机械手系统界面的制作,变量的建立,属性的设置,且在设备窗口完成设备组态及MCGS与PLC之间的变量的连接,MCGS变量与PLC之间的连接如表2所示。
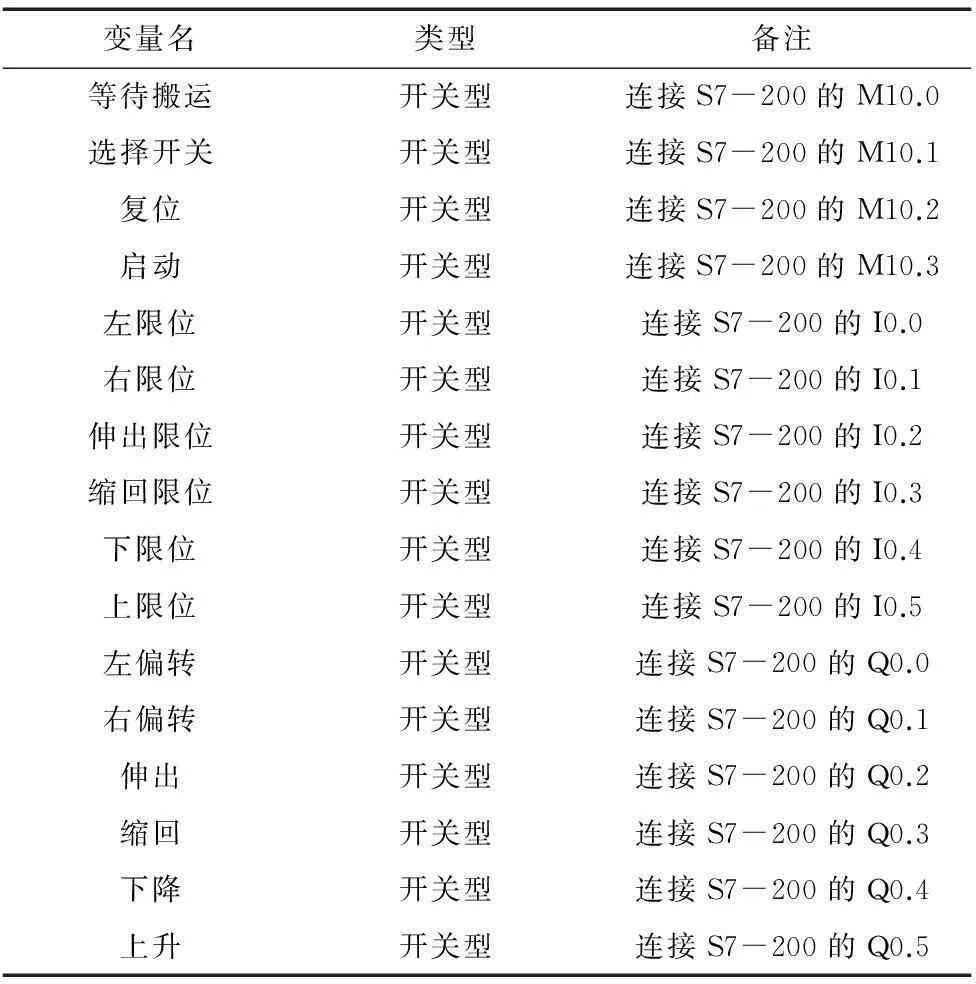
表2 气动机械手系统MCGS变量与PLC变量连接表(部分)
在MCGS的设备窗口,添加通用串口父设备,西门子_S7200PPI,设置参数,连接变量即可调试,具体调试方法参见文献[9],调试成功后,将带扁平接口的USB线的扁平口端连触摸屏,USB端连接PC进行下载,选择“联机运行”,连接选择“USB通讯”,通讯成功点击“工程下载”即可将组态画面下载到触摸屏。
4调试与应用
4.1调试
系统调试前,仔细检查触摸屏、PLC、电磁换向阀的电源供电及接线状况,检查气泵的压力,若无问题即可进行就地手动调试,通过电磁阀上手控旋钮,调整气缸的行程距离,调节传感器的安装位置及机械阻尼装置的位置,通过气管上的调节阀调节气缸的运行速度和平稳性,以上条件均无问题即可进入初始状态调节阶段,初始状态正常可进行触摸屏、PLC、气动机械手联调阶段,重点检查通讯,通讯成功可进行单周期运行,运行中出现的硬件问题问题重新在手动调试中调整,编程问题需要在S7-200程序中完成,组态设置问题需要在组态软件中完成,完成后重新下载程序和组态,直至单周期调整完成,单周期运行完成后可以自动运行[10]。
4.2应用
系统调试成功后可以进行联机运行,联机运行效果图如图4所示,系统运行在自动运行状态,气动机械手正处于抓紧工件并将工件下放阶段,夹紧指示灯和下降指示灯指示机械手运行的动作,系统运行平稳、准确和实时监控,且机械手搬运工件的数量实时显示在触摸屏界面,历史报表可以查看机械手搬运工件的历史数据;手动界面可进行软件手动运行。应用系统的运行结果表明,PLC气动机械手能够很好完成搬运任务,满足系统的控制要求,触摸屏的应用增强了系统运行的可视性,二者的结合提高了搬运站的搬运效率,大大减轻了工人劳动强度,节省了生产成本。

图4 系统运行效果图
5结束语
本文以生产线搬运站机械手搬运为载体,介绍PLC和触摸屏在搬运气动机械手中的应用,给出了系统气动原理图,详细介绍了系统硬件构成、PLC的I/O分配、触摸屏与PLC的通讯及变量连接,设计了友好的人际界面。经过对气动机械手系统调试与应用,系统满足搬运站的控制要求,可靠性、稳定性好,为教学和实际生产提供一种参考。
[参考文献]
[1] 齐继阳, 吴倩, 何文灿. 基于PLC和触摸屏的气动机械手控制系统的设计[J]. 液压与气动, 2013 (4): 19-22.
[2] 王巍, 汪玉凤. 基于PLC的气动机械手研究[J]. 辽宁工程技术大学学报: 自然科学版, 2005 ,24(z1): 135-136.
[3] 李桂海.全气动多自由度关节型机器人的研制[D].南京:南京理工大学,2005.
[4] 何常辉.自动化生产线安装与调试[M].北京:机械工业出版社, 2011.
[5] 胡兵, 熊新荣, 袁勇, 等.基于Modbus总线的马铃薯储藏库温湿度采集[J]. 湖北农业科学, 2014, 23(53): 4969-4972.
