阻燃浸渍处理工艺对桉木单板载药率的影响研究
2016-02-18陈志林
陈志林,胡 拉
阻燃浸渍处理工艺对桉木单板载药率的影响研究
陈志林,胡 拉
(中国林业科学研究院木材工业研究所,北京 100091)
本文研究了桉木单板阻燃浸渍处理过程中单板厚度、单板含水率及浸渍条件等因素对载药率的影响。结果表明:处理液浓度、浸渍时间和处理液温度与单板载药率呈显著正相关性;随着单板厚度和含水率的增加,单板载药率呈减小趋势;正交试验优选出的最佳浸渍工艺条件为处理液浓度30%、浸渍时间12 h、处理液温度70℃,且处理液浓度对单板载药率的影响最大。综合考虑,建议在实际生产中通过改变处理液浓度来调整单板载药率。
桉木单板;载药率;浸渍条件;处理液浓度
进入21世纪以来,桉树()人工林成为我国胶合板生产的重要原料之一[1-3]。随着市场竞争的加剧及产品使用需求的提高,阻燃胶合板等功能型产品成为提高产品附加值、提升行业竞争力和促进产业转型升级的重要途径之一[4]。因此,桉木阻燃胶合板的开发和应用,不仅能丰富阻燃胶合板的原料,还有利于提升桉木胶合板产业的竞争力[5]。现有研究表明,利用常规胶合板生产工艺可制备物理力学性能符合国家标准要求、阻燃性能优良的阻燃桉木胶合板[5-6]。阻燃桉木胶合板的静曲强度、弹性模量以及阻燃性能均优于阻燃杨木胶合板[7]。然而,目前关于桉木阻燃胶合板生产工艺优化的报道很少,仅对桉木胶合板用FR-2型阻燃剂进行了筛选[8]。
单板浸渍处理的阻燃方式,虽然增加了单板处理及二次干燥工序,但阻燃效果好,处理工艺也较为简单,是目前国内市场中阻燃胶合板生产中常用的阻燃处理方式。载药率是衡量单板浸渍效果的重要指标,受到单板性质及浸渍工艺等因素的影响[9]。桉木单板由于密度较大、抽提物含量较多,因而对阻燃处理液的渗透性较差。本文研究了预处理温度、处理液浓度、处理液温度、浸渍时间、单板厚度和单板含水率等因素对单板载药率的影响,为阻燃桉木胶合板生产中的单板浸渍处理工艺提供参考。
1 材料与方法
1.1 试验材料
尾巨桉(×)单板,含水率8% ~ 12%,由广西上思华夏丰林木业有限公司提供;PNB-1阻燃剂,由磷酸二氢铵(MAP)、磷酸氢二铵(DAP)及硼酸复配而成,试验室配制。
