白车身焊接过程中面品问题解决
2015-12-22沈州张永顺周阳刘超
沈州,张永顺,周阳,刘超
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
白车身焊接过程中面品问题解决
沈州,张永顺,周阳,刘超
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
外观是汽车最直观的品质因素,其品质好坏往往直接影响着顾客对这款车的整体评价。汽车外观好坏不仅取决于冲压件面品的好坏,汽车白车身在焊接过程中经常出现的钣金件外表面划痕、凹坑、焊接不平等缺陷,也会造成制件返工维修及刮灰处理,形成不必要的浪费,并且因为刮灰降低了整车质量。主要介绍焊接过程中容易造成白车身面品缺陷的原因及预防对策,避免白车身面品问题的产生。
白车身;焊接;面品
0 引言
白车身面品问题始终是整车质量的一个重要评价指标,然而白车身面品问题始终存在,白车身在焊装生产过程中经常出现钣金件外表面划痕、凹坑、焊接不平等缺陷,造成制件返工维修及刮灰处理,形成不必要的浪费,并且因为刮灰降低了整车质量。文中主要对焊接夹具结构、焊接过程造成的白车身面品问题进行分析,并提出问题的解决方法。
1 白车身表面区域划分及要求
在白车身外观面品的要求中根据客户感觉的重要度将白车身外表面区域划分为A、B、C、D四个等级面,具体划分位置及要求见表1。
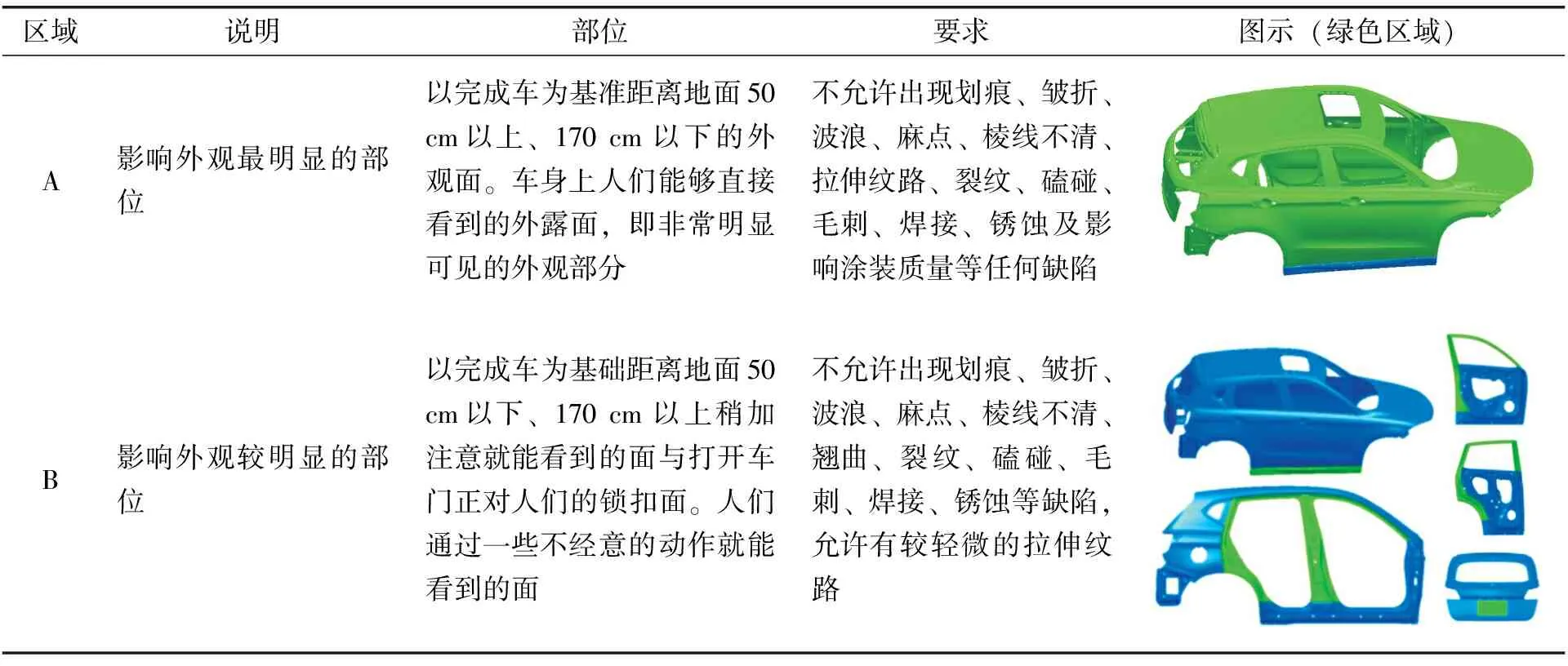
表1 白车身表面区域划分及要求

续表1
2 白车身主要面品缺陷
白车身在焊接过程中造成的面品缺陷主要有以下几种形式:焊点存在马蹄点、毛刺、压痕深等缺陷(见图1);焊钳焊接过程中夹伤外板造成外板凹坑或鼓包(见图2);夹具支撑顶伤外板造成凹坑或划痕(见图3);圆弧面位置焊接后造成制件变形(见图4);制件搭接存在间隙造成制件变形(见图5);运输过程中防护不到位造成制件磕碰划伤(见图6)。
3 白车身面品解决方法及注意事项
由于焊接过程中造成面品原因不同,解决方法也不相同,下面就针对焊装常见的几种面品形成原因及解决方法进行分析:
(1)在白车身ABC 3个区域中会存在一些焊点在后续总装装配后无制件遮蔽,顾客在使用过程中会直观地看到焊点的存在,对于此类焊点要求其焊接质量很高,不能出现毛刺、凹坑、马蹄点等焊接缺陷,这就要求在焊接过程中对其焊接质量进行控制。控制此类焊点质量的方法为在外露面增加铜垫块(见图7),材质:铬锆铜。采用铜垫块后可使其与制件接触面焊点平整无焊接痕迹并且不损伤外板,从而提升外漏焊点的外观品质。
(2)在焊接过程中,由于人员操作的熟练程度不同、焊钳大小不同、制件结构不同,焊接过程中会出现焊钳磕碰、夹伤、烧伤制件问题。针对焊钳在焊接过程中对制件外表面的磕碰夹伤、烧伤等问题,需在焊钳焊接位置增加焊钳限位、导向,固定焊钳的焊接位置(见图8),确保焊钳焊接的准确性从而避免了焊钳在焊接过程中抖动或焊接位置偏离磕碰、夹伤、烧伤外板等问题的发生。对于焊钳焊接过程中经过但不焊接的外板区域也要增加制件防护,避免焊钳运动过程中磕碰制件。
(3)侧围外板、车门外板、顶盖外板等在与夹具支撑点、压紧点接触时,夹具支撑、压紧点禁止采用Q235或45钢等硬度高的材质进行支撑压紧。此材质在制件取放、压紧过程中容易出现夹伤、划伤制件外表面问题。对于此种位置,夹具应采用聚氨酯或尼龙树脂块进行支撑压紧(见图9),并对支撑、压紧边缘进行倒角,可有效解决外表面的夹伤、压伤问题。
