基于 pLC和变频器的C650卧式车床主轴电机多段速系统设计*
2016-02-24乔东凯
乔东凯,陈 军
(广东石油化工学院 机电工程学院,广东 茂名 525000)
基于 pLC和变频器的C650卧式车床主轴电机多段速系统设计*
乔东凯,陈军
(广东石油化工学院 机电工程学院,广东 茂名525000)
摘要:阐述了C650卧式车床主轴转速控制的现状和缺点,并介绍了采用可编程控制器和变频器对C650卧式车床的主轴进行转速控制的具体方法,从而实现了对主轴多段调速的目的。实践证明该方法经济实效,对其它类型的机床电气改造具有借鉴和指导意义。
关键词:可编程控制器;变频器;车床;主轴多段速
0引言
C650车床广泛应用于旋转工件的车削加工,可以加工内、外圆、圆锥面、端面、镗孔、割槽、钻孔、滚花,亦能车削常用的公制和英制螺纹[1],对于不同的加工工艺,需要主轴电动机输出不同的转速。C650车床主轴转速的多段性,是通过几个不同的齿轮之间的啮合来实现的[2]。一直以来,C650卧式车床的主轴转速的选择都是通过转动手柄到不同的刻度上来改变的,要改变主轴转速时,必须在主轴停止的情况下[3-4]。速度转换时要转动手柄,操作起来非常不便。有时候需要频繁地更换其主轴转速,加快了齿轮之间的磨损,导致转速达不到要求。此外,齿轮在运转时,会出现噪声大,启动、传动时不平稳,换速时冲击大等问题[5-6]。为了延长机器使用年限和方便操作人员使用,同时考虑到经济因素,对C650车床进行小型化改造具有重要意义,同时该方法对其它机床类设备的电气改造具有借鉴和指导意义。
通过调节变频器的参数使不同输出端口具有不同频率信号,再将pLC的输出端口接至对应信号的输出端口上来实现主轴多段调速控制的目的。
1调速改造方案
未改造前,主轴调速是通过齿轮减速箱中不同齿轮之间的啮合,即齿数少的齿轮来带动齿数多的齿轮来达到减速的目的。机床改造后,用pLC、变频器和三相异步电机来代替整个减速箱,实现主轴电机的有级调速。
(1)调速原理
三相异步电机的转速:
n=(1-s)60f/p
(1)
式(1)中:
n—三相异步电动机转速;
f—频率;
s—转差率。
通过公式(1)可知,改变变频器的频率就可以达到调节电机速度的效果,且变频器频率f可以在0~400Hz的范围内变化,对于变频电动机转速调节范围非常宽[7-8],普通三相异步电动机因为结构和制造的原因其频率调节范围会小一些。
(2)pLC及变频器的选择
根据C650卧式车床主轴所采用的电机的型号和变频器控制电机的特点,并考虑到经济性,pLC选择AB Micro 830 2080-LC30-24QWB,其输入点14个,输出点为10个。为使电机能有多种速度,选择有4个数字量输入端口和8种预设置速度的power Flex 40变频器。
