固相烧结低钨含量W-Ni-Fe合金的微观结构与力学性能
2016-03-08徐欢曹顺华陈炳煌肖彬李世康
徐欢,曹顺华,陈炳煌,肖彬,李世康
固相烧结低钨含量W-Ni-Fe合金的微观结构与力学性能
徐欢,曹顺华,陈炳煌,肖彬,李世康
(中南大学粉末冶金国家重点实验室,长沙410083)
采用固相烧结工艺(1 300 ℃保温1 h)制备低钨含量(质量分数为60%~80%)的W-Ni-Fe合金,测定合金的抗拉强度、抗压强度和伸长率,利用金相显微镜观察合金的显微组织,并通过扫描电镜(SEM)观察合金断口形貌,研究钨含量对固相烧结W-Ni-Fe合金力学性能与微观结构的影响。结果表明:随钨含量降低,合金的孔隙率和平均孔径减小,抗拉强度增大,伸长率显著提高,抗压强度变化不大。W含量为60%~80%的W-Ni-Fe合金,其孔隙率为17.8%~21.4%,抗拉强度为231~262 MPa,抗压强度2 450~2 550 MPa,伸长率为0.3%~2.3%,压拉比为9.45~11.04,都能满足易碎型穿甲弹弹芯材料的性能要求。
钨合金;低钨含量;固相烧结;力学性能;断口形貌
钨合金具有密度高、强度高、塑性强等优良性能,是目前制备动能穿甲弹的主要材料[1]。相对于榴弹来说,传统钨合金动能穿甲弹具有较强的轴向破坏特性,但对目标没有较好的杀伤效果。为提高穿甲弹的杀伤能力,研究人员提出并制备了一种新型的易碎性钨合金穿甲弹[2−4],这种钨合金穿甲弹具有一定的穿甲能力,同时又能够造成较大的杀伤效果。易碎性穿甲弹要求弹芯材料拥有一定的脆性,能够在穿甲过程中碎裂成若干碎片[4]。为了能够破碎成理想的破片,钨合金应具有较低的抗拉强度。同时为保证发射强度又需要足够的抗压强度及伸长率,即保证一定塑性的前提下,有较大的压拉比。根据W-Ni-Fe合金的脆裂机 理[5],国内外已研制出多种易碎钨合金[4, 6],然而多数易碎钨合金如W-Ni-Fe(Al2O3)[6],W-Ni-Al-Fe[7]等都存在抗拉强度过高导致破碎性不足,压拉比过低,以及伸长率过低等问题,无法满足实际需求。因此,提高钨合金的破碎性,并保证钨合金具有一定压缩强度和塑性是制备易碎钨合金的关键。