台式小板件倒角机的研制与试验
2016-02-10王征宋月鹏柳洪洁高东升樊桂菊陈修德徐保岩
王征,宋月鹏*,柳洪洁,高东升,樊桂菊,陈修德,徐保岩
1.山东农业大学机械与电子工程学院,山东省园艺机械与装备重点实验室,山东泰安271018
2.山东农业大学动物科技学院,山东泰安271018
3.山东农业大学园艺科学与工程学院,山东泰安271018
台式小板件倒角机的研制与试验
王征1,宋月鹏1*,柳洪洁2,高东升3*,樊桂菊1,陈修德3,徐保岩1
1.山东农业大学机械与电子工程学院,山东省园艺机械与装备重点实验室,山东泰安271018
2.山东农业大学动物科技学院,山东泰安271018
3.山东农业大学园艺科学与工程学院,山东泰安271018
对用于农机产品制造的铆、焊小板件的边棱倒角加工,传统方式是采用砂轮打磨,费时、劳动强度大且倒角不规整。为提高铆、焊小板件的倒角加工质量,设计了一种台式小板件倒角机。采用电机带动主轴,主轴上安装铣刀,通过调节靠板、垫板及垫块,实现对铣削量的调节;还可以根据用户倒角规格及种类要求更换铣刀。整机结构简单,操作灵活,且工作稳定,满足铆焊小板件倒角加工的需要,提高了加工效率和质量,降低了劳动强度。
小板件;台式倒角机;研制
钢件腐蚀是一种极为严重和常见的失效形式,据不完全统计,全世界每年因腐蚀而损坏的金属制件约占其产量的10%,因腐蚀造成的经济损失约为当年GDP的3%~4%。若采用有效的防腐蚀措施,全国每年至少可以挽回约4千亿元的腐蚀损失[1,2]。农业机械工作条件比较恶劣,腐蚀失效情况更为严重。据统计,国内由于锈蚀损坏导致农业机械更新所花费的费用约占更新费用的40%[3],其中板类小件如加强板、连接板及各种支板和方、圆法兰等极易发生腐蚀失效,成为影响农业机械寿命的主要问题。分析原因主要在于两方面,一是板件边棱尖角处涂装效果差[4],二是板件边棱尖角处易发生应力集中导致板件断裂[5]。由此可见,对板类小件进行边棱倒角,以提高其涂装效果,进而提高其耐腐蚀性,显得极为重要。
板类小件倒角的传统工艺,一般是用手提角向磨光机对边棱打磨,由于工件小不易固定,倒角质量差,且劳动强度大,操作不安全[6,7]。除此之外,如用刨边机、铣边机及智能自动倒角机等进行加工,成本高,质量也难以保证[8,9]。因此,研发一种简易、专用的台式小板件倒角机,提高小板件(<300×300×30 mm)倒角的加工质量,对于提升农业装备的制造质量和可靠性具有重要意义。
1 倒角机结构与工作原理
倒角机结构如图1所示,主要包括机架、电动机、铣刀、刀罩、可换垫块、调整垫板、托板和靠板等。电动机安装在机架下方,其输出轴通过套筒和键与铣刀7、10连接。托板2和靠板3分别通过沉头螺栓和调整螺栓固定于机架台面上,靠板位于托板内侧、主轴的前面。靠板前后可调,以控制铣刀的一次铣削量。靠板和托板表面设有沟槽,以提高其刚度[10]。