[6] 刘丽华. 基于PLC控制的教学型旋盖气动机械手设计[J]. 液压与气动, 2010 (3): 51-53.
[7] 宣自洋, 陈书宏, 常凯. 基于PLC控制的变速器搬运机械手系统设计[J]. 制造业自动化, 2015,37(2):6-8.
[8] 于殿勇, 刘兴义. 基于PLC与触摸屏控制的搬运机械手的应用[J]. 制造业自动化, 2009 ,31(8): 121-123.
[9] 胡兵, 刘文, 王小娟. 基于MCGS的电动大门监控系统设计与实现[J]. 化工自动化及仪表, 2013, 40(1): 59-62.
[10] 丛明, 刘冬, 杜宇, 等. PLC伺服控制在太阳能电池组件搬运机械手中的应用[J]. 组合机床与自动化加工技术, 2011 (9): 66-69.
(编辑李秀敏)
Application of PLC and Touch-screen in the Multi-DOF Pneumatic Manipulator
WANG Xiao-juana, HU Bingb
(a.Foundational Department;b.Department of Electrical and Information Engineering,Xinjiang Institute of Engineering,Urumqi 830011,China)
Abstract:According to the requirements of handling stations for pneumatic manipulator, this paper puts forward a method that PLC as the controller, touch-screen as the upper machine, electromagnetic valve and cylinder as drivers. the paper emphatically introduces pneumatic principle of manipulator and hardware structure and software programming and the design of Touch-screen, being tested and applied, the system meets the control require and has high security, reliability and stability.
Key words:PLC; manipulator; touch-screen; multi-DOF
中图分类号:TH138;TG659
文献标识码:A
作者简介:王小娟(1984 —),女,湖北孝感人,新疆工程学院讲师,硕士,研究方向为运筹学与控制论方面的科研和教学工作,(E-mail)2003042121@163.com。
*基金项目:2013年度新疆工程学院教改基金项目(2013gcxyj17kg1407)
收稿日期:2015-04-14;修回日期:2015-05-15
文章编号:1001-2265(2016)03-0058-03
DOI:10.13462/j.cnki.mmtamt.2016.03.016