本文作者采用固相烧结工艺制备低钨含量W-Ni-Fe合金(W的质量分数为60%~80%),研究钨含量对合金的孔隙率、微观结构和力学性能的影响,以期在保证钨合金具有一定伸长率的前提下,提高合金的压拉比,并保证合金的易碎性,使其能够满足易碎型穿甲弹弹芯材料的要求。
1 实验
1.1 原料与过程
实验用原料粉末为还原钨粉、羰基镍粉和羰基铁粉。其中还原钨粉的费氏粒度为2.8 μm,纯度为99.9%;羰基镍粉的平均费氏粒度为2.5 μm,纯度为99.7%;羰基铁粉的平均费氏粒度为3.0 μm,纯度为99.9%。
按照W-Ni-Fe合金中镍与铁的含量(质量分数)比为7:3的比例,将原料按80W-14Ni-6Fe,75W-17.5Ni- 7.5Fe,70W-21Ni-9Fe,65W-24.5Ni- 10.5Fe,60W-28Ni- 12Fe等5种成分配料,在无水乙醇保护下,通过行星球磨机球磨10 h混合均匀。球料质量比为5:1,转速250 r/min。混合料经真空干燥后压制成直径12 mm,高5 mm的圆柱体和标准拉伸试样,压制压力为250 MPa。压坯在氩气保护下在碳矽棒炉中900 ℃预烧 1 h,再放入真空烧结炉,在1 300 ℃保温1 h,随炉冷却,得到W-Ni-Fe合金试样。
1.2 性能检测
用排水法测量W-Ni-Fe合金的密度,计算孔隙率。用10 t万能拉伸试验机测量合金的抗拉强度、抗压强度和伸长率,测量时的应变速率为0.5 mm/min。用Jeol−6360LV型扫描电镜观察合金的微观形貌及拉伸断口形貌,并根据SEM照片,运用Image-Pro Plus软件计算合金孔隙的直径。测量圆柱体试样烧结前和烧结后的高度与直径,计算烧结后的体积收缩率。
2 结果与分析
2.1 微观结构
表1所列为5种不同W含量的W-Ni-Fe合金的孔隙率、平均孔径及收缩率。从表中可以看出,随钨含量增加,钨合金的孔隙率逐渐增大,孔径增大,收缩率逐渐减小。CHASUSSE等[8]的研究表明,钨基合金在固相烧结阶段就能完成大部分的致密化。固相烧结阶段,粉末体的致密化主要是固相扩散。