(3)pLC与变频器的连接设置
如图1所示,pLC的输出端口DO_01、DO_02、DO_03、DO_05、DO_06、DO _07分别接变频器端口01、02、03、05、06、07端口。为了防止输出端子公共端流过过大电流,将pLC的COM0~COM3接在一起。
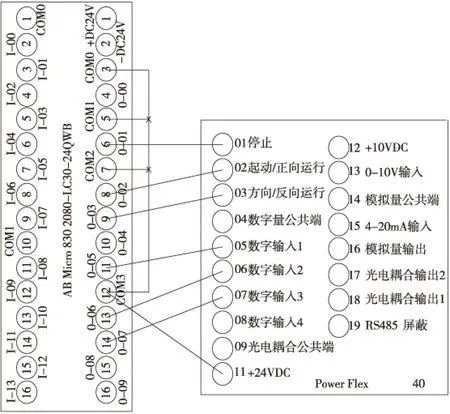
图1 pLC与变频器的接线图
(4)电机的多段速控制
式中:γsr为系统对外散热损失比例,取0.5%;Qp为给水泵加入系统的能量,kJ/h;hBFP,in、hBFP,out分别为给水泵进、出口给水的焓,kJ/kg。
三相异步电机采用三线制控制,需要将变频器的启动源[p036]的参数设置为1,其正转、反转和停止分别通过变频器的端口02、03和01来实现的。因为变频器的预置频率参数只有8个,只需要使用三个数字量输入端口,如表1所示。

表1 多段速的频率参数与对应端子
对于电机的多段速的控制,需要将变频器的p038[速度基准值]参数设置为4,A501、A502和A503数字量输入参数设置为4,由变频器的端口05、06和07来实现,并由变频器的预先设置频率参数A070~A077来保存8个多段速频率值。要设置的变频器参数如表2所示。
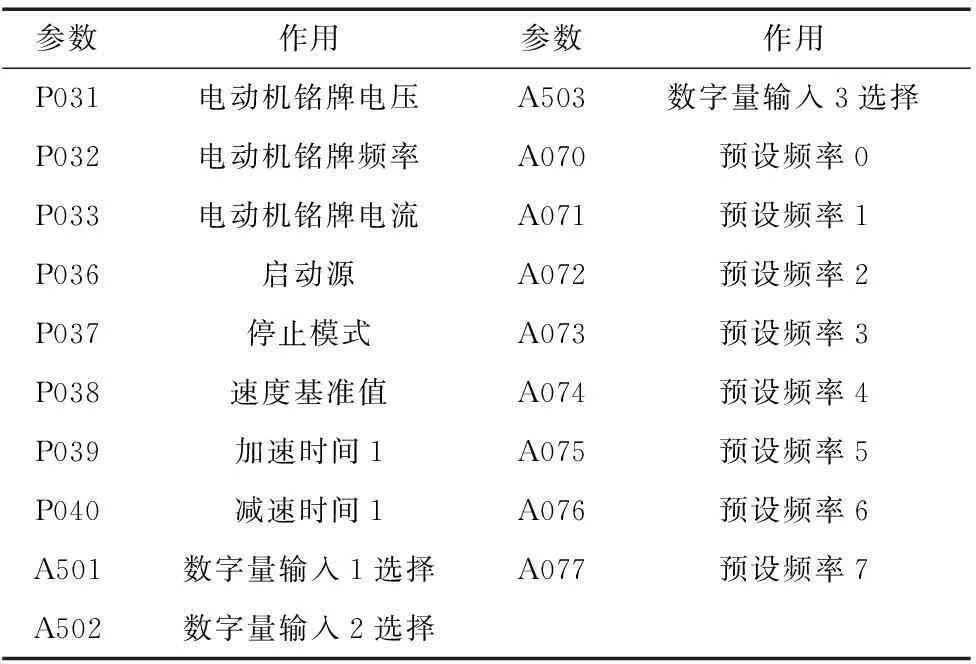
表2 变频器参数设置
通过pLC的按钮DI_00、DI_01、DI_02分别来控制电动机的正传、反转和停止,将pLC的输出端口DO_01、DO_02、DO_03、DO_05、DO_06、DO _07分别接变频器端口01、02、03、05、06、07端口。另外,将COM口接在11端口,提供+24V电源。正转和反转只有在变频器接通电源后才能进行;变频器只有正反转都不工作的时候才能切断电源。
电机正转的不同频率控制程序如图2所示。

图2 电机正转的不同频率控制
图2中,当m1~m8中任一个频率信号有效,并且按下正转信号按钮时,电动机正转。当按下停止按钮时,电机停止运行。当电动机正在反转时,不能正转。
电机反转的不同频率控制程序如图3所示。

图3 电机反转的不同频率控制
图3中,当m1~m8中任一个频率信号有效,并且按下反转信号按钮时,电动机反转。当按下停止按钮时,电机停止运行。当电动机正转时,不能反转。
电机正转、反转和停止控制程序如图4所示。
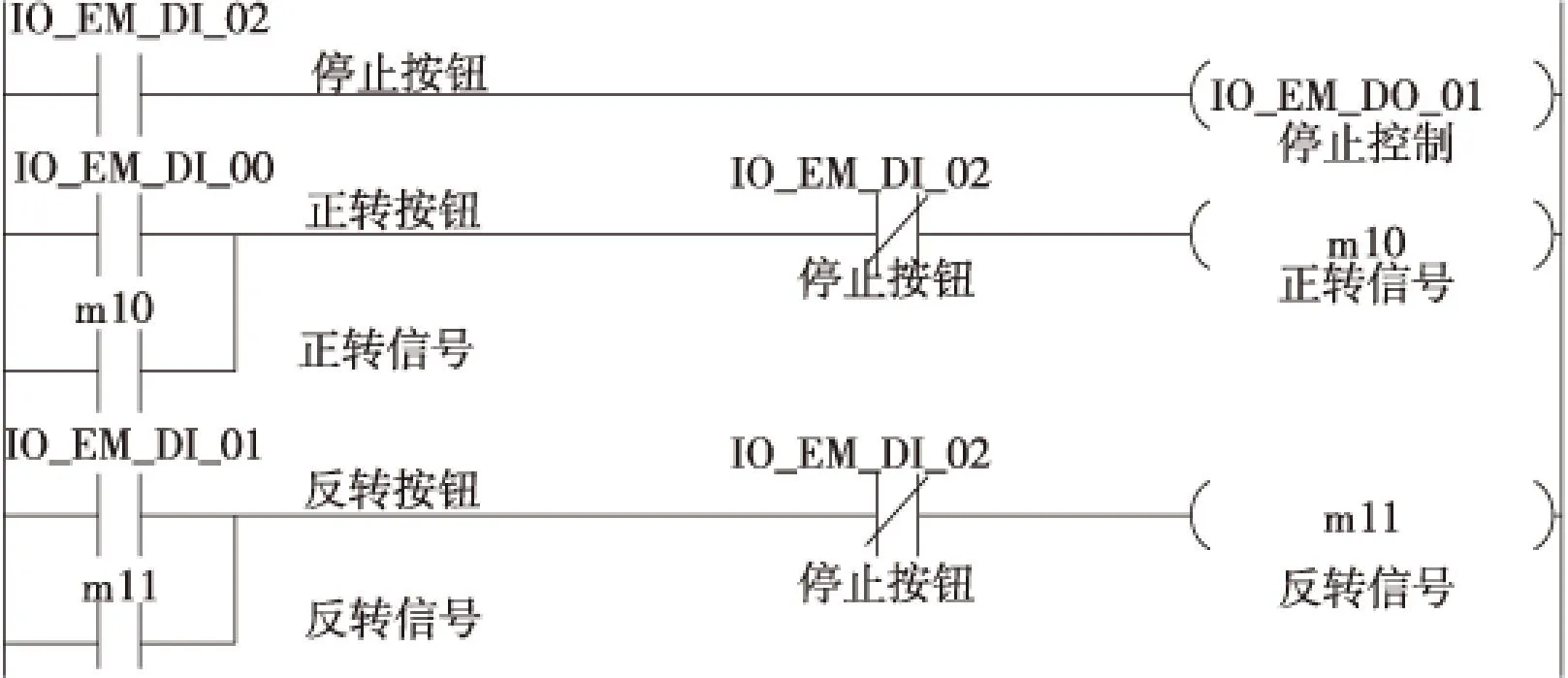
图4 电机的正转、反转和停止控制
