一种客车骨架接头焊缝焊接顺序优化方法*
2016-04-11那景新崔文波贺午阳
那景新,袁 正,崔文波,贺午阳
(1.吉林大学,汽车仿真与控制国家重点实验室,长春 130022; 2.中国第一汽车集团公司发展部,长春 130011)
2016181
一种客车骨架接头焊缝焊接顺序优化方法*
那景新1,袁 正1,崔文波2,贺午阳1
(1.吉林大学,汽车仿真与控制国家重点实验室,长春 130022; 2.中国第一汽车集团公司发展部,长春 130011)
鉴于接头焊接工艺对车身结构的影响,提出了一种客车骨架接头焊缝焊接顺序优化方法。首先从客车结构中选取待优化的接头,采用与实际接头相同材料和尺寸的方形钢管,按8组不同焊接顺序进行焊接试验,测取中心点的焊接变形,从中选出一组变形相对较小的焊接顺序方案;以此为基础,为进一步寻优,通过坐标转换,确定新的8组不同焊接顺序的试验方案,获得新的8组保持幅值较小的变形数据;然后建立接头的有限元模型,通过有限元分析获得接头的焊接变形应力,并将其引入整车骨架分析,与实际工况下的应力进行叠加,获得接头处的实际应力,并以此为依据确定相对合理的焊接顺序;最后,总结出客车骨架接头焊缝焊接顺序优化流程。
客车车身;骨架接头;焊接顺序;有限元分析
前言
全承载式客车车身骨架是由异型管和型钢焊接而成的空间薄壁杆系结构,是客车的主要承载体[1]。由于车身骨架的接头局部结构比较复杂,容易产生局部高应力,往往是发生破坏的危险位置[2]。因此,骨架接头的强度将直接关系到整车结构的承载能力。
焊接作为现代制造业中最为重要的机件成形和制造技术之一,已经广泛应用于汽车工业、交通运输、航空航天和建筑工程等几乎所有的工业制造领域[3-4]。在焊接过程中,焊缝金属的热胀冷缩导致焊接结构在焊后存在残余变形和残余应力[5]。迄今已有许多涉及焊接变形和焊接残余应力的研究[6-8]。然而,与简单的焊接结构不同,客车骨架结构是高次超静定结构[9],其接头在焊接过程中由于受到周围杆件的约束而不能自由变形,会产生接头应力,将其称为焊接变形应力。这种变形应力可能会与车身结构的工作应力叠加,从而影响结构的强度。在客车实际生产中,采用不同的焊接工艺时,接头的变形方式和程度各不相同。因此,选择合理的焊接工艺将对骨架接头强度的提高有着重要意义。本文中着重研究了接头各焊缝的焊接顺序对接头焊接变形的影响规律,并在此基础上提出了一种客车骨架接头焊缝焊接顺序优化方法。
首先根据优化接头的规格和结构形式确定试验方案,对接头局部在不同焊接顺序方案下的焊接变形进行测量和统计,并基于变形最小化原则选择出几组变形较小的焊接顺序方案。然后根据所选方案的试验数据建立焊接变形后的接头局部模型,通过对接头端部施加反向位移使接头恢复至焊接变形前状态,计算出接头在各个方案下的焊接变形应力;接着建立车身整体梁壳混合模型(对所研究接头的局部采用壳单元进行网格的重新划分)[10],并对优化接头在实际工况下的工作应力进行统计。最后将接头局部的焊接变形应力引入整车分析,与实际工况下的应力进行叠加,获得接头处的实际应力,并以此为依据确定合理的焊接顺序。
1 接头的选取
本文中基于某12m承载式客车车身结构,选择了底架中央龙骨上的3处对接接头作为对象,对本文中提出的优化方法进行深入研究。选取接头的位置如图1所示,接头杆件截面尺寸均为40mm×40mm(壁厚2mm)。材料参数如表1所示。
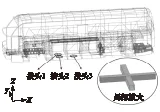
图1 选取接头在车身骨架中的位置

