含钪Al-Zn-Mg-Zr合金薄板材MIG焊接接头的组织与性能
2016-03-09李波潘清林陈从平吴海华尹志民
李波,潘清林,陈从平,吴海华,尹志民
含钪Al-Zn-Mg-Zr合金薄板材MIG焊接接头的组织与性能
李波1,潘清林2,陈从平1,吴海华1,尹志民2
(1. 三峡大学机械与动力学院,宜昌 443002;2. 中南大学材料科学与工程学院,长沙 410083)
采用新型Al-Mg-Sc-Zr焊丝对含钪Al-Zn-Mg-Zr合金薄板材进行MIG焊,借助显微硬度及拉伸性能测试、OM,SEM,TEM等检测手段对焊接接头的微观组织和性能进行研究。结果表明:焊缝区为典型的铸态组织;热影响区靠近焊缝一侧呈现大量细小等轴晶组织,靠近基材区为纤维状组织和少量再结晶组织;基材区为纤维状组织。焊接接头的显微硬度以焊缝为中心呈近似对称,且中心处硬度值最低;抗拉强度为481 MPa,屈服强度为320 MPa,伸长率为10.1%,焊接系数约0.83。同时,焊丝和基材中微量的Sc和Zr元素在合金中形成大量细小且与基体共格的Al3(Sc,Zr)粒子,能显著细化晶粒组织,有效抑制再结晶发生,大大改善焊缝区的力学性能。
钪;Al-Zn-Mg-Zr合金;MIG焊;显微组织;力学性能
Al-Zn-Mg系中强可焊耐蚀合金具有优良的抗应力腐蚀性能,而且焊接性能良好,是理想的轻质焊接结构材料,被广泛应用于航空航天、交通运输等领 域[1−2]。研究表明:复合添加微量Sc,Zr元素到Al- Zn-Mg合金中后,会形成具有Ll2结构的Al3(Sc, Zr)粒子,与a-Al基体共格,可以有效地细化合金晶粒,大幅改善合金的综合性能[3−5]。LI等[6]对比研究了复合添加微量Sc,Zr元素对Al-Zn-Mg合金的组织与性能的影响,发现添加0.24% Sc和0.12% Zr的合金经过120 ℃/24 h时效处理后,合金抗拉强度和屈服强度分别提高了70 MPa和82 MPa,其强化机制主要为细晶强化、亚结构强化和Al3(Sc,Zr)粒子析出强化;贺永东等[7]研究发现,复合添加微量的Sc,Zr元素较单独添加Sc或Zr具有更好的晶粒细化作用、较强的固溶强化作用和较好的再结晶抑制效果。随着含钪铝合金的进一步应用,其焊接性能日益受到材料研究人员的重 视[8−9]。目前,MIG在铝合金焊接方法中应用较为广泛[10−11]。彭小燕等[12]研究了7020 铝合金MIG焊焊接接头的组织与性能,结果表明焊缝区为典型的铸态组织,使其成为接头最薄弱的区域,h¢(MgZn2)相粗化导致热影响区内离焊缝中心约30 mm的位置形成硬度较低的软化区。蹇海根等[13]研究了铝镁合金板材MIG焊焊接接头的组织与性能,研究结果表明通过添加微量Zr 细化焊缝晶粒及Al3Zr粒子的析出,可显著改善焊接接头的力学性能和抗热裂性。鉴于此,本文采用新型Al-Mg-Sc-Zr焊丝为填料,对含钪Al-Zn-Mg-Zr合金薄板材进行MIG焊接,研究焊接接头的显微组织与力学性能,并探讨微量Sc,Zr元素在焊接接头中的存在形式及作用机理,旨在为该种合金板材在焊接构件中的应用提供理论和实验指导。
1 实验