图4中,当按下停止按钮时,电动机停止,并使正转信号m10和反转信号m11复位;当按下正转按钮时,发送出一个正转信号m10,m10常开触点闭合并且形成自锁回路;当按下反转按钮时,发送出一个反转信号m11,m11常开触点闭合且形成自锁回路。
电机频率的选择控制程序如图5所示。图5中,当按下频率选择按钮IO_EM_DI_03~IO_EM_DI_13,相应的频率信号m1~m8通电并自锁。当按下停止按钮时,频率信号m1~m8信都将复位。
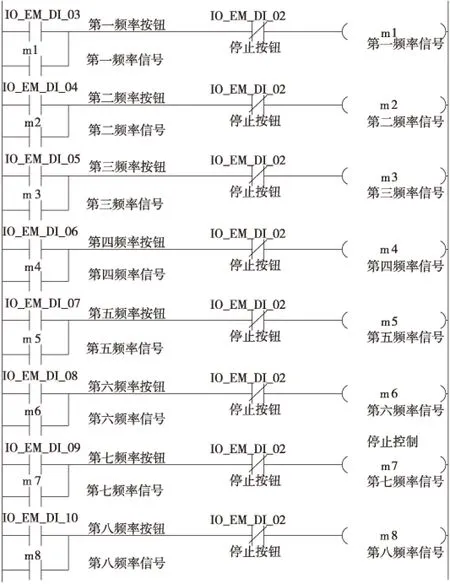
图5 电机频率的选择
电机第七、第八频率选择控制程序如图6所示。

图6 电机第七、第八频率选择
如图6所示,并结合表1所示,当第二、第四、第六和第八频率接通时,变频器端口5有输出;当第三、第四、第七和第八频率接通时,变频器端口6有输出;当第五、第六、第七和第八频率接通时,变频器端口7有输出。
2结束语
针对C650车床以前采用的通过转动手柄来调速的手工操作方式,该方法自动化程度低,齿轮传动副磨损大,设备经常出现故障,工作效率较低,为了提高效率,该设备的电气化多段速控制改造势在必行。针对原系统的不足之处,本设计从电气控制方案、元器件选型及机加工系统现场环境等诸多不利因素综合考虑,对C650车床的主轴多段速进行了电气化改造,经改造后的该设备控制电路简单,稳定性和可靠性也大大增强,实操非常方便,变频调速拥有节能、容易实现对现有电动机的调速控制、可以实现大范围的高效连续调速控制[9-10]。设备改造后至今从未出现过故障,工作效率为100﹪,系统工作的稳定性、安全性和可靠性得到了保证,受到了行业人员的一致好评。
[参考文献]
[1] 陈山.变频器基础及使用教程[M].北京:化学工业出版社,2011.
[2] 付涛,王大镇,弓清忠,等. 基于改进型 Bp 神经网络和NSGA-Ⅱ遗传算法的机械零件多目标优化[J].组合机床与自动化加工技术, 2013(9):39-41.
[3] 方祖元,张江陵,倪装铭,等. 高精度主轴稳速电路[J].微特电机,1993 (6):29-31.
[4] 陈小安,康辉民,合烨,等. 无速度传感器矢量控制下高速电主轴动态性能分析[J]. 机械工 程学报,2010,46(7):96-101.
[5] 贾晓鸣. 车削阶梯形零件的切削速度选择[J].机械设计与制造,1992(3):42-43,46.
[6] 陈伟,李永利,周超英. 基于模糊自适应pID控制的机床主轴交流调速系统的研究[J].制造技术与机床,2005(12):96-100.