图1 台式小板件倒角机结构Fig.1 Structure of small desktop chamfering machine for small pieces
工作时,被加工的小板件18置于托板之上,沿着靠板与托板横向滑移,经铣刀铣削,板件边棱即形成规则的倒角。通过更换垫块8或垫板11,可实现对不同厚度板件和不同角度倒角的加工。
2 关键部件的设计与选型
2.1 电机选型
按板件上、下棱同时铣削成4×4 mm倒角时计算所消耗的功率,设工件进给速度Vf=600 mm/min,刀具直径Dc=φ63 mm,切深ap=2.828 mm,切宽ac=5.656 mm,每刃进给fz=0.05 mm。铣削材质为非淬火的低合金钢,铣刀厚度6 mm,工作过程中参与切削的刀刃约占67%(倒角的切口长/刀具每刃的长度)[11]。经过计算,台式小板件倒角机铣削过程中消耗的功率约为1.25 kW,圆周切削力为125 N,逆铣走刀抗力150 N,总切削力为275 N,负载转矩为8.66 N·m,所需功率最低为1.27 kW。
由此,查阅相关设计手册,拟匹配YLJ112-10-4型电动机,其输出扭矩为10 N.m,转速为1400 r/min,功率1.5 kW。
2.2 主轴设计
为使整机结构紧凑,电动机输出轴与主轴采用键连接,即主轴一端车螺纹,用以紧固铣刀;另一端为轴套(开键槽)和键与电动机输出轴连接,并用螺栓将轴套与电动机输出轴紧固,为避免输出轴从轴套中滑脱。
铣削过程中,主轴上产生扭矩载荷(图2),经估算,主轴的额定扭矩T1为10.23 N.m,工作扭矩T2为8.66 N.m,主轴材质选择45钢调质,材料的剪切许用应力[τ]=60 MPa,G=80 GPa,许用扭转角[j]=1°/m。利用机械设计基本原理,对主轴AB段进行设计,其直径φ为10.25 mm。主轴AB段与铣刀内孔通过键连接配合,选用的标准铣刀内径φ为21.5 mm,大于主轴AB段的设计直径φ10.25 mm,因此主轴尺寸结构完全满足使用要求。

图2 主轴结构及其扭转受力分析Fig.2 Structure and torsional stress analysis for spindle
采用ANSYS软件对主轴工作过程进行应力场有限元模拟仿真,边界条件为:主轴工作扭矩为8.66 N.m,材质为45钢调质,剪切许用应力[τ]=60 MPa,G=80 GPa,结果如图3所示。

图3 主轴工作过程中扭转应力应变分布模拟Fig.3 Simulation of torsional stress and strain distribution for main shaft in working
模拟结果,主轴上A部位肩根部所受扭矩最大,为7.7427 N.m,此处的剪切应力为2.47 MPa,远远小于材料的许用剪切应力[τ]=60 MPa,由此可以认为,主轴结构尺寸设计及材料选择是合理的。
3 调试与试验
3.1 铣刀安装与调整
主轴上安装有两片铣刀,通过紧固螺母和弹簧垫圈紧固连接,可对板件的上、下两个边棱同时进行铣削;在上、下两片铣刀之间更换不同厚度的垫块,即改变两片铣刀间的距离,以满足工件厚度或铣削深度变化的需要。主轴上也可以只安装一片铣刀,只对板件的一个边棱做倒角处理。
铣刀可选用直角铣刀也可选用圆角铣刀[13],在下铣刀的下面装有垫片,更换不同厚度的垫板,可改变铣刀与工作台面的相对高度。因此,通过更换铣刀的种类、规格,以及不同厚度的垫片,即可改变板件边棱的加工类型(直角或圆角)或加工参数,如图4所示。

图4 铣刀倒角原理图Fig.4 Schematic principle of milling cutter chamfering
3.2 铣削量调整
一次铣削量的大小,可通过调整靠板的位置来确定。靠板立板位于主轴的前方,靠近托板的内边沿,并与托板垂直。通过调整靠板的前后位置,可以改变铣刀外露尺寸,从而实现对铣刀一次铣削量大小的调节,如图5所示。

图5 靠板位置调整Fig.5 Position adjustment for backup board
3.3 试验及验证
在倒角加工过程中不需要夹具,工件只需用手在适当位置按住并沿靠板立板向前推移即可。但用力的方向对倒角加工的质量会产生一定影响,譬如力用矢量F表示、分别向托板和垂直于托板与靠板立板的平面投影,得到F在水平面内与靠板立板的夹角为θ、在垂直平面内与托板的夹角为β,如图6所示。
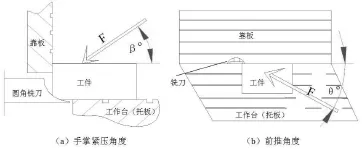
图6 板件受力方向Fig.6 The force direction of the plate
用规格为150×150×20 mm的Q235板件做实验,在施加的外力F不变的情况下,改变β与θ(图6),倒角质量如表1所示。

