基于高温铸坯黏弹塑性的坯壳动态鼓肚研究
2016-01-28韩培培任廷志
韩培培 任廷志
燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004
基于高温铸坯黏弹塑性的坯壳动态鼓肚研究
韩培培任廷志
燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004
摘要:基于高温铸坯材料黏弹塑性本构方程,建立了坯壳动态鼓肚数学模型。根据坯壳不同的初始状态与变形历史确定了两种边界条件。利用模型计算坯壳鼓肚变形,并与实测数据进行对比,验证了理论解的正确性以及模型的有效性。根据鞍钢工业板坯连铸机的设备工艺参数,分别计算了刚出结晶器的坯壳和远离结晶器的坯壳的鼓肚变形曲线,以及坯壳在固液交界面处的应变与应变速率。分析了铸坯坯壳在铸机扇形段内的鼓肚变形与应变变化规律,并讨论了辊间距、拉坯速度对坯壳鼓肚变形的影响。
关键词:连铸;鼓肚;黏弹塑性;应变
0引言
连铸过程中铸坯坯壳的变形情况将直接影响铸坯的最终质量。由钢水静压力造成的坯壳鼓肚变形是铸坯内部裂纹产生的主要原因[1-2]。当鼓肚严重时,甚至导致铸坯无法被拉出。另一方面,若在凝固前沿产生裂纹,富集溶质的钢液会被吸入裂缝引起局部偏析。凝固末端支撑辊间坯壳鼓肚会造成富集溶质的钢液向中心流动而形成中心偏析。这些内部缺陷会对产品性能产生影响,导致产品合格率降低。因此,准确计算铸坯坯壳的鼓肚变形,对铸机辊列的合理设计以及工艺参数的优化有着重要的意义。
很多研究者对铸坯的鼓肚变形进行了研究。盛义平等[3]提出了两端固支的黏弹性梁或板的坯壳鼓肚模型。王忠民等[4-5]提出了两端固支两端自由的黏弹性薄板计算模型以及四端固支的黏弹性矩形板计算模型。Kaijitani等[6]对铸坯坯壳鼓肚进行了二维仿真,得到了非对称的坯壳鼓肚变形曲线。Okamyra等[7]对铸坯坯壳鼓肚进行了三维仿真,分别得到宽面与窄面的鼓肚,结果显示当宽面与窄面的长度比值大于3时,窄面的影响可以忽略不计。上述这些文献对坯壳鼓肚变形进行了理论与仿真研究,获得了一些有价值的结论。