焊接所用母材为2 mm厚的Al-Zn-Mg-Sc-Zr合金薄板材,焊丝为自行研制的Al-Mg-Sc-Zr合金新型焊丝,其化学成分如表1所列。
焊接实验前,合金板材经固溶(470 ℃/60 min)、水淬和时效处理(120 ℃/24 h)。同时,用丙酮和酒精对板材表面进行擦拭,再用钢丝刷将焊接区域表面刷净。焊接工艺参数如表2所列。
拉伸实验参照GB/T228—2002在MTS-858万能试验机上进行。在401MVDTM数显显微维氏硬度计下测定不同时效态下的硬度值,加载载荷0.2 kg,加载时间10 s。金相显微组织观察在德国LeicaDFC295型金相显微镜上进行。扫描电镜观察在FEI Quanta 200型扫描电镜上进行,其中FEI Quanta 200 SEM配备了EDAX Genesis型能谱分析仪(EDS),加速电压为20 kV。透射电镜观察在TECNAI G220型透射电镜上进行,加速电压为200 kV。

表1 实验合金薄板材和焊丝的化学成分

表2 MIG 焊接工艺参数
2 结果与讨论
2.1 焊接接头力学性能
图1所示为焊接板材宏观形貌照片和低倍组织。从图中可以看出,焊接过程中电弧稳定、焊缝成型规则,焊后余高一致。焊缝表面成形良好,干净光亮,焊道呈直线且宽度均匀,未见明显的裂纹、缩孔等焊接缺陷。
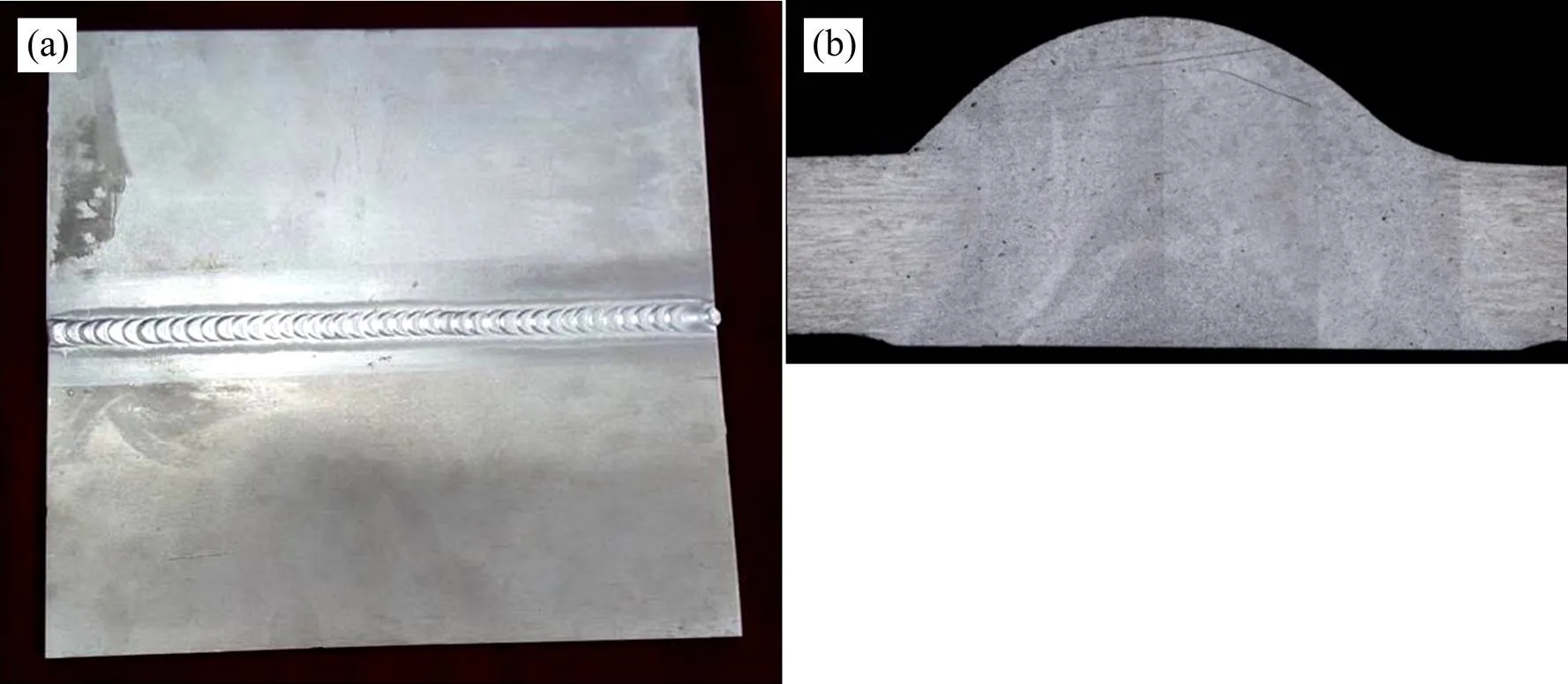
图1 焊接板材实物图和低倍组织照片
图2所示为焊接接头的硬度分布。由图可知,焊接接头硬度以焊缝为中心呈近似对称,且中心处硬度值最低。沿中心向基材方向,焊接接头的硬度呈先升高后降低再增高的趋势,在距焊缝中心大约10 mm处,硬度出现一个峰值,维氏硬度值达到145左右。此后,焊接接头硬度开始下降,在距焊缝中心16 mm左右处硬度再次出现一个低值。当距中心超过16 mm后,焊接接头硬度又开始逐渐增大,在大约距焊缝中心30 mm处,硬度值基本与基材区持平。

图2 焊接接头硬度分布
图3所示为焊接接头和基材拉伸试样取样位置,表3所列为拉伸性能。基材经过470 ℃/60 min固溶、水淬处理,再经120 ℃/24 h时效处理后,其抗拉强度为581 MPa,屈服强度为561 MPa,伸长率为11.1%。与基材相比,带余高的焊接接头抗拉强度和屈服强度均出现下降,其抗拉强度为481 MPa,屈服强度为320 MPa,伸长率为10.1%,焊接系数约0.83。从拉伸断口位置可以发现,拉伸试样全部断在热影响区,距焊缝大约16 mm处;
2.2 焊接接头显微组织
图4所示为焊接接头不同部位的金相显微组织。由图4可知,焊接接头由3个区组成:焊缝区、热影响区及基材区。焊缝区为典型的铸态组织;热影响区可细分为半熔合区和软化区,其中靠近焊缝区的组织为半熔合区,呈现大量细小等轴晶组织;靠近基材区组织为软化区,其组织特征为少量再结晶组织和加工纤维组织。从图中还可以发现,焊缝区与热影响区结合良好。基材区为典型的纤维状组织。

图3 基材和焊接接头拉伸试样取样示意图
表3 焊接接头的拉伸力学性能
Note: Welding coefficient:(: Tensile strength of welded jiont,m: Tensile strength of base metal)