1.2 试验方法
1.2.1 单因素试验
将桉木单板(厚度2.31 mm)裁剪成50 mm × 50 mm规格幅面,气干1周。依据表1的各组处理条件分别进行单因素试验。根据试验要求对部分单板进行热水预处理,处理后单板气干1周。利用阻燃剂PNB-1进行浸渍处理,试验过程中将浸渍箱置于恒温水浴槽中调整至处理液温度。浸渍时将单板分别垂直置于溶液中浸渍,每组条件处理10张单板。浸渍结束后气干24 h,用烘箱于103℃烘至绝干。依据以下公式(1)分别计算单板载药率。
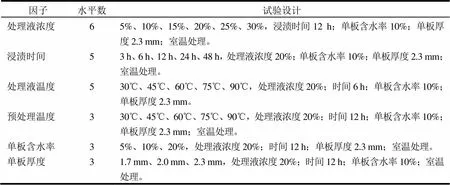
表1 单板浸渍处理试验设计

式中:
——单板载药率,%;
1——浸渍前单板质量,g;
2——处理后单板质量,g;
1——浸渍前单板含水率,%;
2——处理后单板含水率,%。
1.2.2 正交试验
将桉木单板(厚度2.31 mm)裁剪成200 mm × 200 mm规格幅面,气干1周。根据单因素试验结果的分析选取处理液浓度、浸渍时间和处理液温度3个重要因子,每个因子选择3个水平(表2),选用L9(34)正交表进行正交试验。利用阻燃剂PNB-1进行浸渍处理,试验过程中将浸渍箱置于恒温水浴槽中调整处理液温度。浸渍时将单板分别垂直置于溶液中浸渍,每组条件处理5张单板。浸渍结束后气干1周,分别计算单板载药率。
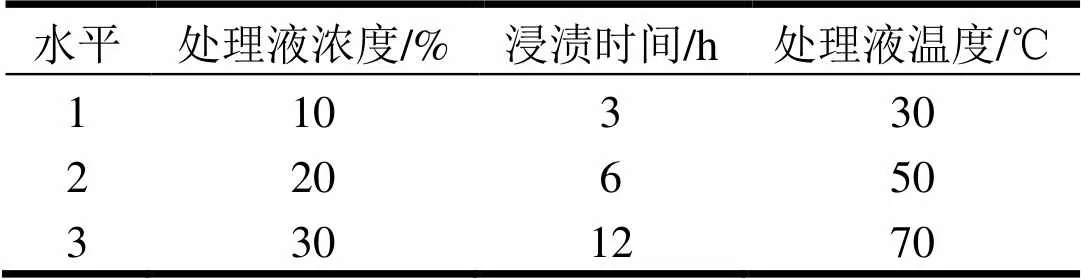
表2 浸渍处理的因子水平表
2 结果与分析
2.1 浸渍工艺对单板载药率的影响
单因素试验结果表明(图1),随着处理液浓度、浸渍时间和处理液温度的增加,单板载药率明显增大;而随着单板厚度和含水率的增加,单板载药率呈减小趋势;预处理温度高低对单板载药率没有表现出显著的影响。为了改善桉木单板的渗透性,提高单板载药率,应重点控制处理液浓度、浸渍时间和处理液温度3个因素。其中处理液温度对单板载药率的作用尤为明显,当处理液温度在60~ 75℃时,平均载药率能达到12%左右。而温度升至90℃时,单板载药率超过了18%。