然而铸坯在辊列间运行的过程中,坯壳并不是静止在支撑辊上发生鼓肚变形。静态模型的计算结果与实际铸坯的鼓肚形态存在一定的差异。文献[8-9]分别对铸坯坯壳的鼓肚进行了测量,测量结果反映了坯壳动态黏弹塑性变形的一些特征,如测量的坯壳鼓肚量的最大点不在两支撑辊之间鼓肚区间的中点,在支撑辊附近区域测量到坯壳的反向鼓肚。为此,本文基于高温铸坯材料的黏弹塑性本构方程对坯壳鼓肚进行动态分析,建立板坯坯壳鼓肚变形的动态数学模型。根据坯壳不同的初始状态与变形历史确定两种边界条件,利用模型计算坯壳鼓肚变形,并与实测数据进行对比。以工业连铸机为例,利用该模型计算铸坯坯壳的鼓肚变形,分析铸机扇形段内坯壳鼓肚变形与应变变化规律,并讨论铸机设备工艺参数对铸坯坯壳鼓肚变形的影响。
1连铸板坯动态鼓肚数学模型
1.1高温状态下坯壳变形的本构方程
合适的本构方程是研究连铸过程坯壳变形行为的前提。在连铸过程中,坯壳处于高温状态,其变形过程中,应力有高度的应变速率敏感性,坯壳具有黏塑性特征[10-16]。文献[8]对刚出结晶器的铸坯进行了实验研究,发现停止拉坯后,坯壳的鼓肚量随时间显著变化,停止拉坯20 s后,铸坯坯壳同一测量点的鼓肚量增加一倍,从实验角度验证了坯壳鼓肚变形的黏塑性特点。考虑坯壳鼓肚变形中弹性变形也占有一定比重,利用麦克斯韦尔黏弹塑性模型将坯壳鼓肚总应变速率分为弹性应变速率与黏塑性应变速率两部分,即
(1)
弹性部分满足胡克定律:
(2)
对于高温弹性模量,文献[17-18]给出了其关于温度的表达式。Pierer等[19]通过SSCC实验[11]对不同的高温弹性模量表达式进行评估,其中文献[17]提出的高温弹性模量表达式与实验结果很好地吻合,其表达式为
E=3.146×104-22.56t+1.38×10-3t2
(3)
式中,t为材料温度,℃。
对于黏塑性部分的本构关系,很多学者进行了相关研究[20-22],其中描述材料黏塑性本构关系的Arrhenius定律认为,蠕变变形是一种热激活过程;Norton定律则概括了幂函数形式的材料黏塑性本构方程。两种定律的本构方程如下所示:
(4)
式中,Qa为激活能;Tk为绝对温度;Ra为气体常数,Ra=8.314J/(mol·K);C′为与温度有关的系数;n为应力指数;σ为应力。
这些本构方程在铸坯坯壳变形的计算中得到了应用与验证[23-24]。

1.2坯壳鼓肚的动态受力模型
板坯的宽度通常是铸坯辊间距2倍以上,因此两辊之间的铸坯坯壳的变形可以看作是承受均布载荷的两端固支梁。在下侧坯壳的中性轴建立直角坐标系Oxy,如图1所示,假设整个区间所受压力为p,坯壳的质量忽略不计。
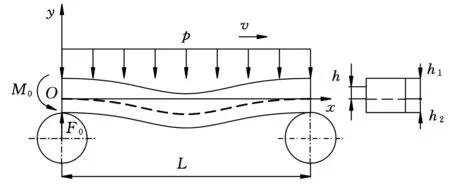
图1 坯壳鼓肚的受力模型
通过求解下式得到坯壳中性轴的位置:
(5)
式中,σ为坯壳横截面上任意一点的应力。
距中性轴距离h处的坯壳应变ε与坯壳变形曲线的曲率k(x)的关系为
ε=-k(x)h
(6)
位置为x处的坯壳所受弯矩M(x)与坯壳应力之间的关系为
M(x)=∫ShσdS
(7)
式中,h为坯壳横截面上任意一点距中性轴的距离;S为坯壳横截面的积分面积。

(8)
(9)
(10)
(11)
Iel=∫SEh2dS
(12)
Ivp=-∫S(-C′(-1/n)/n)exp(-Qa/RaTk)h1+1/ndS
由稳态浇铸情况下的拉速v为定值可得
(13)
(14)
(15)
(16)
(17)
铸坯坯壳变形曲线的方程y(x)与曲线曲率变化率的关系为
(18)
两支撑辊间的铸坯坯壳受力如图1所示,铸坯坯壳弯矩图方程为
(19)
将式(18)与式(19)代入式(17)可得铸坯坯壳变形曲线的动态黏弹塑性数学模型,鼓肚变形曲线的微分方程为
(20)
2板坯动鼓肚变形分析
对式(20)积分三次得到铸坯坯壳鼓肚曲线方程y(x),曲线方程y(x)有3个积分常数,加上M0、F0一共有5个未知数,需要5个方程才可求解。由铸坯坯壳两端的挠度为零,可得y(0)=y(L)=0。还需要三个边界条件才可确定所有未知参数,因此需要进一步确定坯壳的边界条件,根据铸坯坯壳不同的初始状态与变形历史将边界条件分为两种。
第一种边界条件不考虑坯壳变形历史,如刚出结晶器的铸坯,坯壳初始转角为零。所施加的边界条件为
(21)
式中, L为辊间距;θ(x)为鼓肚曲线的转角。
第二种边界条件考虑变形历史。坯壳变形曲线在支撑辊两端的曲率、转角以及所受的弯矩相等,所施加的边界条件为
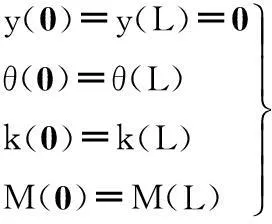
(22)
根据两种边界条件可以求得坯壳受力与变形曲线。由新日铁[8]与住友金属[9]的实验铸机确定相关参数,计算坯壳的鼓肚曲线,并将计算结果与实测结果进行对比。
2.1第一种边界条件下的板坯鼓肚变形
新日铁在小型垂直型实验铸机上,对刚出结晶器的铸坯坯壳进行了测量[8],测量辊列中第一辊与第二辊之间坯壳的鼓肚变形,位移传感器固定在辊间位置为L/4、L/2、3L/4处,L=380mm。实验中拉坯速度v=1.5m/min,测量位置的钢水高度为1.4 m,坯壳厚度为20 mm。根据该实验铸机参数与工艺条件计算第一种边界条件下坯壳鼓肚变形曲线,并将计算结果与测量结果[8]进行对比,如图2所示。第一种边界条件下的坯壳鼓肚变形曲线的特征如图3所示。力能参数:Ivp=6.6740×1011(N·mm)n/s,Iel=2.7885×106N·mm。