图5所示为焊接接头的背散射电子照片及能谱分析结果。由图5可知,焊接接头焊缝区和热影响区的显微组织差别并不明显,均存在大量白色的富Zn,Mg非平衡相。基材区沿轧制方向弥散分布着许多白色析出相,其能谱分析结果如表4所列。由表4可知,在热影响区存在微量Sc元素,而微量Sc元素与Al会形成弥散分布的纳米级Al3Sc粒子。同时,焊接接头各区域均存在Fe元素,极易形成高熔点杂质相。

图4 合金焊接接头不同部位的金相显微组织

图5 焊接接头的背散射电子照片及能谱分析
图6所示为焊接接头的透射电子显微组织。由图6(a)可知,焊缝区组织近似为过饱和固溶体。图6(b)为热影响区TEM照片,有大量的马蹄状Al3(Sc, Zr)粒子析出,弥散分布的Al3(Sc,Zr)粒子的晶格类型(Ll2)及晶胞尺寸与a-Al基体极为相似,具有较低的错配度,与a-Al基体共格,对亚晶界具有强烈的钉扎作用,可以很好地阻碍晶界的移动,有效抑制再结晶,从而大幅提高热影响区的强度。图6(c),(d)为焊缝区向热影响区过渡的TEM照片,在热影响区,晶界和晶内存在大量的纳米级析出相,且晶界析出相呈不连续分布;同时,还可以观察到亚晶组织和细小、弥散的Al3(Sc,Zr)粒子。图6(e)为基材区TEM照片,晶界析出相η相呈不连续分布,在晶界附近有无沉淀析出带出现,晶内可观察到大量弥散分布的η′相;同时,选区电子衍射花样表明(图6(f)),在晶界附近存在马蹄状的A13Sc或A13(Sc,Zr)粒子。
2.3 分析与讨论
含钪Al-Zn-Mg-Zr合金属于典型的可热处理强化合金。在焊接过程中,焊接接头各部位的温度不一致,因此,各部位呈现类似不同的热处理效果。文献[14−15]表明:铝合金在进行氩弧焊焊接时,焊缝中心处温度高达700~800 ℃左右,同时,由于焊接热造成的影响,从坡口边缘沿基材方向还将依次发生类似固溶、时效等处理过程。焊接完毕后,由于铝合金具有较高的导热系数,在随后的冷却过程中焊接热沿基材方向迅速传递。

表4 能谱分析中第二相的化学成分

图6 焊接接头透射电子显微组织

图7 热处理强化合金焊接接头组织示意图
图7所示为根据图4金相显微组织绘制的合金板材焊接接头显微组织模型示意图,焊缝区为典型的铸态组织,半熔合区由细小的等轴晶组织组成,而在软化区内出现了少量再结晶,基材区为典型的纤维状 组织。
研究表明[16−18],作为异质形核核心的粒子应具备如下3个条件:第一,细化剂与基体之间具有界面共格性,错配度小于5%。第二,细化剂熔点高、具有良好的热稳定性,在熔体中均匀分布、不易被污染。第三,细化剂作为形核剂,在合金凝固时优先析出,并最好能与熔体发生包晶反应生成先析出相。在本研究中,焊丝和基材区均存在微量的Sc,Zr元素,在焊接过程中,熔池内微量的Sc,Zr元素可以和a-Al基体形成初生的Al3(Sc,Zr)粒子,该粒子为L12晶格类型,与a-Al基体完全共格,并在合金凝固时优先析出,具有良好的热稳定性,呈弥散均匀分布,因此,在熔池内Al3(Sc, Zr)粒子可以成为良好的异质形核核心,起细化晶粒作用,产生细晶强化的效果。同时,除了强烈细化熔池内铸态组织外,在焊缝快速凝固过程中还会生成Al3(Sc,Zr)粒子,该粒子尺寸大约为20~30 nm,具有弥散强化作用,显著提高了焊缝强度[19−21]。