表1 β、θ对倒角质量的影响Table 1 The effect of β and θ on the chamfering quality
分析试验结果可以看出,当β≈30°、θ≈45°时,可以获得较高的倒角质量与倒角效率,倒角表面粗糙度度可达Ra6.3。
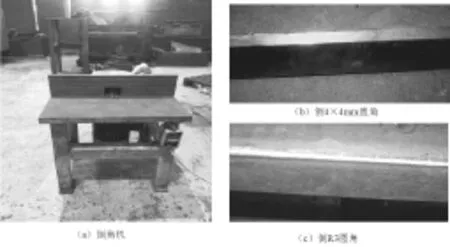
图7 倒角机及倒角实样Fig.7 Chamfering machine and chamfering samples
4 结论
(1)该机设计结构简单、功率小、易操作且制作成本低廉。
(2)通过倒角限位板的简单调整,实现对小板件边棱不同尺寸、不同角度的圆角、直角的倒角。经试验验证,倒角质量能够满足一般铆焊板件的倒角要求。
[1]中国工业防腐蚀技术协会.第六次全国会员代表大会暨六界一次理事扩大会纪[EB/OL].[2010-05-30].http://www. ciata.org.cn/hzxx/hydh/6th/dhiy.html
[2]杜元龙.金属的腐蚀与防护技术[J].吉林工学院学报:自然科学版,1997,18(2):1-2
[3]王广扬.农业机械的腐蚀与防护[J].粮油加工与食品机械,1979,10(8):56-57
[4]张磊.金属冲裁毛刺的形成机理及控制工艺研究[D].上海:上海交通大学,2011
[5]姜光伟,李燕强.焊接应力的形成与消除[J].中国科技信息,2005(16):162-163
[6]姜长君.角向磨光机齿轮噪声原因分析与解决方法[J].电动工具,2012(6):13-15
[7]张晓斌,王盛武.角向磨光机的防护罩强度考核及安全操作建议[J].电动工具,2014(1):19-22
[8]王宏勇.铣边机铣削效率的研究[J].江汉石油科技,2012,22(2):58-59
[9]王磊.智能倒角机控制系统的研究与开发[D].合肥:合肥工业大学,2012
[10]赵伟.钢板剪力墙加劲肋刚度及弹性临界应力研究[J].工程力学,2010,27(6):15-22
[11]唐银春,李志勇.金属切削功率研究[J].制造技术与机床,2014(10):111-114
[12]于兴芝,尚长沛.联轴器的安装工艺与调试方法[J].装备制造技术,2007(6):103-104
[13]林朝平.用圆角立铣刀代替圆角车刀[J].工具技术,1985(3):31
[14]邓丽.基于人体姿势驱动的工作空间设计研究与应用[D].成都:西南石油大学,2011
Development and Experiment of Desktop Chamfering Machine for Small Pieces
WANG Zheng1,SONG Yue-peng1*,LIU Hong-jie2,GAO Dong-sheng3*,FAN Gui-jü1,CHEN Xiu-de3,XU Bao-yan1
1.CollegeofMechanicalandElectronicEngineering;ShandongKeyLaboratoryof GardenMachineryandEquipment/Shandong AgriculturalUniversity,Tai’an271018,China
2.College of Animal Science and Technology/Shandong Agricultural University,Tai’an 271018,China
3.College of Horticulture Science and Engineering/Shangdong Agricultural University,Tai’an 271018,China
According to the edge production for rivet or weld plates of agricultural products,the manual grinding has been always used.The traditional way will produce some defects such as time-energy-consuming,labor-intensive and inferior quality.A small piece of desktop chamfering machine was designed and developed to solve the problems.The working characteristics of device was listed as follows:main spindle with milling cutter rotated with electromotor driving;mill amount was adapted by adjusting the position of backup plate,subplate or subblock;specification and types of edge chamfering from user requirements would meet by changing milling cutter.Furthermore,the equipment has other features: simple construction,easy operation,stable working,high quality and efficiency,low labour intensity and so on.
Small pieces;desktop chamfering machine;development
TG68
A
1000-2324(2016)06-0885-04
2016–04–01
2016–05–19
山东省科技发展计划项目(2014GGX102012);山东省现代农业产业技术体系—果品创新团队专项(SDAIT-06-12);山东农业大学2015年智能化农业装备研发项目
王征(1975-),男,在读硕士,从事机械制造及其自动化研究.E-mail:intswangzheng@163.com
*通讯作者:Author for correspondence.Email:uptonsong@163.com;dsgao@sdau.edu.cn