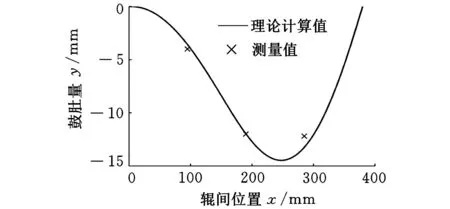
图2 第一种边界条件下坯壳鼓肚变形曲线与实验测量值
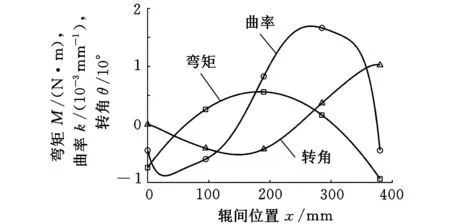
图3 第一种边界条件下坯壳鼓肚变形曲线特征
从图2可以看出,在第一种边界条件下坯壳的鼓肚变形计算结果与新日铁对刚出结晶器的铸坯坯壳测量结果较一致,最大鼓肚位于辊间中心位置下游。从图3可以看出,鼓肚区间起点转角为零,但在鼓肚区间末端,转角不为零,并且在鼓肚区间两端弯矩也不相等。显然这种形式的鼓肚变形无法在辊列中实现连续。
2.2第二种边界条件下的板坯鼓肚变形
住友金属在弧形实验铸机上,用可移动的测量装置对坯壳鼓肚进行了测量[9]。支撑辊处开有凹槽,位移传感器可以对鼓肚区间的任意位置进行测量且测量长度大于辊间距。住友金属的实验铸机半径为3m,辊间距L=310mm,实验中拉坯速度v=1.5m/min,测量位置的钢水高度为2.8m,坯壳厚度为30mm。测得坯壳的长度为380mm。根据该实验铸机参数与工艺条件计算第二种边界条件下的坯壳鼓肚变形曲线,并将计算结果与与测量结果[9]进行对比,如图4所示。第二种边界条件下的坯壳鼓肚变形曲线的特征如图5所示。力能参数如下:Ivp=9.1342×1012(N·mm)n/s,Iel=8.5575×106N·mm。
从图4可以看出,在该测量结果中,辊间位置0~70 mm区间,测量曲线与理论曲线存在一定偏差,但与理论曲线的趋势是相同的。这可能是测量误差造成的。辊间位置70~380 mm区间(1个辊间距长度),测量曲线与理论曲线很好地吻合。辊间中心位置上游发生反向鼓肚,正向最大鼓肚位于辊间中心位置下游。从图5可以看出,在第二种边界条件下,铸坯在鼓肚区间两端的曲率、转角、所受的弯矩均相等,这种鼓肚变形在辊列中可以实现连续。
3鼓肚变形计算实例与影响因素
根据鞍钢工业板坯直弧形连铸机的设备工艺参数计算辊列中不同位置铸坯的鼓肚变形。该铸机半径R=9300 mm,板坯截面规格为230 mm×(900~1550)mm。铸机辊列由18个扇形段构成,其中第1扇形段为弯曲段,第2~8扇形段为圆弧段,第9~10扇形段为矫直段,第11~18扇形段为水平段。铸机常浇钢种及主要成分如表1所示。