[7] 赵国勇,郑光明,刘晨希. 基于四次多项式的数控加工运动处理算法研究[J].组合机床与自动化加工技术, 2014(2):13-15.
[8] 刘涛,陈明. 基于人机工程学的数控机床设计与分析[J]. 组合机床与自动化加工技术, 2014(11):49-52.
[9] 乔东凯,黄崇林. pLC在C650卧式车床电气控制线路改造中应用[J].装备制造技术, 2008(1):62-63.
[10] 吴晓,堵俊,羌予践. 机床主轴定位速度控制的研究[J]. 机床与液压,2008,36(7):317-319.
(编辑李秀敏)本刊欢迎订阅!
欢迎在线投稿!
欢迎刊登广告!
http:∥www.zhjcz.com.cn
The Multi-speed System Design of C650 Horizontal Lathe Spindle Motor Based on pLC and Inverter
QIAO Dong-kai ,CHEN Jun
(College of Electromechanical Engineering,Guangdong University of petrochemical Technology, Maoming Guangdong 525000,China)
Abstract:This paper elaborates the current situation shortcomings of spindle speed control of C650 horizontal lathe , and describes the specific methods, adopting pLC and inverter, to control spindle speed of C650 horizontal lathe, in order to achieve the purpose of multi-speed of spindle.
Key words:pLC; inverter; lathe;multi-speed of spindle
中图分类号:TH122;TG65
文献标识码:A
作者简介:乔东凯(1974—),男,安徽安庆人,广东石油化工学院副教授,博士研究生,研究方向为机械制造及其自动化,(E-mail)qiaodongkai@163.com。
*基金项目:广东省茂名市科技计划重点资助项目(512060)
收稿日期:2015-01-27;修回日期:2015-03-09
文章编号:1001-2265(2016)01-0098-03
DOI:10.13462/j.cnki.mmtamt.2016.01.027