因此,在半熔合区内由于析出了大量细小的Al3(Sc,Zr)粒子,形成了一层较薄的细小等轴晶晶粒,产生了显著的细晶强化作用,合金硬度在这个区域内呈增加趋势。软化区内开始出现再结晶组织,且析出相的强化效果不明显,硬度值又开始出现下降。而由热影响区沿基材方向,合金内主要仍为纤维状组织,只有少量的再结晶晶粒,这是由于Al3(Sc,Zr)粒子对晶界存在钉轧作用,可有效抑制晶界迁移,阻碍再结晶的发生及晶粒长大。同时,时效析出相的强化效果开始逐渐增加,合金硬度上升至基材水平。
3 结论
1) 新型Al-Mg-Sc-Zr焊丝与Al-5.4Zn-2.0Mg- 0.25Sc-0.10Zr合金具有很好的相容性,带余高的焊接接头抗拉强度为481 MPa,屈服强度为320 MPa,伸长率为10.1%,焊接系数高达0.83。焊接接头的硬度以焊缝为中心呈近似对称,且中心处硬度值最低;沿中心往基材方向,焊接接头的硬度呈先升高后降低再升高的趋势。
2) 焊缝区为典型的铸态组织,靠近焊缝区的组织为半熔合区,呈现大量细小等轴晶组织;靠近基材区的组织为软化区,其组织特征为加工纤维组织和少量再结晶组织。
3) 焊丝和基材中微量的Sc,Zr元素形成大量细小的初生Al3(Sc,Zr)粒子,该粒子可作为非均匀形核的核心质点,显著细化熔池内铸态晶粒,且在半熔合区内出现1层较薄的细小等轴晶组织。同时,由于Al3(Sc,Zr)粒子的存在,可以强烈钉轧晶界,有效阻碍晶界迁移,抑制再结晶发生,显著改善焊接接头的 强度。
[1] 肖亚庆, 谢水生, 刘静安, 等. 铝加工技术实用手册[M]. 北京: 冶金工业出版社, 2005: 639−642.Xiao Yaqing, Xie Shuisheng, Liu Jing’an, et al. Aluminum Processing Technology Manual[M]. Beijing: Metallurgical Industry Press, 2005: 639−642.
[2] 陶辉锦, 李绍唐, 刘记立, 等. Sc在铝合金中的微合金化作用机理[J]. 粉末冶金材料科学与工程, 2008, 13(5): 249−259. TAO Huijin, LI Shaotang, LIU Jili, et al. Micro-alloying mechanism of Sc in aluminum alloys[J]. Materials Science and Engineering of Powder Metallurgy, 2008, 13(5): 249−259.
[3] WU L M, SEYRING M, RETTENMAYR M, et al. Characterization of precipitate evolution in an artificially aged Al-Zn-Mg-Sc-Zr alloy[J]. Materials Science and Engineering A, 2010, 527(1/2): 1068−1073.