表1 常浇钢种及主要成分(质量分数) %
3.1刚出结晶器的铸坯鼓肚变形
通过计算该铸机第1扇形段的第一个辊间距内铸坯坯壳的鼓肚,对刚出结晶器的铸坯坯壳鼓肚变形规律进行分析。坯壳受力、固液交界面处的应变速率、应变、坯壳鼓肚曲线如图6所示。辊间距为180 mm,拉坯速度为1.5 m/min,冶金长度区间为1.01~1.028 m,对应的钢水高度为1.01~1.028 m,坯壳厚度根据冶金长度区间与拉坯速度确定。
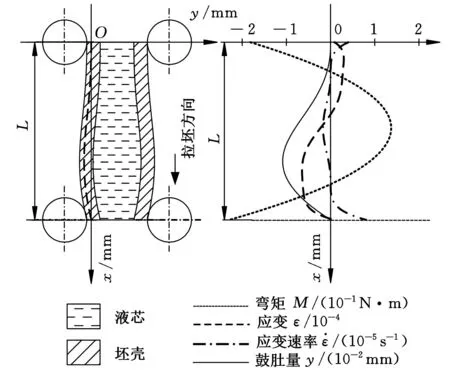
图6 坯壳的鼓肚特征(刚出结晶器)
从图6可以看出,刚出结晶器的坯壳均发生正向鼓肚,x=0处,坯壳所受弯矩为0.182 N·m,在x=L处,坯壳所受弯矩为0.229 N·m,固液交界面最大拉伸应变为0.3×10-4,最大应变速率为0.2×10-3s-1,最大鼓肚量为1.08×10-2mm。
3.2远离结晶器的铸坯鼓肚变形
通过计算铸机第8扇形段坯壳的鼓肚,对远离结晶器的铸坯坯壳鼓肚变形规律进行分析。坯壳受力、固液交界面处的应变速率、应变、以及铸坯坯壳鼓肚曲线如图7所示。辊间距为357 mm,拉坯速度为1.5 m/min,第8扇形段的冶金长度区间为14.13~15.56 m,对应的钢水高度为11.68~12.08 m,坯壳厚度根据冶金长度区间与拉坯速度确定。
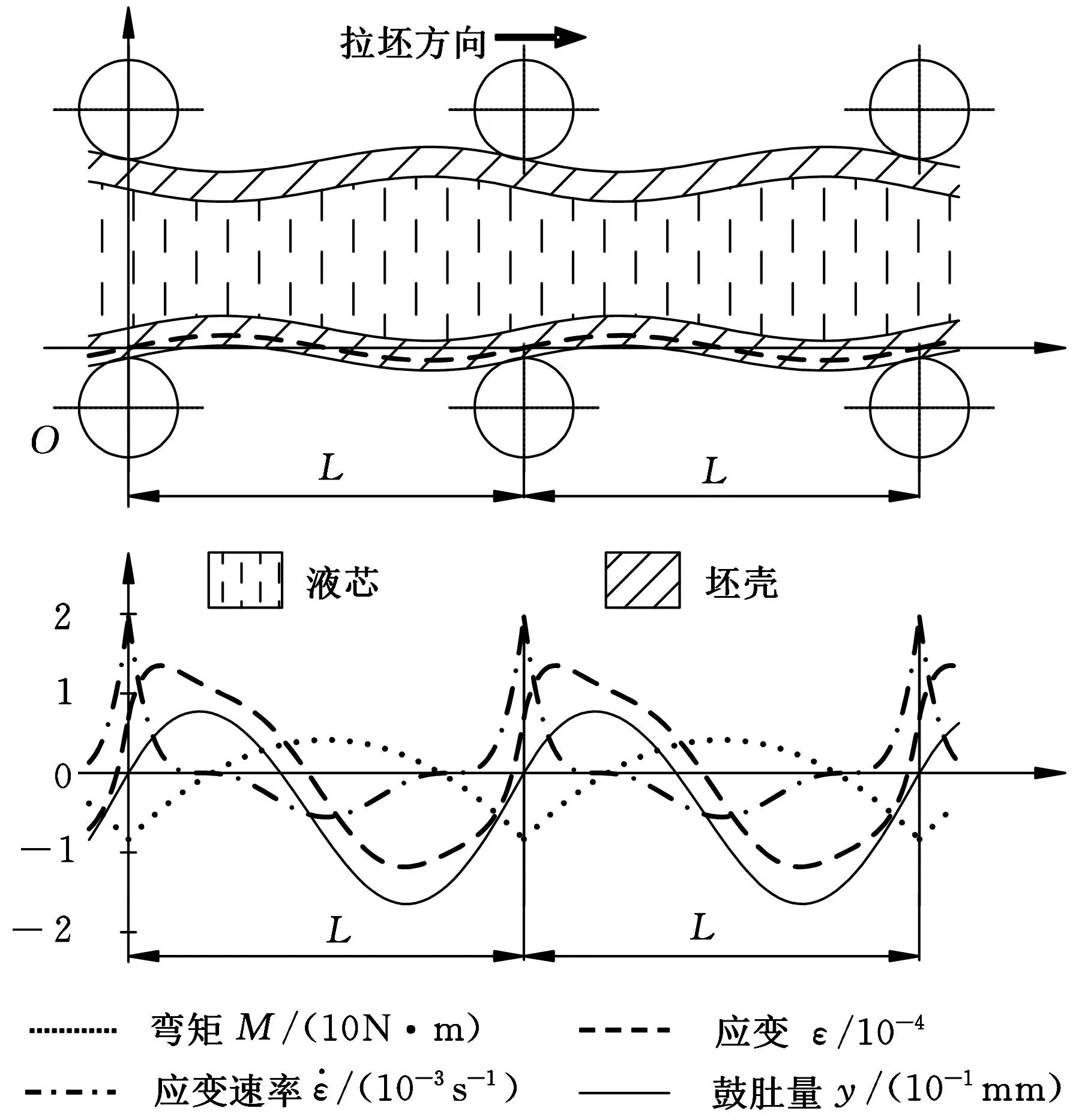
图7 坯壳的鼓肚特征(第8扇形段)
从图7可以看出,支撑辊下游存在反向鼓肚。x=0与x=L处,坯壳所受弯矩为8.7 N·m,固液交界面最大拉伸应变为1.3×10-4,最大应变速率为2×10-3s-1,最大正向鼓肚量为1.48×10-1mm,最大反向鼓肚量为0.87×10-1mm。
3.3铸机设备工艺参数对鼓肚的影响
为了分析铸机设备与工艺参数对坯壳鼓肚的影响,计算第8扇形段的铸坯坯壳鼓肚,如图8所示。拉坯速度为1.5 m/min。不同拉坯速度情况下,坯壳固液交界面最大应变与辊间距的关系如图9所示。不同辊间距情况下,坯壳固液交界面的最大应变与拉坯速度的关系如图10所示。
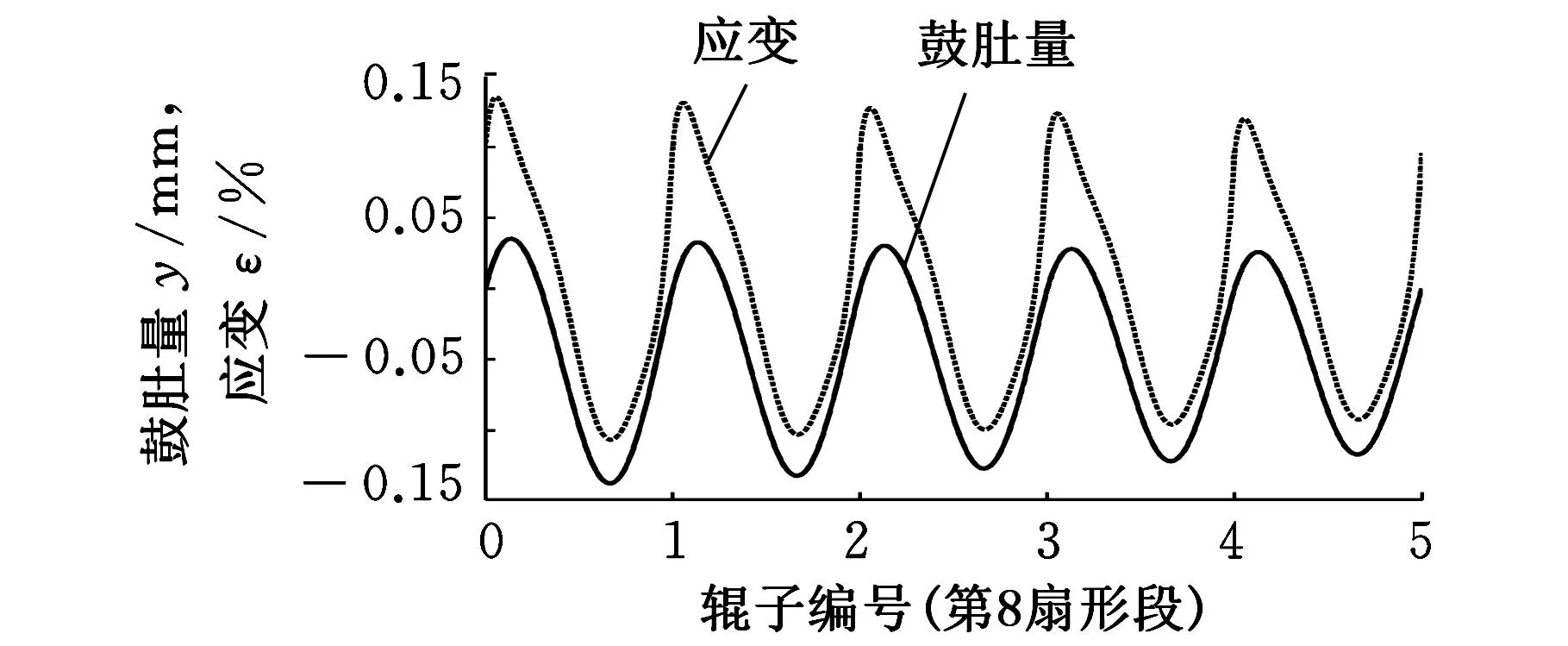
图8 第8扇形段铸坯坯壳的鼓肚特征
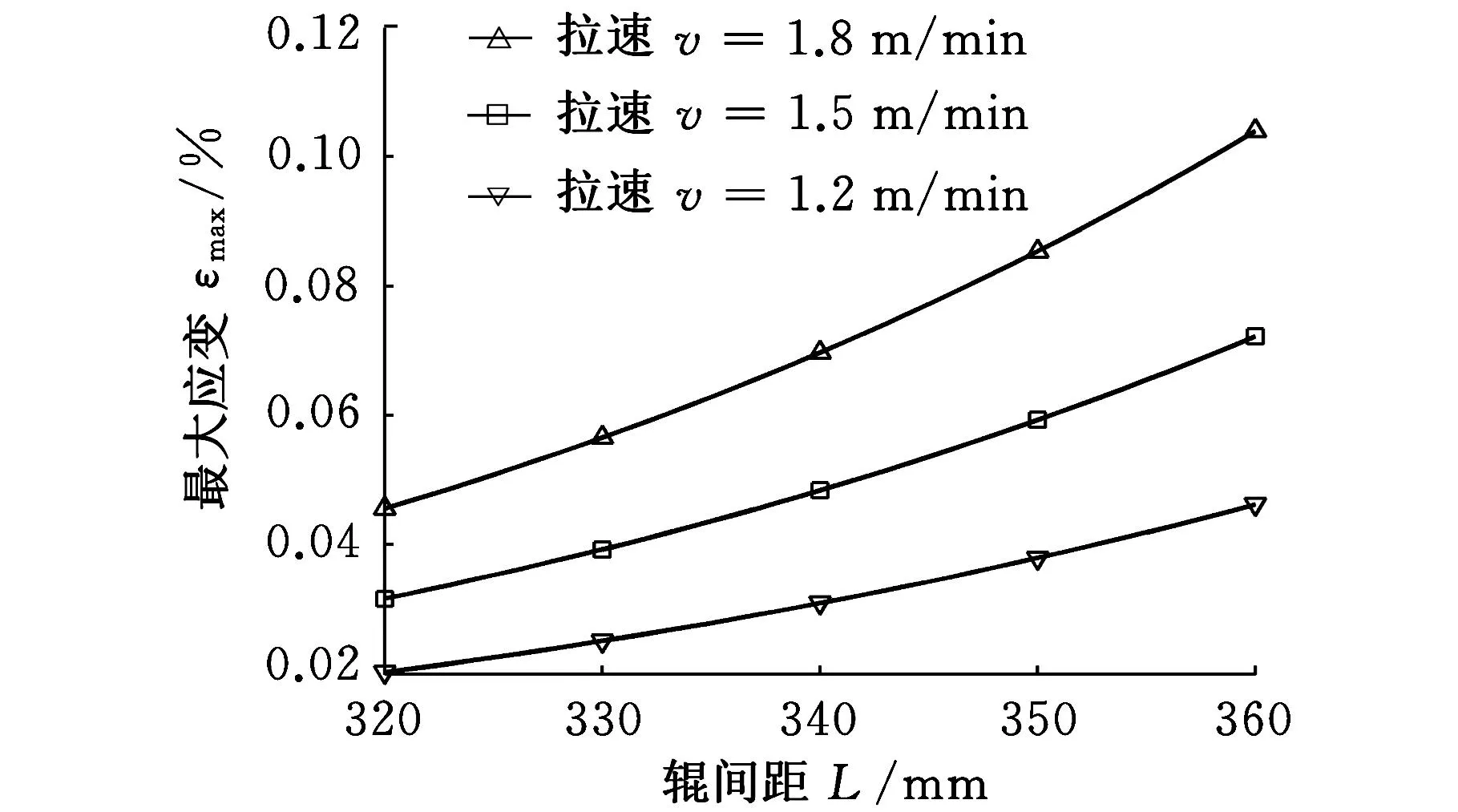
图9 坯壳鼓肚最大应变与辊间距的关系