密度/(kg·m-3)泊松比弹性模量/MPa屈服极限/MPa78000.32.06×105235
2 焊接顺序对焊接变形应力的影响
2.1 焊接顺序对接头焊接变形的影响
选取与所研究接头截面尺寸相同的方钢进行焊接试验,以焊接顺序为试验变量,采用客车骨架焊接中常用的二氧化碳气体保护焊对试验接头进行缝焊。参考客车企业中的焊接工艺标准,将其它主要焊接参数分别设定为:焊接电流115±5A,焊接电压20±2V,焊缝间隙0mm,焊丝直径1mm,实验室内温度10±2℃,气体流量15L/min,焊丝材料ER49-1(H08MN2SIA),焊法采用左焊法。试验中测量点(即中线交点P)和固定点的位置如图2所示,其中L1=L2=L3=L4=230mm;中线交点P相对于固定点1、固定点2在Y方向和Z方向的变形分别用Δ1Y和Δ1Z表示;中线交点P相对于固定点3和固定点4在X方向与Z方向的变形分别用Δ2X和Δ2Z表示。

图2 试验测量点位置

图3 焊点编号
考虑到客车骨架在焊接过程中的实际操作情况(先完成上面3条焊缝,整体翻转后补焊下面1条焊缝,每条焊缝均待冷却后进行下一条焊缝的焊接),结合图3中的焊点编号,制定试验方案(见表2)。
利用试验测量和数据修正的方式获得接头中线交点的变形值(见表3)。试验的样本数据每组各取

表2 焊接顺序试验方案
5个试件的平均值,且以坐标轴正方向为正。
根据变形最小化原则选取方案8为初选方案。为进一步寻优,基于改变某一坐标轴的方向,仅会使测点沿该轴的位移变号而数值不变的思想,参考图3中的焊点编号对焊接顺序进行坐标变换,确定8组新的焊接顺序方案(见表4)。
按表4,即坐标变换后新的焊接顺序的结果,获得8组顺序方案下的焊接变形(见表5)。
2.2 接头的焊接变形应力
建立接头的有限元模型,并以表5中的焊接变 形数据作为强制位移,通过有限元分析获得接头在各个方案下的焊接变形应力。图4为各方案下的接头局部的焊接变形应力云图。

表3 试验数据列表 μm

表4 焊接顺序方案

表5 转换后的焊接变形 μm

图4 接头局部应力云图
将各方案下的接头焊接变形应力引入整车分析,与实际工况下的应力进行叠加,获得接头处的实际应力,并以此为依据确定相对合理的焊接顺序方案。
3 整车分析与单元应力叠加
3.1 接头在整车工况下的分析
建立车身整体模型,如图5所示。为了准确反映出接头的局部刚度特性,本文中采用梁壳混合的建模方法[10]对所研究接头的局部进行了网格的重新划分,采用RBE2单元对接头分支与梁单元进行连接。

图5 车身整体梁壳混合模型
对整车模型在3种典型工况(满载弯曲工况、左前轮悬空工况和右前轮悬空工况)下的应力情况进行分析,接头局部的应力云图如图6所示。由仿真分析结果可知,3处接头的最高应力均出现在右前轮悬空工况。

图6 接头局部在3种典型工况下的应力云图
3.2 接头单元应力的叠加
基于整车在最危险工况(右前轮悬空工况)下的仿真分析结果,在3处接头局部各选取一个高应力单元,将8组方案下的焊接变形应力分别与3处接头在右前轮悬空工况下的工作应力进行叠加,并对叠加前后的应力结果进行对比(见表6)。米塞斯应力的叠加计算公式如下:
式中:σxs,σys,τxys为接头单元在右前轮悬空工况下的平面单元应力分量;σxi,σyi,τxyi(i=1,2,…,8)为接头单元在8组焊接方案下的平面单元应力分量;σsi(i=1,2,…,8)为接头单元在8组方案下叠加后的单元米塞斯应力。