[4] 李波, 潘清林, 张志野, 等. 含钪Al-Zn-Mg合金的热变形行为和显微组织[J]. 材料工程, 2013(11): 6−11. LI Bo, PAN Qinglin, ZHANG Zhiye, et al. Hot deformation behavior and microstructure of Al-Zn-Mg alloy containing Sc during hot compression at elevated temperature[J]. Journal of Materials Engineering, 2013(11): 6−11.
[5] KNIPLING K E, KARNESKY R A, LEE C P, et al. Precipitation evolution in Al-0.1Sc, Al-0.1Zr and Al-0.1Sc-0.1Zr(at.%) alloys during isochronal aging[J]. Acta Materialia, 2010, 58(1/2): 5184−5195.
[6] Li B, Pan Q L, Huang X, et al. Microstructures and properties of Al-Zn-Mg-Mn alloy with trace amounts of Sc and Zr[J]. Materials Science & Engineering A, 2014, 616: 219−228.
[7] 贺永东, 张新明, 游江海. 复合添加微量 Sc, Zr对Al-Zn-Mg-Cu合金组织性能的影响[J]. 稀有金属材料与工程, 2007, 36(4): 665−670.He Yongdong, Zhang Xinming, You Jianghai. Effects of minor contents of Sc and Zr on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy[J]. Rare Metal Materials and Engineering, 2007, 36(4): 665−670.
[8] Huang X, Pan Q L, Li B, et al. Effect of minor Sc on microstructure and mechanical properties of Al-Zn-Mg-Zr alloy metal-inert gas welds[J]. Journal of Alloys and Compounds, 2015, 629: 197−207.
[9] 吴豫陇, 郑英, 刘胜胆, 等. 7055 铝合金板材搅拌摩擦焊接头的组织与力学性能[J]. 中南大学学报(自然科学版), 2015, 46(7): 2426− 2431. WU Yulong, ZHENG Ying, LIU Shengdan, et al. Microstructure and mechanical properties of 7055Al alloy sheet friction stir welded joint[J]. Journal of Central South University (Science and Technology), 2015, 46(7): 2426-2431.
[10] Singh R K R, Sharma C, Dwivedi D K, et al. The microstructure and mechanical properties of friction stir welded Al-Zn-Mg alloy in as welded and heat treated conditions[J]. Materials and Design, 2011, 32(2): 682−687.
[11] 何振波, 尹志民, 陈继强. 焊后热处理对5B70铝镁钪合金板材焊接接头组织性能的影响[J]. 航空材料学报, 2010, 30(5): 39−43. HE Zhenbo, YIN Zhimin, CHEN Jiqiang. Effect of post-welded annealing on microstructure and properties of welding joint for 5B70 Al-Mg-Sc alloy sheet[J]. Journal of Aeronautical Materials, 2010, 30(5): 39−43.
[12] 彭小燕, 曹晓武, 段雨露, 等. 7020 铝合金 MIG 焊焊接接头的组织与性能[J]. 中国有色金属学报, 2014, 24(4): 912−918. PENG Xiaoyan, CAO Xiaowu, DUAN Yulu, et al. Microstructures and properties of MIG welded joint of 7020 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 912−918.
[13] 蹇海根, 谢幸儿, 尹志民, 等. 铝镁合金板材MIG焊接接头组织与性能研究[J]. 湖南工业大学报, 2013, 27(2): 79−83.Jian Haigen, Xie Xinger, Yin Zhimin, et al. Study on microstructure and properties of mig welding joint for Al-Mg alloy sheet[J]. Journal of Hunan University of Technology, 2013, 27(2): 79−83.
[14] 刘畅, 潘清林, 梁文杰. 含钪Al-Cu-Li合金氩弧焊接头组织与性能[J]. 焊接学报, 2012, 33(1): 73−76. LIU Chang, PAN Qinglin, LIANG Wenjie. Microstructure and mechanical properties of argon arc welding joints of Al-Cu-Li containing Sc[J]. Transactions of the China Welding, 2012, 33(1): 73−76.
[15] 韩小磊, 熊柏青, 张永安, 等. 双级时效制度对7150 铝合金微观组织和性能的影响[J]. 稀有金属, 2010, 34(2): 302−306. HAN Xiaolei, XIONG Baiqing, ZHANG Yongan, et al. Effect of two-step aging on microstructure and properties of 7150 aluminum alloy[J]. Chinese Journal of Rare Metals, 2010, 34(2): 302−306.