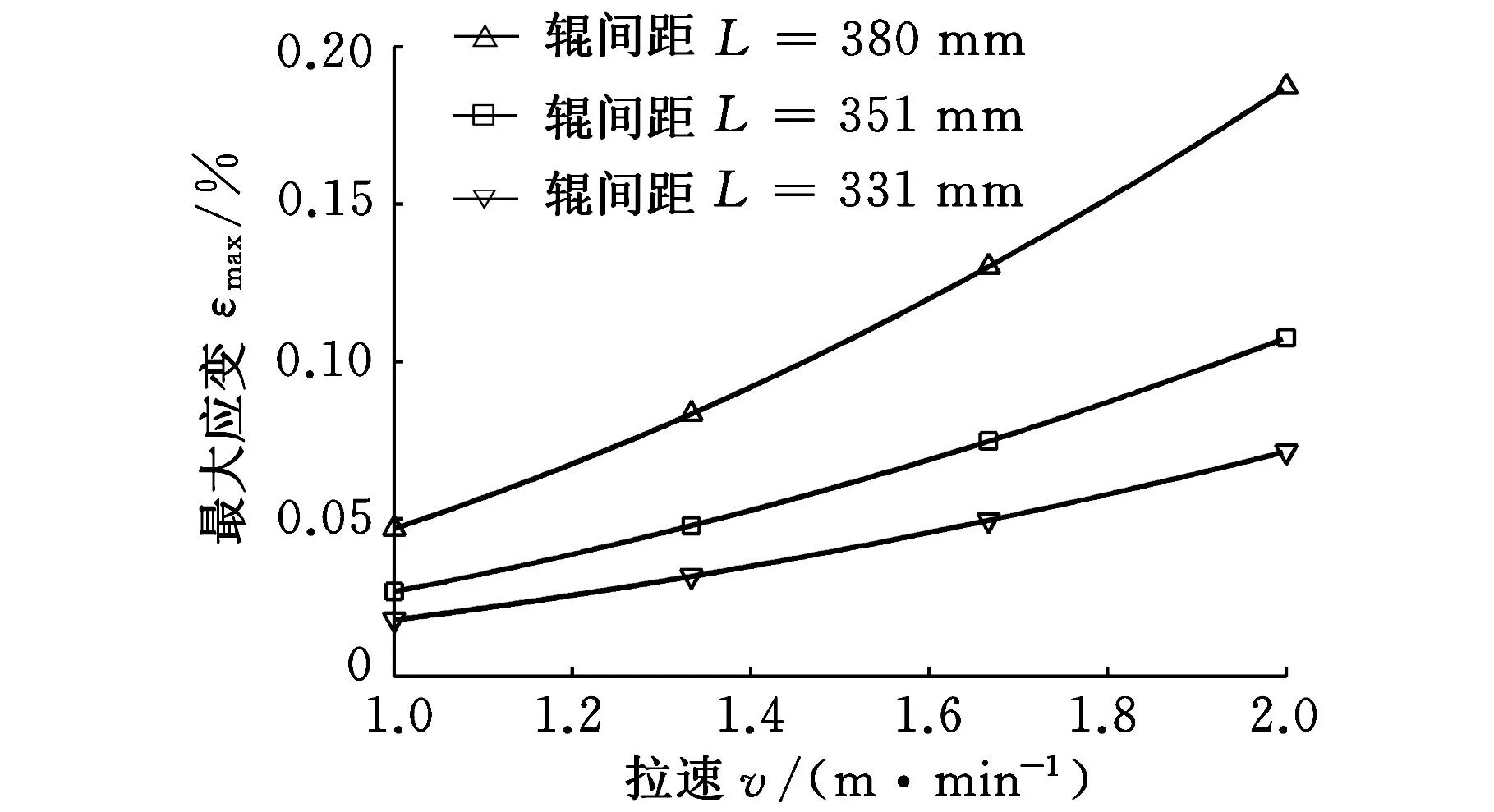
图10 坯壳鼓肚最大应变与拉速的关系
从图8可以看出,第8扇形段内,铸坯坯壳的鼓肚量与坯壳固液交界面的应变逐渐减小,固液交界面的最大应变在1.5%以下,位于坯壳反向鼓肚区域。从图9可以看出,拉速一定的情况下,固液交界面处的最大鼓肚应变随着辊间距增加而增大。从图10可以看出,辊间距一定的情况下,固液交界面处的最大鼓肚应变随着拉坯速度的提高而增大。
4结论
(1)基于高温材料黏弹塑性本构方程建立坯壳的动态鼓肚模型,模型的计算结果与实验铸机的测试结果吻合很好,证明了模型的有效性。
(2) 坯壳变形历史以及初始状态会对坯壳鼓肚变形产生影响。刚出结晶器的坯壳,发生第一种边界条件下的鼓肚变形。随着铸坯在辊列中运行,铸坯逐渐过渡到第二种边界条件下坯壳的鼓肚变形。
(3)由于坯壳的黏弹塑性变形以及铸坯的移动,坯壳的最大鼓肚从辊间中心位置向下游移动,支撑辊附近发生反向鼓肚,并且坯壳固液交界面最大拉伸应变位于坯壳反向鼓肚区域。铸机设备与工艺参数制定要确保坯壳固液交界面的拉伸应变在安全范围之内。
参考文献:
[1]Verma R K, Girase N U. Comparison of Different Caster Designs Based on Bulging, Bending and Misalignment Strains in Solidifying Strand[J]. Ironmaking & Steelmaking, 2006, 33(6): 471-476.
[2]Li Chengbin, Thomas B G, Mei Feng. Prediction of Centerline Cracks Incurred in the Bloom Continuous Casting of Steel[J]. Baosteel Technical Research, 2010, 4(2): 40-43.
[3]盛义平, 孙蓟泉, 章敏. 连铸板坯鼓肚变形量的计算[J].钢铁, 1993, 28(3): 20-25.
Sheng Yiping, Sun Jiquan, Zhang Min. Calculation for Bulging Deformation of Continuously Casted Slab[J]. Iron and Steel, 1993, 28(3): 20-25.