在W-Ni-Fe体系中,Ni与Fe的互溶度大,能形成完全固溶体,W在Ni,Fe中的溶解度大,形成γ-(Ni,Fe,W)基体相。固相烧结的钨合金,由于烧结温度较低,这种化学互扩散能形成固溶体和新相,从而使系统的自由能降低,是致密化的主要因素。在1 300 ℃的烧结温度下,Ni,Fe熔点低且互溶度大,会优先形成固溶体。但随钨含量增加,Ni,Fe粉被大量的W粉分隔开,阻碍Ni,Fe的互扩散,不利于形成均匀的γ-(Ni,Fe,W)基体相,从而抑制致密化过程,所以钨合金的孔隙率逐渐增大,收缩率逐渐减小。
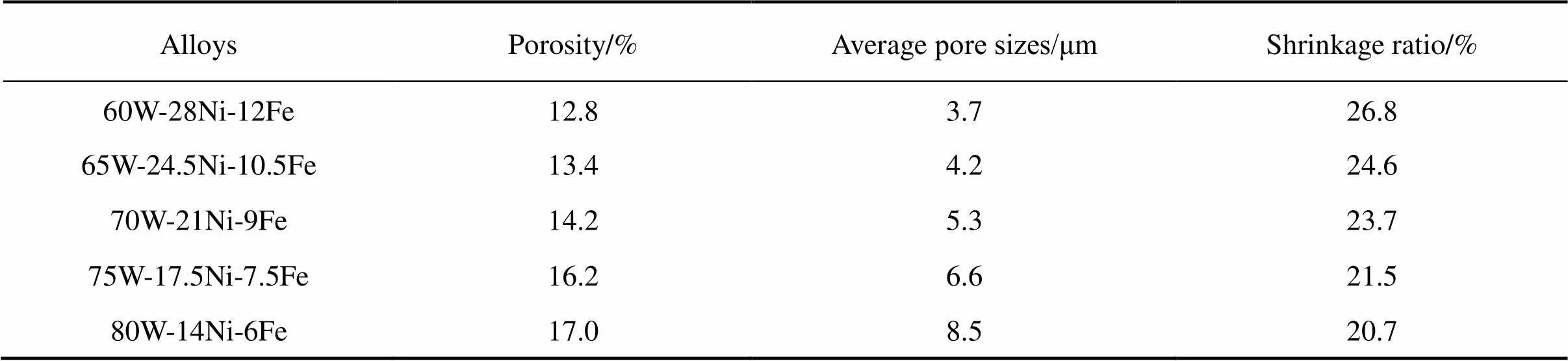
表1 钨合金的孔隙性能
图1所示为钨含量分别为60%,70%和80%的W-Ni-Fe合金的显微组织,从图中可看出,大部分钨颗粒团聚在一起,仅有少量钨颗粒,不存在明显圆整化的钨颗粒。这是因为烧结温度较低,没有出现液相,较难发生颗粒间的相对运动,因此固相烧结后钨颗粒间接触度较大,且分布不均匀,呈颗粒状或块状分布。图1(a)所示60W-28Ni-12Fe合金由于W含量较低,黏结相的体积分数较大,W颗粒被大量黏结相阻隔,因而分布较分散,W颗粒间的连接度很小;且60W-28Ni-12Fe合金中的孔隙数量较少,孔隙形状多为圆孔。当W含量增加到80%时,W颗粒多数聚集在一起形成大的团聚体,孔隙数量明显增多,某些孔隙呈不规则形状。固相烧结过程中,不同元素间通过扩散形成固溶相及新相,新相的形成是合金致密化及孔隙消失的主要驱动力。在固相烧结早期阶段,混合粉末中的Ni、Fe首先相互扩散形成γ-(Ni,Fe)相,随温度升高,部分W向γ-(Ni,Fe)相中扩散,导致粉末间的孔隙开始缩小,最终使合金产生收缩。当W含量较小时,W颗粒均匀分布在黏结相中,向γ-(Ni,Fe)相中的扩散更容易,合金致密化的驱动力较大。因此,较低W含量的W-Ni-Fe合金的孔隙率及孔隙尺寸更小。
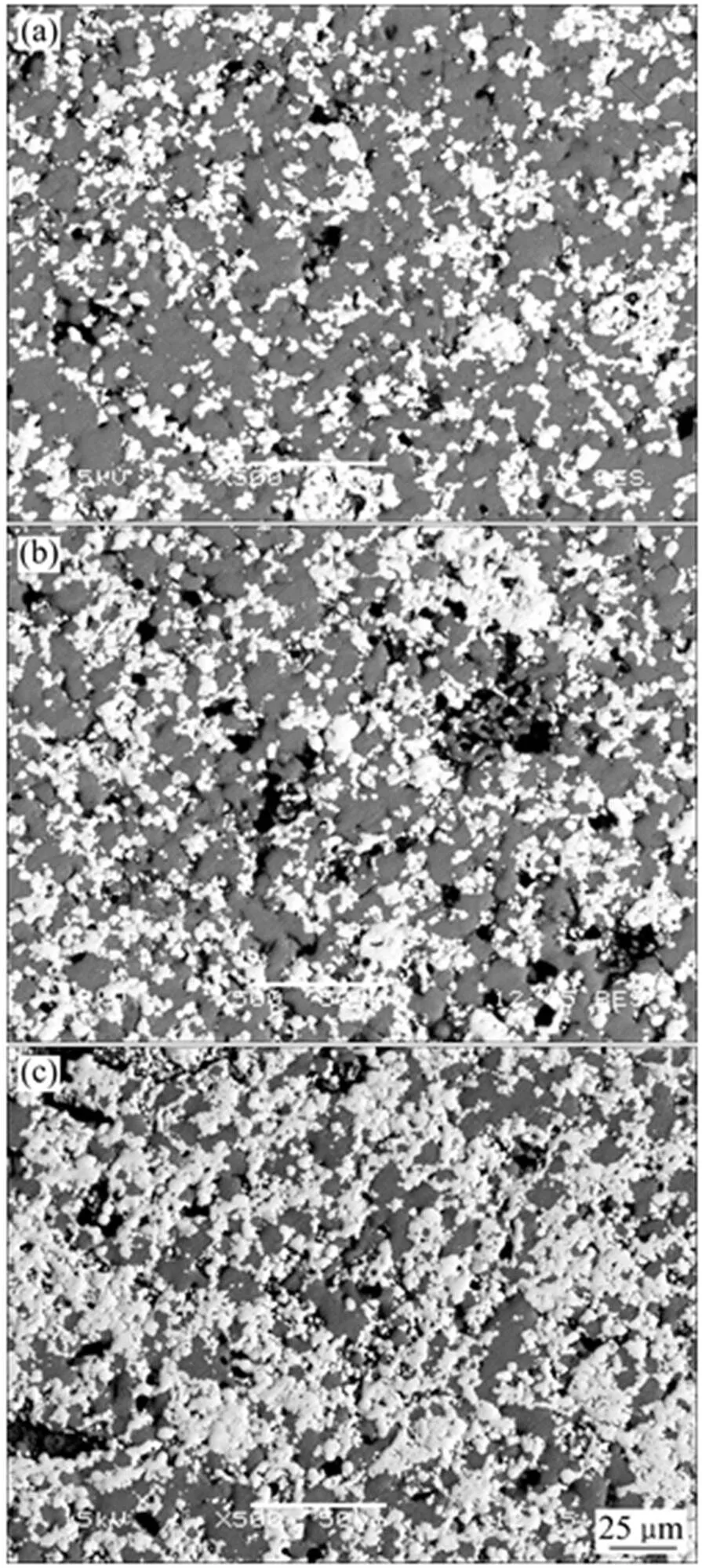
图1 不同钨含量的W-Ni-Fe合金SEM形貌
2.2 力学性能