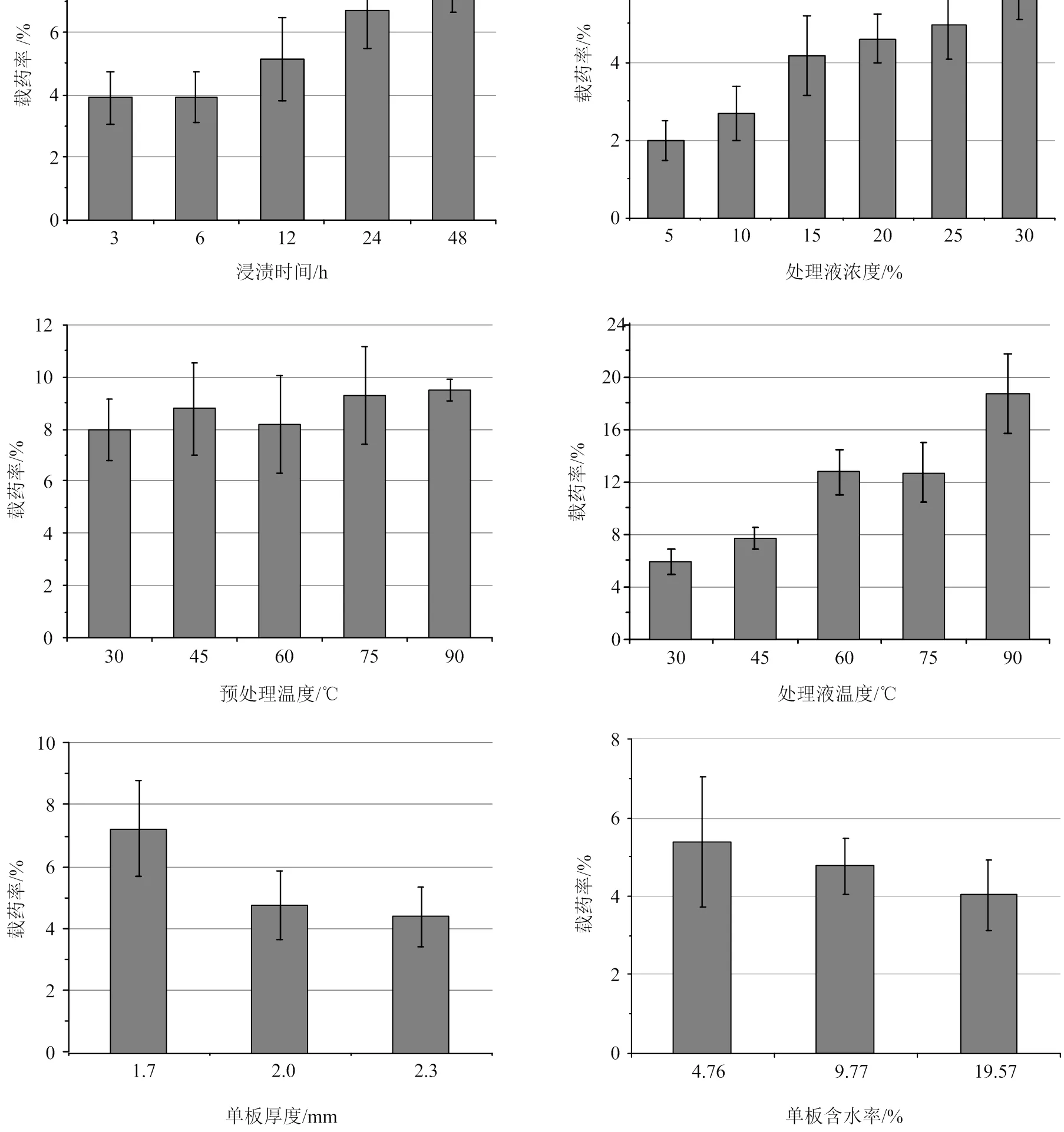
图1 不同浸渍工艺条件对单板载药率的影响
2.2 重要工艺因子影响显著性比较
根据正交试验所得数据,进行直观分析(表3)。由极差大小可知,因子影响单板载药率的主次顺序为处理液浓度>处理液温度>浸渍时间。由k值可选出最优方案为处理液浓度30%、浸渍时间12 h、处理液温度70℃。该组条件下单板载药率最高,达到13.47%。
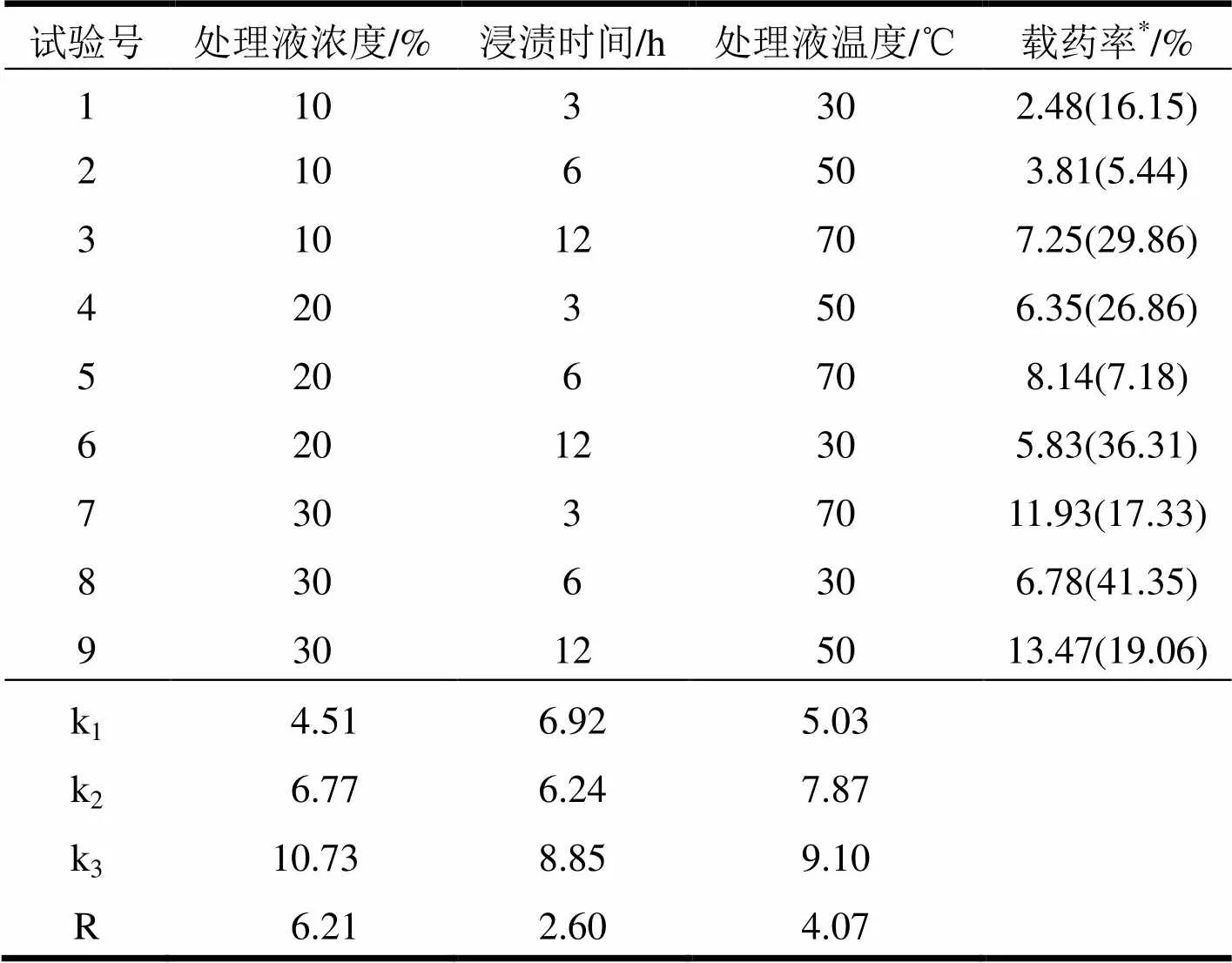
表3 正交试验直观分析
*注:括号内数据为变异系数。
进一步对数据进行方差分析(表4)可知,处理液浓度对单板载药率有显著影响(<0.05),处理液浓度和处理液温度对单板载药率均有显著影响(<0.01);浸渍时间对单板载药率无显著影响。表明在试验中的水平范围内,影响单板载药率的因子主次顺序为处理液浓度>处理液温度>浸渍时间,这与极差分析结果一致。试验中发现,温度在70℃时,处理液中有刺激性气体溢出,推测为磷酸铵盐在较高温度下分解产生的氨气。后续进一步试验发现,当PNB-1溶液温度升至约60℃时,开始有刺激性气体产生,因此建议处理液温度不宜超过60℃。
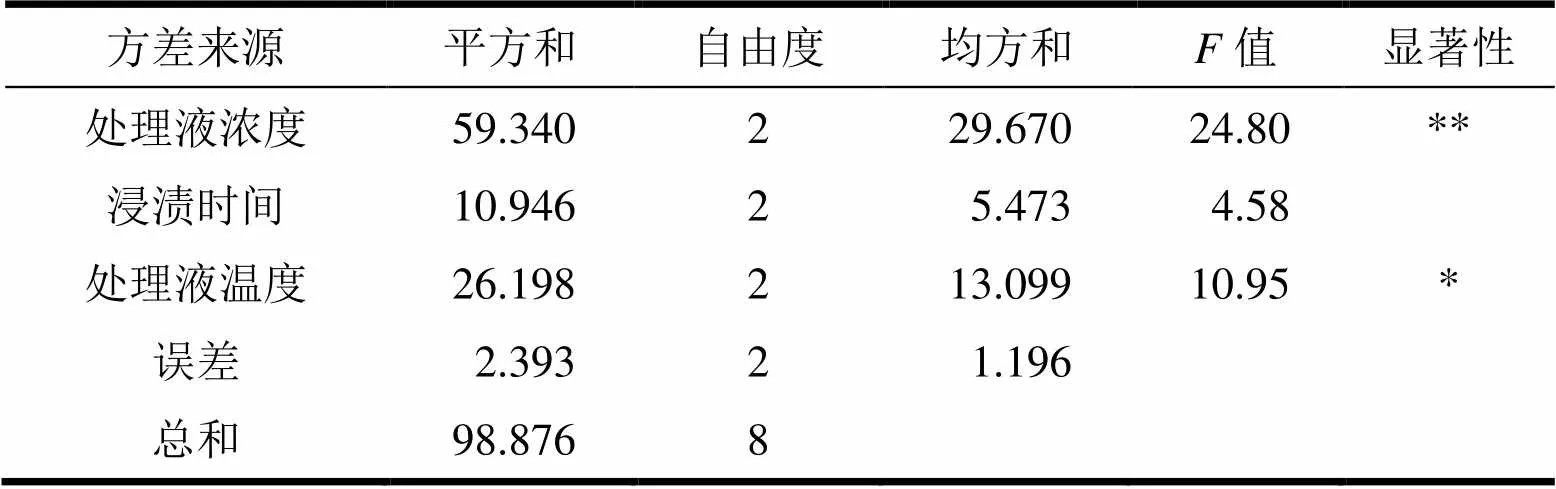
表4 正交试验方差分析
注:0.05(2,2)=19.00,0.10(2,2)=9.00。
3 小结与讨论
在纤维饱和点以内,单板含水率的增加会延缓桉木单板对阻燃剂的吸收,但影响较小,在实际生产中可以不予重点考虑。另外,对单板进行预处理可将单板载药率由室温下的4% ~ 6%提高至8% ~ 10%。然而,预处理温度的升高并不能明显增加单板载药率,表明热水预处理对单板吸收阻燃剂的促进作用有限,同时此方法实际操作时较为复杂,因此不建议用于改善桉木单板的渗透性。
处理液浓度、浸渍时间和处理液温度与单板载药率均呈显著正相关性,这与阻燃浸渍处理杨木单板的研究结果一致[9]。为了提高桉木单板载药率,应该重点控制这3个因素。正交试验中,因子影响单板载药率的主次顺序为处理液浓度>处理液温度>浸渍时间。处理液温度过高时会释放氨气,因此实际生产中以60℃为宜。浸渍时间在温度超过30℃时对单板载药率无显著影响,考虑生产效率,建议选定为3 h。处理液浓度是影响单板载药率的最重要因子,同时也容易调整,在实际生产过程中可用来控制单板载药率。