[4]王忠民, 刘宏昭, 杨拉道,等. 连铸板坯的黏弹性板模型及鼓肚变形分析[J]. 机械工程学报, 2001, 37(2): 66-69.
Wang Zhongmin, Liu Hongzhao, Yang Ladao, et al. Mathematical Model of Visco-elastic Thin Plate and Analyses of Bulging Deformation for Continuous Cast Slabs[J]. Chinese Journal of Mechanical Engineering, 2001, 37(2): 66-69.
[5]王忠民, 黄梓嫄. 基于辛几何法分析连铸板坯的黏弹性鼓肚变形[J]. 机械工程学报, 2014, 50(23): 82-88.
Wang Zhongmin, Huang Ziyuan. Viscoelastic Bulging Deformation Analysis of Continuous Casting Slab Based on the Symplectic Geometric Method[J]. Chinese Journal of Mechanical Engineering, 2014, 50(23): 82-88.
[6]Kajitani T, Drezet J M, Rappaz M. Numerical Simulation of Deformation-induced Segregation in Continuous Casting of Steel[J]. Metallurgical and Materials Transactions A, 2001, 32(6): 1479-1491.
[7]Okamyra K, Kawashima H. Three-dimensional Elasto-plastic and Creep Analysis of Bulging in Continuously Cast Slabs[J]. ISIJ International, 1989, 29(8): 666-672.
[8]Shigeyuki M, Kaname W, Yukio W. Analysis of Bulging in Continuously Cast Slabs[J]. Tetsu-to-Hagané, 1983, 69(12): S938.