图2所示是W-Ni-Fe合金的拉伸性能随钨含量的变化关系。从图2可看出,随钨含量增加,合金的抗拉强度下降,伸长率明显减小。60W-28Ni-12Fe的抗拉强度达到260 MPa,伸长率为2.3%;当钨含量大于70%时,抗拉强度有所下降,75W-17.5Ni-7.5Fe的抗拉强度为242 MPa,伸长率为0.8%,而80W-14Ni-6Fe的伸长率接近于零。传统的高致密度钨合金,钨含量为88%~97%,致密度为99%以上,抗拉强度为870~ 1 000 MPa,伸长率为20%~30%[9-12]。本实验采用固相烧结工艺制备的W含量为60%~80%的低钨含量合金的抗拉强度和伸长率均较低,抗拉强度为230~260 MPa,伸长率为0.3%~2.3%,主要原因是大量孔隙的存在,钨合金的延性和强度对孔隙率很敏感[13],孔隙在钨合金中是应力集中的断裂源。GERMAN[14]的研究表明,W-Ni-Fe合金的孔隙率大于1%时,合金的延性急剧下降,伸长率下降到接近于零。从图2可看出,降低钨含量有助于提高固相烧结钨合金的伸长率,随钨含量增加,合金的伸长率减小,但并没降低为零,60W-28Ni-12Fe合金的伸长率为2.3%。从表1看出,钨含量减小,合金的孔隙率减小,并有效减小W-W颗粒间的连接度,而W-W界面结合力最弱,当存在孔隙时,容易产生裂纹并沿着W-W界面生长,使钨合金在较小的应力下发生断裂,所以钨含量为60%的合金,抗拉强度及伸长率都最大。
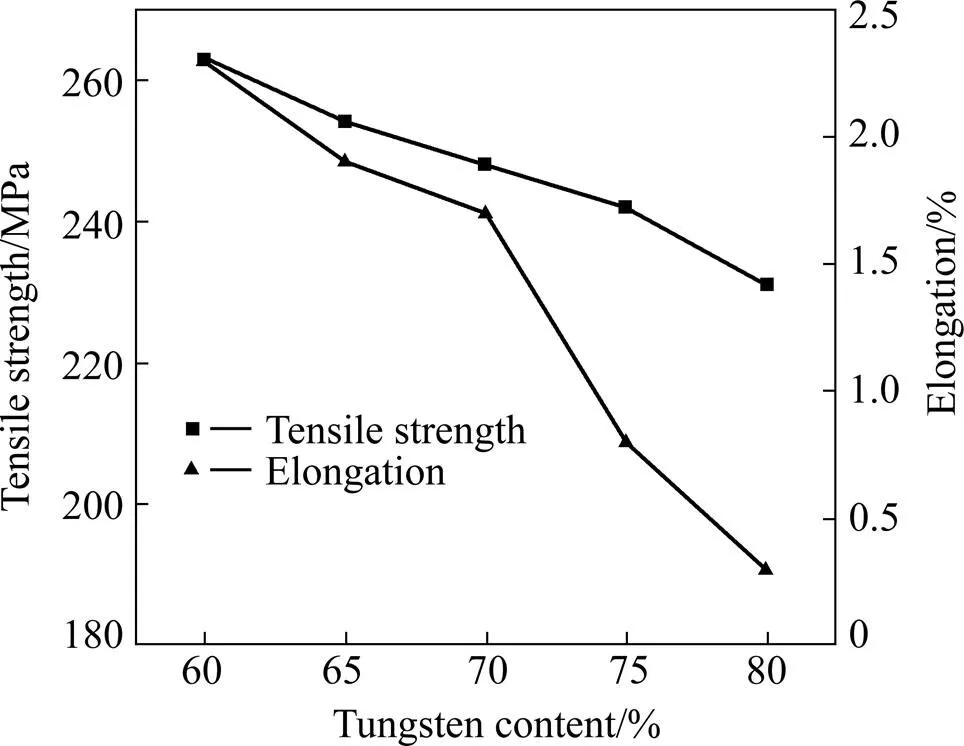
图2 钨合金抗拉强度及伸长率随钨含量的变化关系
图3所示为不同钨含量的钨合金的微观结构,其中白色区域为钨颗粒,灰色区域为黏结相,黑色圆孔为孔隙。从图中可看出60W-28Ni-12Fe的钨颗粒接触度明显小于80W-14Ni-6Fe。HEANEY等[15]的研究表明,当钨含量大于70%时,压坯中所有W颗粒相互接触。当减小钨含量时,黏结相均匀分布在钨颗粒之间,W-W颗粒间的接触减少。在图3(a)可看到,当钨含量为60%时合金中的孔隙更多地会出现在黏结相中,而钨含量增加到80%时孔隙多与钨颗粒接触(见图3(c))。因此,提高黏结相的含量,能降低合金孔隙度,抑制孔隙处裂纹的扩展,从而提高合金的延性。