[16] 陈继强, 尹志民, 何振波. 微量钪对Al-Zn-Mg-Zr热轧板搅拌摩擦焊接头组织与性能的影响[J]. 中国有色金属学报, 2010, 20(10): 1883−1888. CHEN Jiqiang, YIN Zhimin, HE Zhenbo. Effects of minor Sc on microstructure and mechanical properties of Al-Zn-Mg-Zr hot rolled plate[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(10): 1883−1888.
[17] 蔡彪, 郑子樵, 孙景峰, 等. 2A97 铝锂合金搅拌摩擦焊焊缝的微观组织特征[J]. 粉末冶金材料科学与工程, 2012, 17(2): 147−152. CAI Biao, ZHENG Ziqiao, SUN Jingfeng, et al. Microstructural characteristics of joint line of friction stir welding of 2A97 Al-Li alloy[J]. Materials Science and Engineering of Powder Metallurgy, 2012, 17(2): 147−152.
[18] 许俊华, 赵立军, 施林波, 等. 喷射成形7055铝合金搅拌摩擦焊的焊缝组织与力学性能[J]. 粉末冶金材料科学与工程, 2011, 16(4): 547−552. XU Junhua, ZHAO Lijun, SHI Linbo, et al. Microstructure and mechanical properties of joints of friction stir welding 7055 Al alloys by spray formation[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(4): 547−552.
[19] 张红霞, 刘晓晴, 闫志峰, 等. 5A06铝合金焊接接头裂纹失效分析[J]. 材料工程, 2013(3): 27−31. ZHANG Hongxia, LIU Xiaoqing, YAN Zhifeng, et al. Failure analysis of 5A06 aluminum alloy welding joint crack[J]. Journal of Materials Engineering, 2013(3): 27−31.
[20] Deng Y, Peng B, Xu G F, et al. Effects of Sc and Zr on mechanical property and microstructure of tungsten inert gas and friction stir welded aerospace high strength Al-Zn-Mg alloys[J]. Materials Science and Engineering: A, 2015, 639: 500−513.
[21] 赵志浩, 徐振, 王高松, 等. 微合金化4043铝合金焊丝焊接接头的组织与性能[J]. 金属学报, 2013, 49(8): 946−952. ZHAO Zhihao, XU Zhen, WANG Gaosong, et al. Microstructure and property of welding joint weld with micro-alloying 4043 welding wire[J]. Acta Metallurgica Sinica, 2013, 49(8): 946− 952.
(编辑 高海燕)
Microstructures and properties of MIG welded joint of Al-Zn-Mg-Zr aluminum alloy sheet containing Sc
LI Bo1, PAN Qinglin2, CHENCongping1, WU Haihua1, YINZhimin2
(1. College of Mechanical and Power Engineering, China Three Gorges University, Yichang 443002, China;2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Al-Zn-Mg-Sc-Zr alloy sheet was welded using novel Al-Mg-Sc-Zr welding wire by the method of metal inert gas (MIG) welding. Microstructures and mechanical properties of the welded joint were investigated by OM, SEM, TEM, microhardness test and tensile test. The results show that the weld zone exhibits typical cast structures consisting of dendritica-Al. Besides, a large number of fine equiaxed grains form in the fusion zone on one side of the welding line as well as a small amount of recrystallization and fibrous structure on the other side. The fibrous organization is obviously found in the base metal. The hardness curve in the cross-section presents symmetrical distribution along weld centerline, and the minimum hardness appears in the region of fusion zone. The tensile strength, yield strength, elongation and welding coefficient of the welded joint are 481 MPa, 320 MPa, 10.1% and 0.83, respectively. Meanwhile, trace amount of Sc and Zr elements in welding wire and alloy sheet form fine, coherent Al3(Sc,Zr) particles with L12structure, which can refine grain, inhibit recrystallization and improve mechanical properties.
Sc; Al-Zn-Mg-Zr alloy; metal inert gas welding; microstructure; mechanical property
TG40
A
1673−0224(2016)05−767−08
湖北省教育厅科学技术研究计划优秀中青年人才项目(Q20161202);水电机械设备设计与维护湖北省重点实验室开放基金(2016KJX04);国家自然科学基金资助项目(51475266)
2015−11−23;
2016−05−04
李波,讲师,博士。电话:0717-6397559;Email: liboctgu@163.com