[1] 陈天全,毛秋芳,揭昌亮,等.我国胶合板发展情况与产量统计刍议[J].中国人造板,2013,20(8):5‒8.
[2] 余养伦,任丁华,周月,等.尾叶桉单板胶合性能的初步研究[J].林产工业,2006,33(4):20‒23.
[3] 姚利宏,王喜明,费本华,等.胶合工艺对桉/杨Ⅰ类胶合板胶合强度的影响[J].木材工业,2008,22(6):34‒36.
[4] 吴盛富,翁甫金,马英刚.我国胶合板产业的发展建议[J].木材工业,2016,30(2):44‒47.
[5] 胡拉,陈志林,詹满军.阻燃桉树胶合板的初步研究[J]. 桉树科技,2011,28(2):10‒15.
[6] Hu L,Chen Z,Fu F,et al. Investigation of factory fire retardant treatment ofplywood[J].Forest Products Journal,2015,65(7):320‒326.
[7] 胡拉,陈志林,傅峰.桉木与杨木阻燃胶合板性能对比研究[J].木材工业,2015,29(3):43‒46.
[8] 陈志林,胡拉.磷氮硼复合阻燃剂处理桉树胶合板的性能评价[J].木材工业,2013,27(3):38‒41.
[9] 顾波,余丽萍,李光沛.BL-环保阻燃剂在单板上载药量影响因素的初步研究[J].林业机械与木工设备,2006,34 (12):10‒13.
Study on the Effects of Impregnating Processes on Fire Retardant Loading ofVeneers
CHEN Zhi-lin, HU La
(,,100091,)
The effects of veneer thickness, moisture content (MC) of veneer and impregnating processes on the fire retardant loading for veneers ofspecies were investigated. The results indicated that solution concentration, impregnation time and solution temperature had a significant positive correlation with fire retardant loading of veneers, while the loading decreased with the increase of both thickness and moisture content (MC) of veneers. An orthogonal experiment conducted showed the optimal group to consist of using a solution concentration of 30%, an impregnation time of 12 h and a solution temperature of 70oC. The factor with the biggest influence on fire retardant loading of veneers proved to be the solution concentration. It is suggested that solution concentration could be used to adjust the fire retardant loading of veneers..
veneer; fire retardant loading; impregnating process; solution concentration
TS653.3
A
林业公益性行业科研专项“桉树胶合板产业技术升级关键技术”(201104003-02)
陈志林(1964—),男,博士,研究员,主要从事阻燃木质材料的研究