W-W颗粒间的结合力远比黏结相间的结合力小,所以当拉伸应力作用于孔隙时,首先在W-W颗粒间和W-黏结相间出现裂纹,裂纹快速扩展导致合金断裂。而黏结相为γ-(Ni,Fe,W)基体相,该相为软韧相,当孔隙出现在黏结相中时,黏结相可阻碍裂纹和孔隙的扩展,从而提高W-Ni-Fe合金的伸长率。这也说明钨含量较高的W-Ni-Fe合金能够在有大量孔隙存在的情况下,仍具有一定的伸长率。
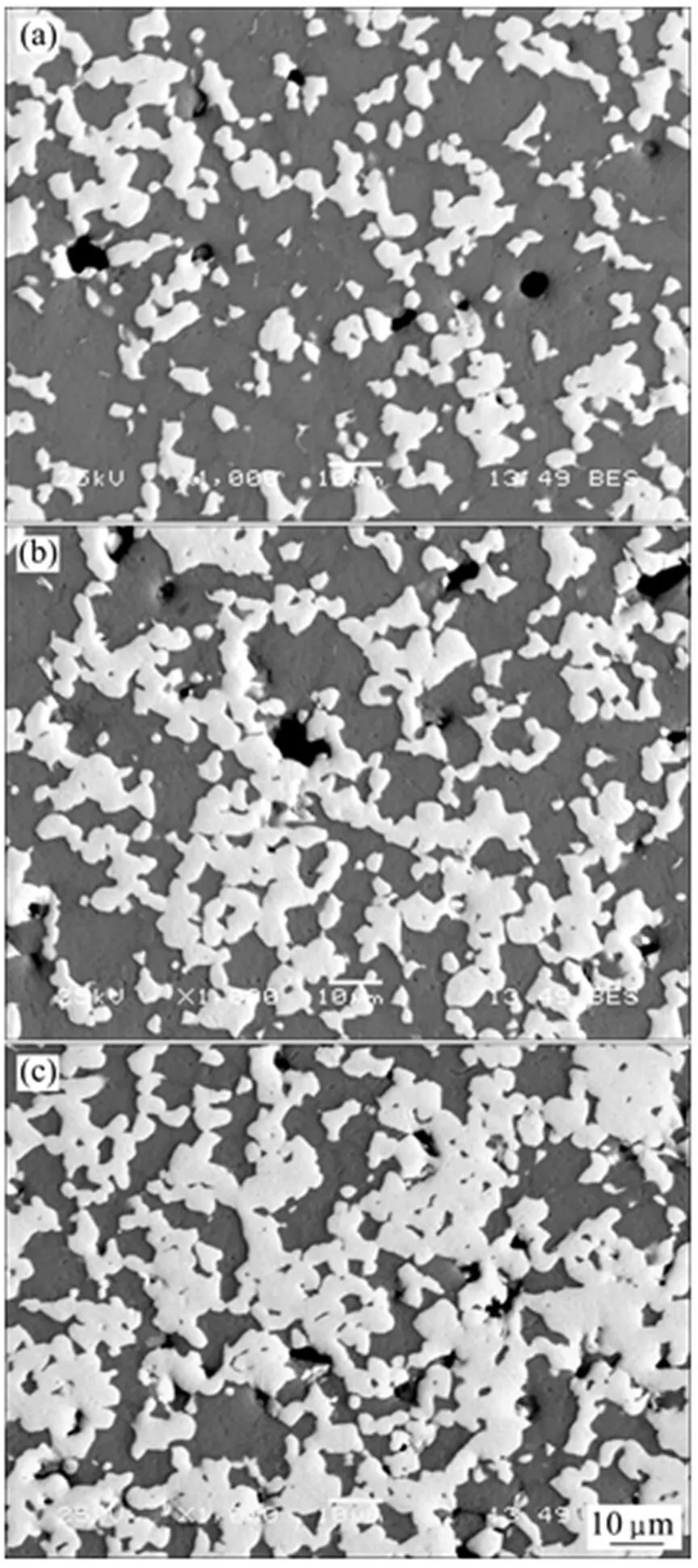
图3 不同钨含量的W-Ni-Fe合金的微观结构
图4所示是W-Ni-Fe合金的抗拉强度与抗压强度随钨含量的变化关系。从图中可看出,合金的抗压强度在2 450~2 550 MPa之间,没有出现明显的变化规律,变化幅度很小。说明孔隙度对钨合金的压缩性能影响不大。这可能是因为在合金受压时孔隙会闭合,不易产生裂纹,已有的裂纹很可能因为受压缩载荷而闭合。与传统的钨合金相比,固相烧结钨合金的抗压强度没有明显下降。钨合金的压拉比(即抗压强度与抗拉强度的比值)为9.45~11.04,能够满足易碎型穿甲弹弹芯材料的使用要求。
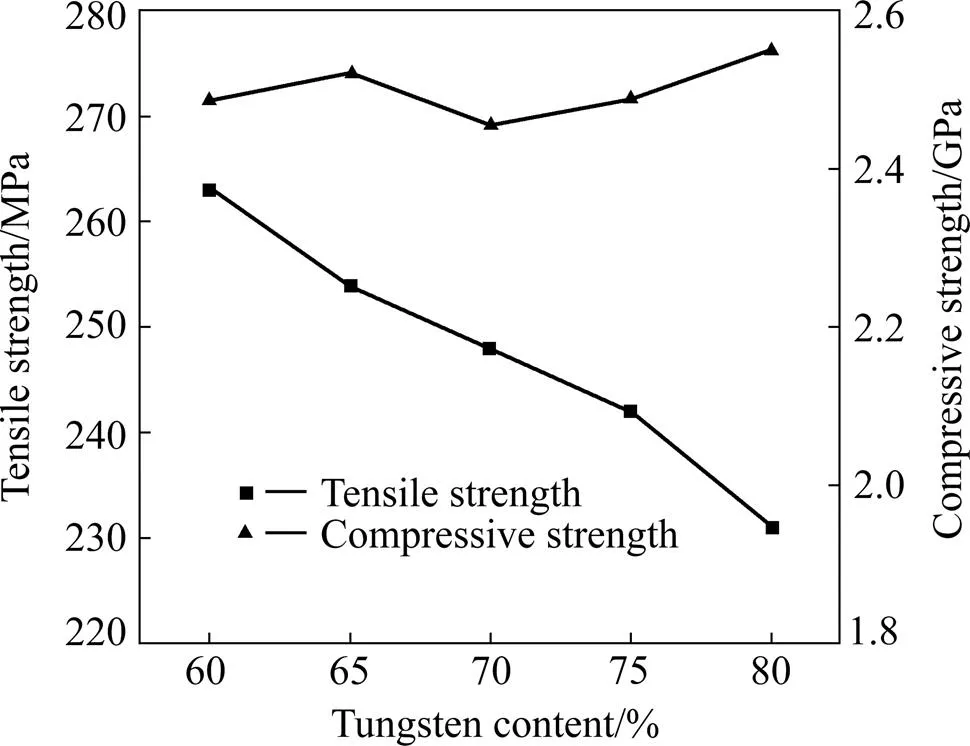
图4 钨合金抗拉强度与抗压强度随钨含量的变化关系
2.3 断口形貌
图5所示为不同钨含量的W-Ni-Fe合金拉伸断口形貌。由于固相烧结温度较低,钨颗粒没有明显的聚集长大现象,图中颗粒状的为钨颗粒,均匀分布在钨颗粒周边的为黏结相,黑色圆孔为孔隙。首先,在图中可看出不同钨含量的钨合金断口表面有大量的孔隙,且断口表面凹凸不平,表现出脆性断裂的特征。对钨合金而言,主要的断裂方式为4种:W颗粒的晶粒解理断裂、W-W颗粒界面分离、W−黏结相界面断裂和黏结相呈韧性撕裂[16]。从图5的断裂方式可看出,固相烧结钨合金的断裂方式与钨含量有关。由于固相烧结的温度低,合金的断裂方式没有出现W颗粒晶粒解理断裂,主要是W−W颗粒界面分离和W−黏结相界面断裂,所以合金的抗拉强度普遍较低。然而, 60W-28Ni-12Fe合金由于钨含量很低,黏结相将钨颗粒分隔开,因而主要出现的是大量的W–黏结相界面断裂的断裂方式。