表6 单元叠加应力列表 MPa
注:σss为接头单元在右前轮悬空工况下的米塞斯应力。
由表6中数据对比可知:在不同焊接方案下,3处接头的单元应力水平均有了不同程度的改变。其中在接头1处采用焊接方案2与方案3时,叠加后的单元应力相比叠加前有了大幅降低(约30%),而采用方案5与方案8时,叠加后的单元应力反而有所增加(约33%)。接头2与接头3则在采用焊接方案6与方案7时,叠加后的单元应力降低幅度最大(约32%、40%),而在采用方案1与方案4时,叠加后的单元应力分别增加约35%和41%。综合多方面考虑,确定方案3为接头1的最终焊接顺序方案;确定方案6为接头2、接头3的最终焊接顺序方案。这一研究结果也进一步验证了本文方法的有效性。
4 接头焊缝焊接顺序优化流程
基于上述研究成果,对本文中提出的焊缝焊接顺序优化方法进行总结。图7为本文优化方法的流程示意图。

图7 优化流程示意图
5 结论
本文中提出了一种客车骨架接头焊缝焊接顺序优化方法,并选取了一组对接接头对该优化方法进行了研究验证。通过本文的研究结果可以看出:合理地选择焊接顺序可使接头的焊接变形应力和工作 应力相互抵消,从而使接头局部的应力水平得到一定程度的降低。此外,利用该优化方法还可进一步考察接头处的综合应力水平,对于接头处焊缝焊接顺序的选择和客车车身轻量化设计均具有实际的工程意义。
[1] 刘江,桂良进,王青春,等.全承载式大客车车身结构多目标优化[J].汽车工程,2008,30(2):170-173.
[2] 宗培,张帅.力学性能不均匀性焊接接头应力分布研究[J].海军工程大学学报,2010,22(2):48-53.
[3] 李晓延,武传松,李午申.中国焊接制造领域学科发展研究[J].机械工程学报,2012,48(6):19-31.
[4] ZHANG Y, TAN L P, LI S C, et al. Using a car body in white (BIW) to study the feasibility of applying laser welding[J]. Lasers in Engineering (Old City Publishing),2014,28(1-2):107-120.
[5] 薛忠明,曲文卿,柴鹏,等.焊接变形预测技术研究进展[J].焊接学报,2003,24(3):87-90.
[6] HUANG H, MA N, HASHIMOTO T, et al. Welding deformation and residual stresses in arc welded lap joints by modified iterative analysis[J]. Science and Technology of Welding and Joining,2015:20(7):571-577.
[7] 王艳飞,巩建鸣,蒋文春.焊缝层数对特厚度管板焊接残余应力与变形影响的有限元分析[J].上海交通大学学报,2013,47(11):1675-1679.
[8] 张利国,姬书得,方洪渊,等.焊接顺序对T形接头焊接残余应力场的影响[J].机械工程学报,2007,43(2):234-238.
[9] 张代胜,谷叶水,张雷.大客车车身骨架结构强度分析及其改进设计[J].汽车工程,2007,29(1):87-92.
[10] 那景新,安洪蔚,闫亚坤,等.梁-壳混合分析模型在客车骨架接头焊缝间距优化中的应用[J].吉林大学学报(工学版),2010,40(1):30-34.
An Optimization Method of Welding Sequence for Joints in Bus-body Framework
Na Jingxin1, Yuan Zheng1, Cui Wenbo2& He Wuyang1
1.JilinUniversity,StateKeyLaboratoryofAutomotiveSimulationandControl,Changchun130022;2.ChinaFAWGroupCorporationDevelopmentDepartment,Changchun130011
In view of the effects of joint welding process on vehicle-body structure, a method of welding sequences optimization for the joints of body framework is proposed. Firstly, the joints to be optimized are selected, and using the square steel tube of the same material and dimension as that of joint to perform welding tests with eight different schemes of welding sequences and the deformations of center point are measured, from which a scheme with relatively small deformations is selected. Based on this, for further optimizing, a new set of eight different schemes of welding sequences is devised through coordinates transform, and eight groups of deformation data, keeping their amplitudes relatively small, are obtained. Then a finite element model for joint is built and the stress in joint caused by welding deformation are obtained through finite element analysis, which are then taken as input to entire body framework analysis and are superimposed on the stress induced by real working load to get the resulting stress in joint, based on which the relatively rational welding sequence is determined. Finally, a typical procedure of welding sequence optimization for joints in a bus body framework is summarized.
bus-body; joints; welding sequence; FEA
*国家自然科学基金(51375201)资助。
原稿收到日期为2015年10月19日,修改稿收到日期为2016年1月4日。