(4)车身轮弧位置(侧围后轮弧、天窗顶盖轮弧)在焊接过程中由于弧度被破坏,制件会出现变形,造成外表面处出现凹坑或鼓包。轮弧位置在设计时应尽可能不采用焊接工艺,应选择铆接或包边工艺。若由于工艺要求,无法实现铆接或包边工艺必须采用焊接工艺时,应将轮弧处焊接搭边长度设计为不小于25 mm的搭接边(见图10),使焊点尽可能远离轮弧外表面位置,这样将有效解决由于焊接轮弧变形造成的外表面出现凹坑或鼓包的问题。
(5)制件在搭接焊接时,板材厚度有时会相差很大,两个或两个以上制件搭接时由于制件本身存在公差,公差累积容易形成制件间的间隙,外板件料厚一般不超过1 mm,焊接后外板件会随加强件变形,从而造成外板件变形形成面品问题。此时就需要对制件公差进行特殊要求(见图11),提高制件的公差要求避免出现制件间的间隙。
除以上几种常见的白车身面品问题外,制件在运输过程中由于防护不到位也会出现面品问题,因此,在制件转运过程中运输设备一定要做好防护,避免制件磕碰、划伤等问题产生。
4 结束语
白车身刮灰不仅是一种浪费,而且对白车身表面漆的使用寿命也存在影响,因此要实现零刮灰,就需要对白车身面品问题进行控制、消除。随着消费者品质意识的提升,整车制造面临着更加严峻的考验,不仅要在动力、性能、操作性等方面进行提升,内在的品质也要进一步进行提升,“零”刮灰的实现需要在白车身生产过程中不断提升面品问题。白车身面品的保证任重而道远,需要不断挖掘新方式新方法进行白车身面品的提升。
【1】樊水晶.浅析电阻点焊技术及其控制方法[J].装备制造技术,2012(10):171-175.
【2】王统领,杨杨.汽车后背门外板面品问题的解决方法[J].汽车工程师,2013(12):58-59.
QualityProblemSolutioninBIWWeldingProcess
SHEN Zhou, ZHANG Yongshun, ZHOU Yang, LIU Chao
(Great Wall Motor Company Technology Center, Hebei Province Automotive Engineering Technology Research Center, Baoding Hebei 071000,China)
The appearance is the most intuitive quality factors of automobile, its quality directly affects the overall evaluation of car customers. That the look of the car is good or bad depends on the stamping surface quality. Sheet metal surface scratches, pits, welding defects appeared in the welding process in BIW may cause repair, rework and ash scraping treatment etc unnecessary waste, and the ash scraping treatment reduces vehicle quality. The reasons of white body surface defects in the welding process were mainly introduced as well as the prevention countermeasures, to avoid white body surface quality problems.
Body in white; Welding; Surface quality
2014-09-09
沈州(1986—),男,大学专科,研究方向为白车身焊接。E-mail:ECCHS1@gwm.cn。