随钨含量增加,70W-21Ni-9Fe合金的断口开始出现一定数量的W−W颗粒界面分离(见图5(b))。80W-14Ni-6Fe合金的断口主要以W–W颗粒界面分离为主。钨合金的伸长率与断口表面的各种断裂途径所占的比例有着对应关系[17]。钨合金的4种断裂方式中,W−W颗粒界面结合力最弱,W−黏结相界面其次,所以当钨含量增加时,W颗粒接触增多,沿W−W界面断裂增多,导致钨合金的力学性能下降,这与前文中测得钨合金伸长率随W含量增加而减小的规律相符。因此,固相烧结制备的多孔钨合金,由于大量孔隙的存在,力学性能显著下降。但通过降低钨含量,提高黏结相的比例能减小W−W颗粒界面分离的断裂方式,使钨合金保持一定的伸长率。
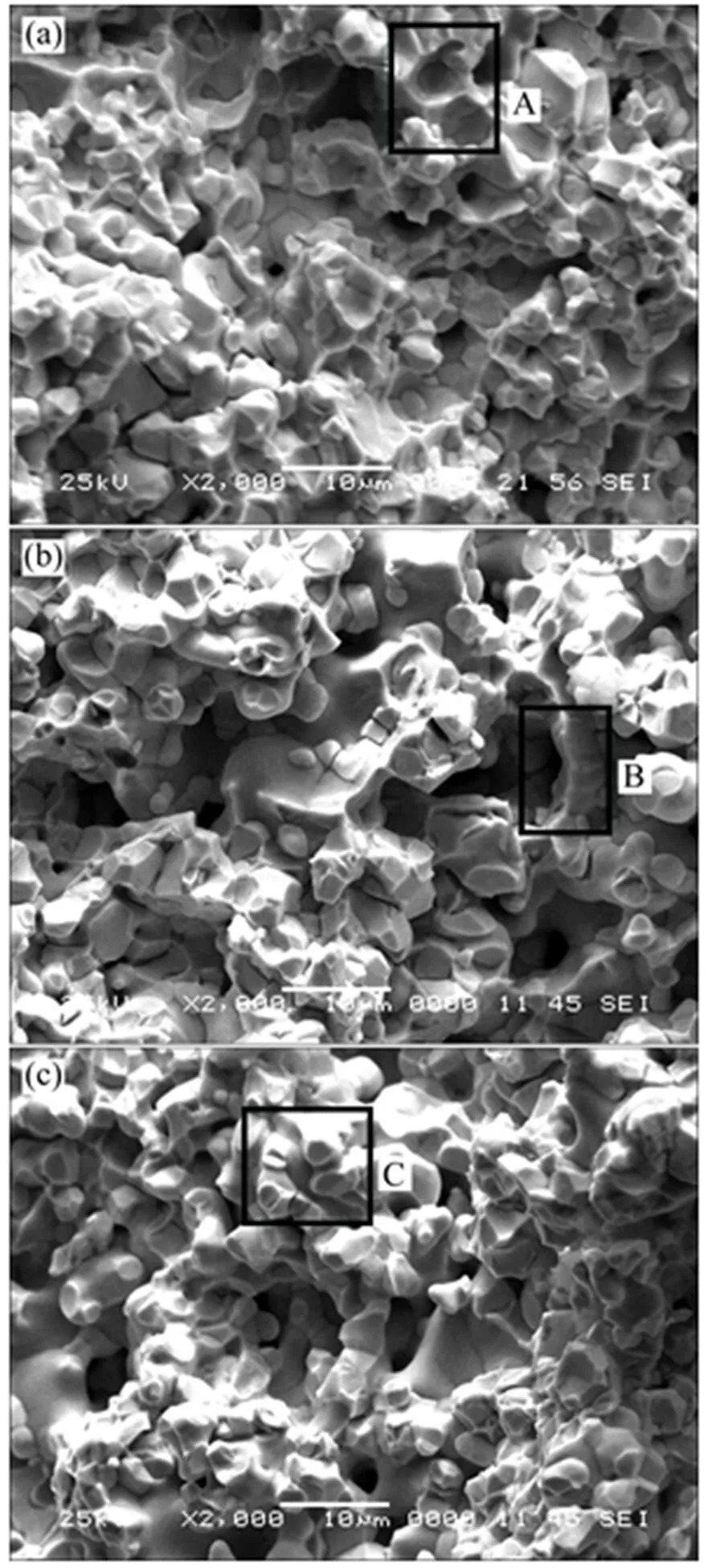
图5 不同钨含量的W-Ni-Fe合金拉伸断口形貌
3 结论
1) 用固相烧结工艺制备的钨含量(质量分数)为60%~80%的低钨含量W-Ni-Fe合金,为多孔结构,随钨含量增加,孔隙度和平均孔径都增大。
2) 低钨含量的W-Ni-Fe合金的抗拉强度较低,其中钨含量为60%~80%的W-Ni-Fe合金,抗拉强度为230~260 MPa,伸长率为0.3%~2.3%,抗压强度为 2 450~2 550 MPa,压拉比为9.45~11.04,适合用作易碎型穿甲弹弹芯材料。
3) 随钨含量增加,合金的抗拉强度下降,伸长率明显减小,70W-21Ni-9Fe合金的伸长率在1.8%以上。合金的断裂方式没有出现W颗粒晶粒解理断裂,主要以W-W颗粒界面分离和W-黏结相界面断裂为主,随钨含量增加,W-黏结相界面断裂占的比例增大。
[1] 赵慕岳, 王伏生, 范景莲. 我国钨基高比重合金的发展现状与展望[J]. 粉末冶金材料科学与工程, 2000, 5(1): 27−32. ZHAO Muyue, WANG Fusheng, FAN Jinglian. Review on the development and prospect of tungsten heavy alloy in China[J]. Materials Science and Engineering of Powder Metallurgy, 2000, 5(1): 27−32.
[2] 杜忠华, 沈培辉, 赵国志. 钨合金易碎材料动态穿甲特性试验研究[J]. 弹道学报, 2006, 18(4): 52−54. DU Zhonghua, SHEN Peihui, ZHAO Guozhi. An experimental study on dynamic penetration performance of fragile tungsten alloy projectile[J]. Journal of Ballistics, 2006, 18(4): 52−54.
[3] 张存信, 秦丽柏, 米文宇, 等. 我国穿甲弹用钨合金研究的最新进展与展望[J]. 粉末冶金材料科学与工程, 2006, 11(3): 130−131. ZHANG Cunxin, QIN Libai, MI Wenyu, et al. Recent research progress and prospect of armour-piercing projectile in China[J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(3): 130−131.
[4] HUGH E. Reactive fragment. United States Patent: 3961576[P]. 1976−06−25.
[5] Gurwell W E. A review of embrittlement mechanisms in tungsten heavy alloys[C]// European Powder Metallurgy Association. Annual Powder Metallurgy Conference and Exhibition. Boston, USA: Metal Powder Industries Federation, 1986: 569−588.