[9]Sugitani Y, Masanori N. Measurement of Bulging in Continuous Casting Machine[J]. Tetsu-to-Hagane, 1984, 70(12): S898.
[10]Wang Wentao, Guo Xunzhong, Huan Bo. The Flow Behaviors of CLAM Steel at High Temperature[J]. Materials Science & Engineering A, 2014, 599: 134-140.
[11]Rowan M, Thomas B G, Bernhard C. Measuring Mechanical Behavior of Steel during Solidification: Modeling the SSCC Test[J]. Metallurgical and Materials Transaction B, 2011, 42(4): 837-851.
[12]Seid K,Thomas B G.Thermo-mechanical Models of Steel Solidification Based on Two Elastic Visco-plastic Constitutive Laws[J].Journal of Materials Processing Technology,2008,197(1/3):408-418.
[13]Huespe A E, Gardona A, Nigro N. Visco-plastic Constitutive Models of Steel at High Temperature[J]. Journal of Materials Processing Technology, 2000, 102(1/3): 143-152.
[14]Martin C L, Favier D, Suery M. Viscoplastic Behavior of Porous Metallic Materials Saturated with Liquid Part I: Constitutive Equations[J]. International Journal of Plasticity, 1997, 13(3): 215-235.
[15]Shigeyuki M, Kaname W, Yukio I. Analysis of Bulging in Continuously Cast Slabs[J]. Tetsu-to-Hagané, 1983,69(12): 226.
[16]Kozlowski P K, Thomas B G, Azzi J A. Simple Constitutive Equations for Steel at High Temperature[J]. Metallurgical Transaction A, 1992, 23(3): 903-918.
[17]Pühringer O M. Strand Mechanics for Continuous Slab Casting Plants[J]. Stahlund. Eisen.,1976,96(6):279-284.
[18]Kinoshita K, Emi T, Kasai M, Thermal Elasto-plastic Stress Analysis of Solidifying Shell in Continuous Casting Mold[J]. Tetsu-to-Hagané,1979,65(14):2022-2031.
[19]Pierer R, Bernhard C, Chimani C. Evaluation of Common Constitutive Equations for Solidifying Steel[J]. BHM Berg-und Hüttenmännische Monatshefte, 2005,150(5):163-169.
[20]Sakui S, Sakai T. Deformation Behavior of a 0.16% Carbon Steel in the Austenite Range[J]. Tetsu-to-Hagane, 1977, 63(2): 285-293.
[21]Beali E L. On the Mechanism of Halfway Cracks and Macro-segregation in Continuously Cast Steel Slabs (i). Halfway Cracks[J]. Scandinavian Journal of Metallurgy, 1995, 24(2): 63-80.
[22]Hetnarski R B, Eslami M R. Thermal Stress-advanced Theory and Applications[M]. Berlin: Springer, 2004.
[23]Hibbeler L C, Koric S, Xu K. Thermo-mechanical Modeling of Beam Blank Casting[J]. Iron and Steel Technology, 2009, 22(4): 8-14.
[24]Víctor D, Fachinotti, Alberto C. Constitutive Models of Steel under Continuous Casting Conditions[J]. Journal of Materials Processing Technology, 2003, 135: 30-43.
(编辑袁兴玲)
Research on Dynamic Bulging of Continuous Casting Slab Based on
Elasto-viscoplastic Behavior of Metal at Elevated Temperature
Hai PeipeiRen Tingzhi
National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,
Yanshan University,Qinhuangdao,Hebei,066004
Abstract:Based on elasto-viscoplastic behavior of metal at elevated temperature, a mathematical model of dynamic bulging with the movement of the slab between two rolls was developed. According to different initial conditions and the deformation history of a solidified shell, two groups of boundary conditions were presented. Then, in order to check the validity of this mathematical model, the calculated bulging profiles were compared with the measurements of bulging intensity and profiles on actual continuous casters. Then according to the casting parameters on different segments of an industrial caster in Ansteel company, the bulging of the solidified shell near mould and far from mould were exposed separately. In addition, the bulging features were analyzed including the bulging deflection, the bending moment acting on the solidified shell, the strain and the strain rate at the solid-liquid interface of the solidified shell. Finally, the bulging in a segment of the caster was calculated, and then the influences of the casting parameters including roll pitch and casting speed were analyzed.
Key words:continuous casting;bulging;elasto-viscoplastic;strain
基金项目:国家科技支撑计划资助项目(2011BAF15B01)
收稿日期:2015-07-03
中图分类号:TF777.1DOI:10.3969/j.issn.1004-132X.2015.23.004
作者简介:韩培培,男,1986年生。燕山大学国家冷轧板带装备及工艺工程技术研究中心博士研究生。主要研究方向为高效连铸装备设计理论及工艺。任廷志(通信作者),男,1960年生。燕山大学国家冷轧板带装备及工艺工程技术研究中心教授、博士研究生导师。