[6] 王星, 李树奎, 王迎春, 等. 添加A12O3对95W-Ni-Fe合金微观组织与力学性能的影响[J]. 南京大学学报:自然科学, 1993, 45(2): 305−308. WANG Xing, LI Shukui, WANG Yingchun, et al. Effect of Al2O3on the microstructure and mechanical properties of tungsten alloys[J]. Journal of Nanjing University: Natural Sciences 1993, 45(2): 305−308.
[7] 袁慎坡, 李树奎, 宋修纲, 等. 一种W-Ni-Al-Fe系易碎钨合金材料的研究[J]. 材料工程, 2007(9): 26−29. YUAN Shenpo, LI Shukui, SONG Xiugang, et al. Fragile tungsten alloys made of W-Ni-Al-Fe[J]. Journal of Materials Engineering, 2007(9): 26−29.
[8] CHAUSSE C, NARDOU F. Solid phase diffusion of W in liquid phase sintering[C]// European Powder Metallurgy Association. Proceedings of 1994 Powder Metallurgy World Congress. Paris: France Powder Metallurgy Institute, 1994: 1545−1548.
[9] Humail I S, Akhtar F, Askari S J, et al. Tensile behavior change depending on the varying tungsten content of W-Ni-Fe alloys[J]. International Journal Refractory Metals and Hard Materials, 2007, 25(3): 380−385.
[10] CaliSkan N K. Swaging of liquid phase sintered 90W-7Ni-3Fe tungsten heavy alloys[J]. International Journal Refractory Metals and Hard Materials, 2013, 36(4): 260−264.
[11] Gong X, Fan J L, Ding F. Effect of tungsten content on microstructure and quasi-static tensile fracture characteristics of rapidly hot-extruded W-Ni-Fe alloys[J]. International Journal Refractory Metals and Hard Materials, 2012, 30: 71−77.
[12] Suri P, German R M, de Souza J P. Influence of mixing and effect of agglomerates on the green and sintered properties of 97W-2.1Ni-0.9Fe heavy alloys[J]. International Journal Refractory Metals and Hard Materials, 2009, 27: 683−687.
[13] FAROOQ S, KEMP P B, GERMAN R M. Effect of initial oxygen content and sintering atmosphere dew point on the properties of tungsten based heavy alloys [J]. International Journal Refractory Metals and Hard Materials, 1989, 9(6): 236−243.
[14] German R M. Microstructure limitations of high tungsten content heavy alloys[J]. Journal of Metal, 1985, 37(8): 36−39.
[15] Heaney D F, German R M, Ahn I S. The gravity effect on critical volume fraction liquid phase sintering[C]// Advances in Powder Metallurgy. New Jersy: Plenum Press 1993, 2:169−179.
[16] German R M, Churn K. Sintering atmosphere effects on the ductility of W-Ni-Fe heavy metals[J]. Metall Trans A, 1984, 15: 747−754.
[17] 黄继华, 赖和怡, 周国安. 高比重钨合金的微观结构和性能的研究[J]. 粉末冶金技术, 1992, 10(1): 63−68. HUANG Jihua, LAI Heyi, ZHOU Guoan. The relationship between microstructure and performance of tungsten heavy alloy[J]. P/M Technology, 1992, 10(1): 63−68.
(编辑 汤金芝)
Microstructure and mechanical property of W-Ni-Fe alloys with lower tungsten content fabricated by solid state sintering
Xu Huan, Cao Shunhua, Chen Binghuang, Xiao Bin, Li Shikang
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
W-Ni-Fe alloys with low tungsten content (60%−80%, mass fraction) were prepared by solid state sintering. The mechanical properties including tensile strength, compression strength and elongation of the sample were tested. The microstructure and fracture morphology were investigated by scanning electron microscopy (SEM). The effects of tungsten content on mechanical properties and microstructure of W-Ni-Fe alloys after solid state sintering were also studied. The results show that, with decreasing tungsten content, the porosity and average pore size of alloys decrease, tensile strength increases, elongation increases significantly, and compression strength changes a little. The W-Ni-Fe alloys with tungsten content in the range of 60%−80% have porosity of 17.8%−21.4%, tensile strength of 231−262 MPa, compressive strength of 2 450−2 550MPa, elongation of 0.3%−2.3%, and the proportion of compressive strength and tensile strength of 9.45−11.04, which all meet the requirements of the fragile armour-piercing projectile.
tungsten heavy alloy; low tungsten content; solid state sintering; mechanical propertiy; fracture morphology
TF125
A
1673−0224(2016)03−383−06
2014−12−04;
2015−05−28
曹顺华,教授,硕士。电话:0731-88830724;E-mail: shuacao@163.com
